
一种铸造铝合金轮毂毛坯直接旋压成型的模具及其工作方法.pdf

一吃****仕龙

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸造铝合金轮毂毛坯直接旋压成型的模具及其工作方法.pdf
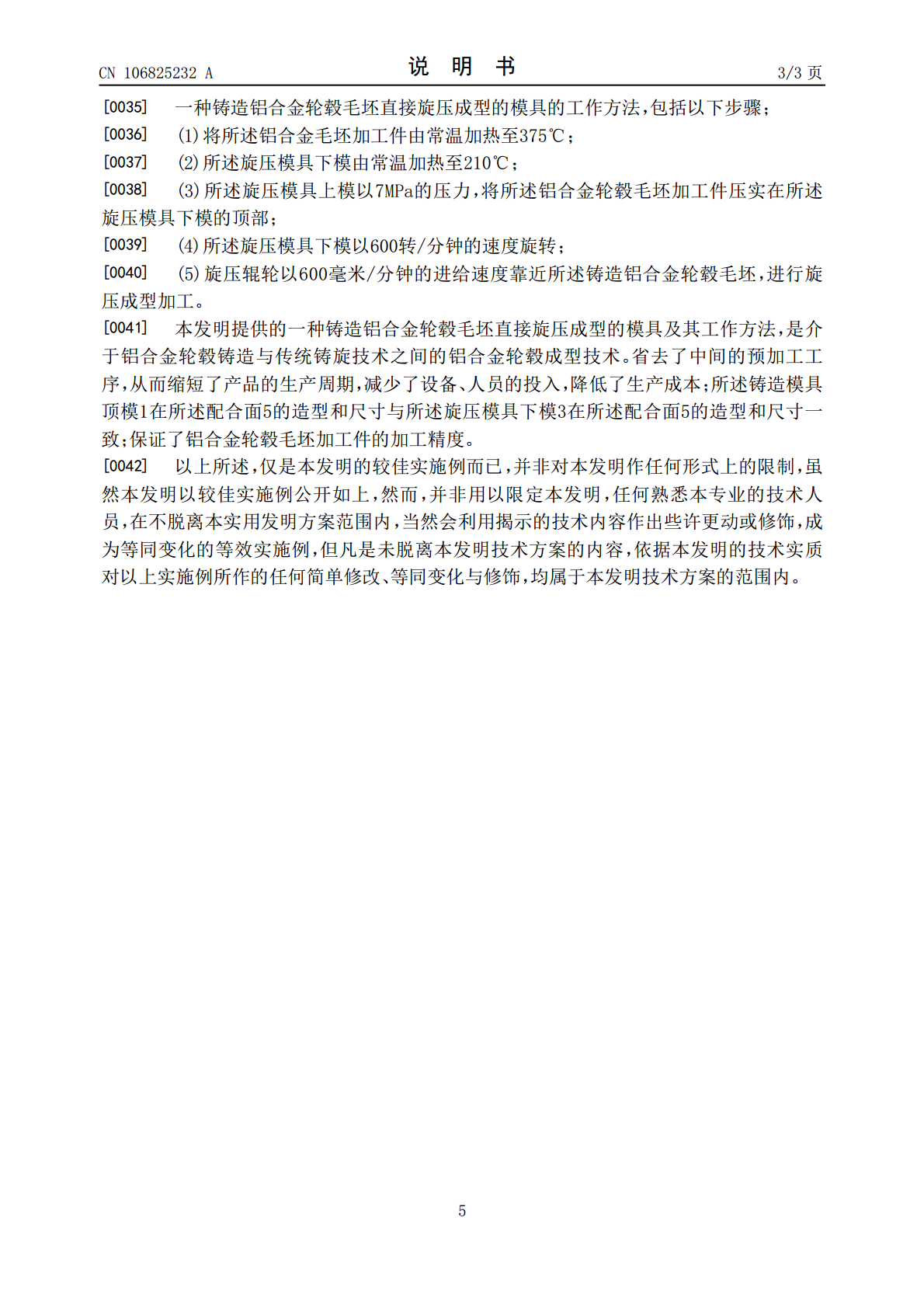
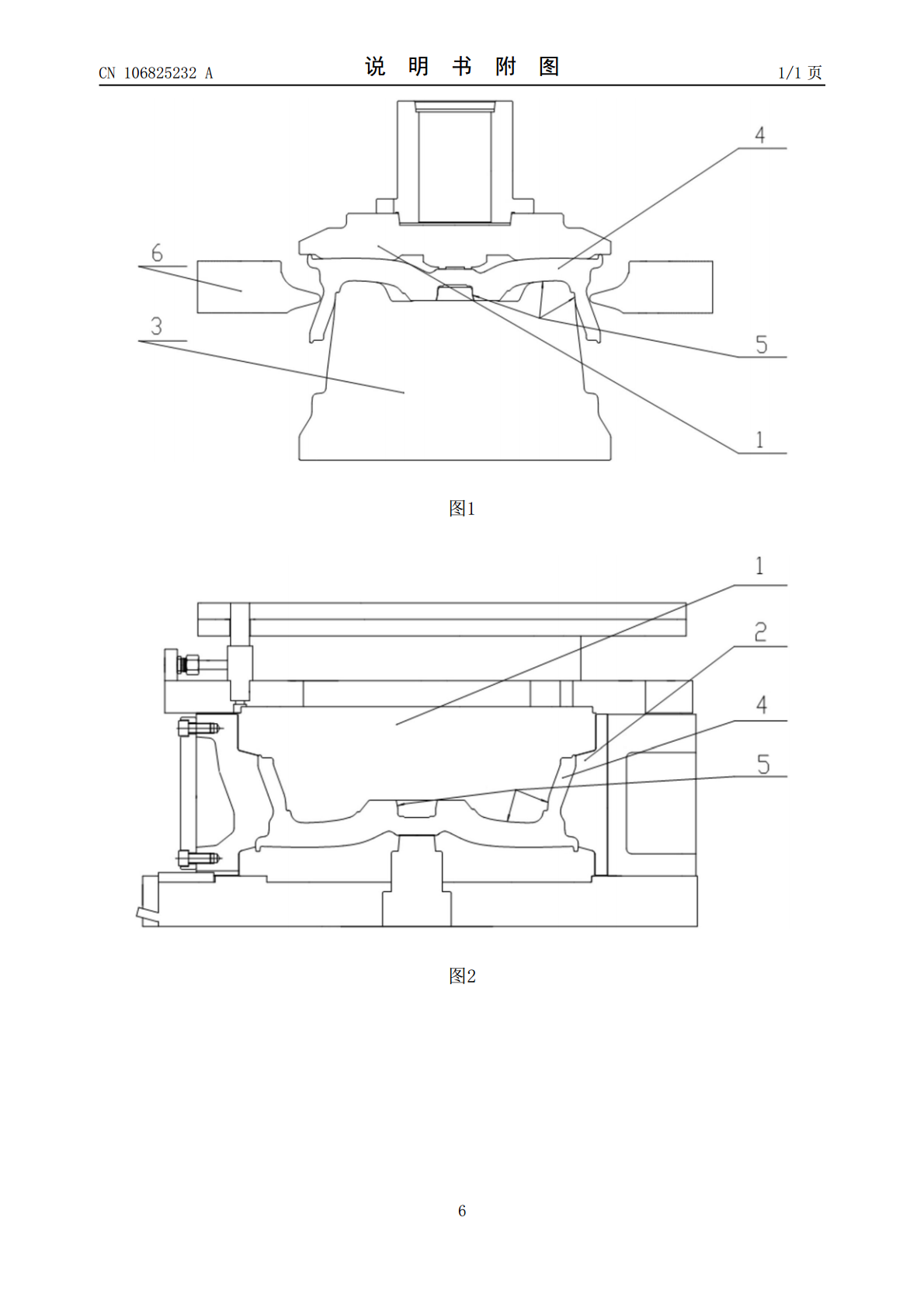
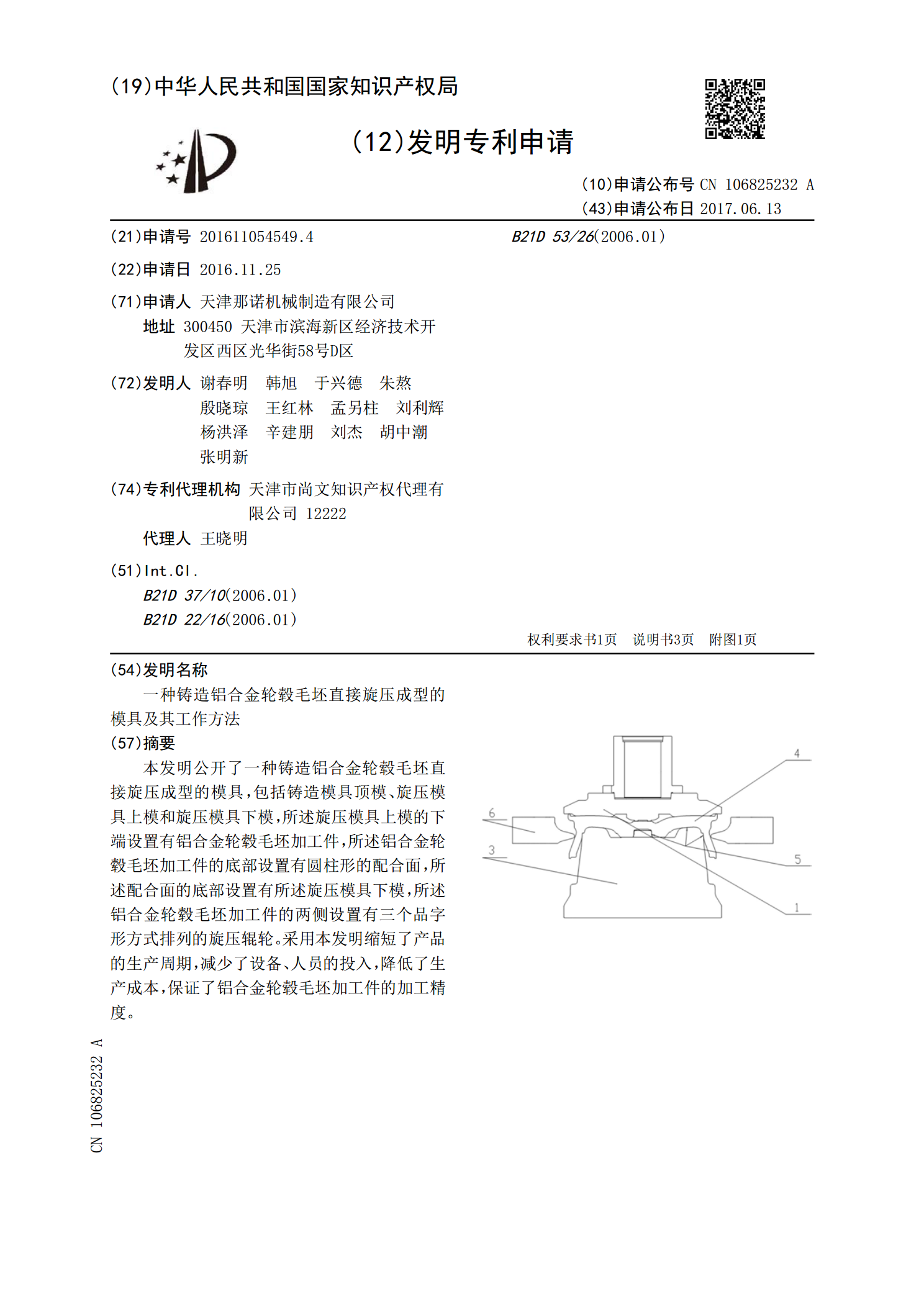
本发明公开了一种铸造铝合金轮毂毛坯直接旋压成型的模具,包括铸造模具顶模、旋压模具上模和旋压模具下模,所述旋压模具上模的下端设置有铝合金轮毂毛坯加工件,所述铝合金轮毂毛坯加工件的底部设置有圆柱形的配合面,所述配合面的底部设置有所述旋压模具下模,所述铝合金轮毂毛坯加工件的两侧设置有三个品字形方式排列的旋压辊轮。采用本发明缩短了产品的生产周期,减少了设备、人员的投入,降低了生产成本,保证了铝合金轮毂毛坯加工件的加工精度。
一种铸旋轮毂的铸造毛坯.pdf
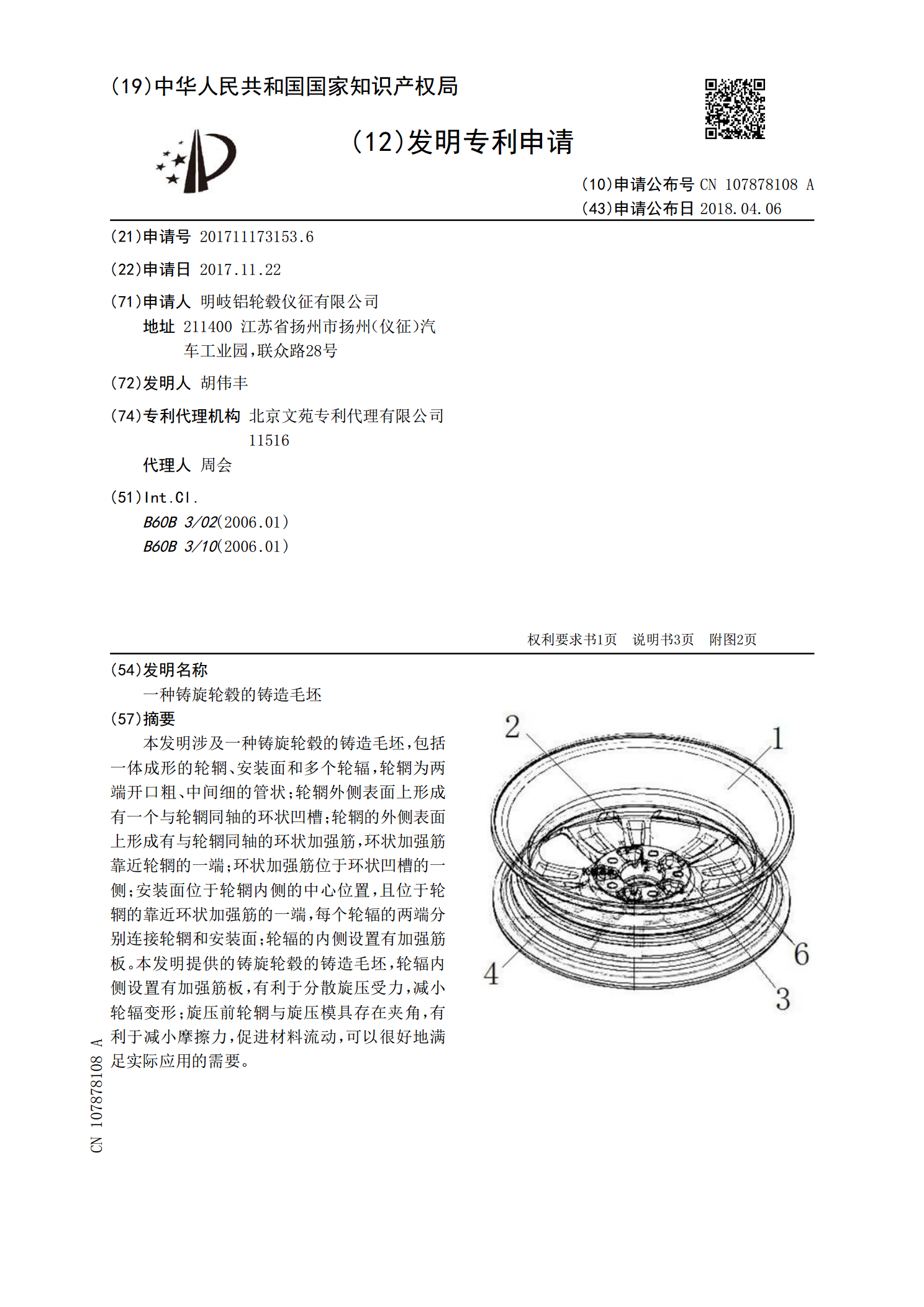
本发明涉及一种铸旋轮毂的铸造毛坯,包括一体成形的轮辋、安装面和多个轮辐,轮辋为两端开口粗、中间细的管状;轮辋外侧表面上形成有一个与轮辋同轴的环状凹槽;轮辋的外侧表面上形成有与轮辋同轴的环状加强筋,环状加强筋靠近轮辋的一端;环状加强筋位于环状凹槽的一侧;安装面位于轮辋内侧的中心位置,且位于轮辋的靠近环状加强筋的一端,每个轮辐的两端分别连接轮辋和安装面;轮辐的内侧设置有加强筋板。本发明提供的铸旋轮毂的铸造毛坯,轮辐内侧设置有加强筋板,有利于分散旋压受力,减小轮辐变形;旋压前轮辋与旋压模具存在夹角,有利于减小摩

铝合金轮毂冲旋生产方法及其所用旋压模具.pdf
本发明公开了一种铝合金轮毂冲旋生产方法,依次包括如下步骤:备料:将厚度为10~16mm铝合金板材定尺为四方板材;冲压:将四方板材放入冲压机中冲压,冲压宽度不超过轮毂宽度,同时,冲压出PCD孔,从而形成轮毂胚料;旋压:将胚料通过旋压模具装在在旋压机上旋压形成出铝合金轮毂的轮唇。本发明还公开了该方法中所用的旋压模具。本发明的优点:在保证铝合金轮毂质量的前提下,其工艺简单、材料出品率高,制备成本较低。

铝合金轮毂双向旋压成型工艺.docx
铝合金轮毂双向旋压成型工艺铝合金轮毂双向旋压成型工艺摘要:铝合金轮毂在汽车行业中具有广泛的应用。为了满足汽车轮毂要求轻量化、高强度等特性,铝合金轮毂的制造工艺也得到了不断的改进。双向旋压成型工艺作为一种高效且经济的加工方法,被广泛应用于铝合金轮毂的制造中。本文就铝合金轮毂双向旋压成型工艺进行了详细介绍,包括其工作原理、工艺流程、工艺参数的选择以及优势和不足等方面,通过对其研究和分析可以为汽车制造行业提供一定的参考和指导。关键词:铝合金轮毂;双向旋压成型;工艺流程;工艺参数;优势和不足一、引言铝合金轮毂是汽

铝合金轮毂锻旋压制备方法及其所用旋压模具.pdf
本发明公开了铝合金轮毂锻旋压制备方法,包括以下步骤:备料、清洗、加热胚料并保温、镦粗、旋压模具预热、旋压。其中,旋压前,在旋压模具外腔表面刷上水剂脱模剂。优化后,该铝合金轮毂锻旋压制备方法包括有锻胚加热保温步骤;水剂脱模剂为38号汽缸油或24号气缸油。本发明和现有技术相比所具有的优点是:产品质量好,制备成本低。本发明还公开了该铝合金轮毂锻旋压制备方法所用的旋压模具。