
一种铸旋轮毂的铸造毛坯.pdf

一吃****春晓


1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸旋轮毂的铸造毛坯.pdf
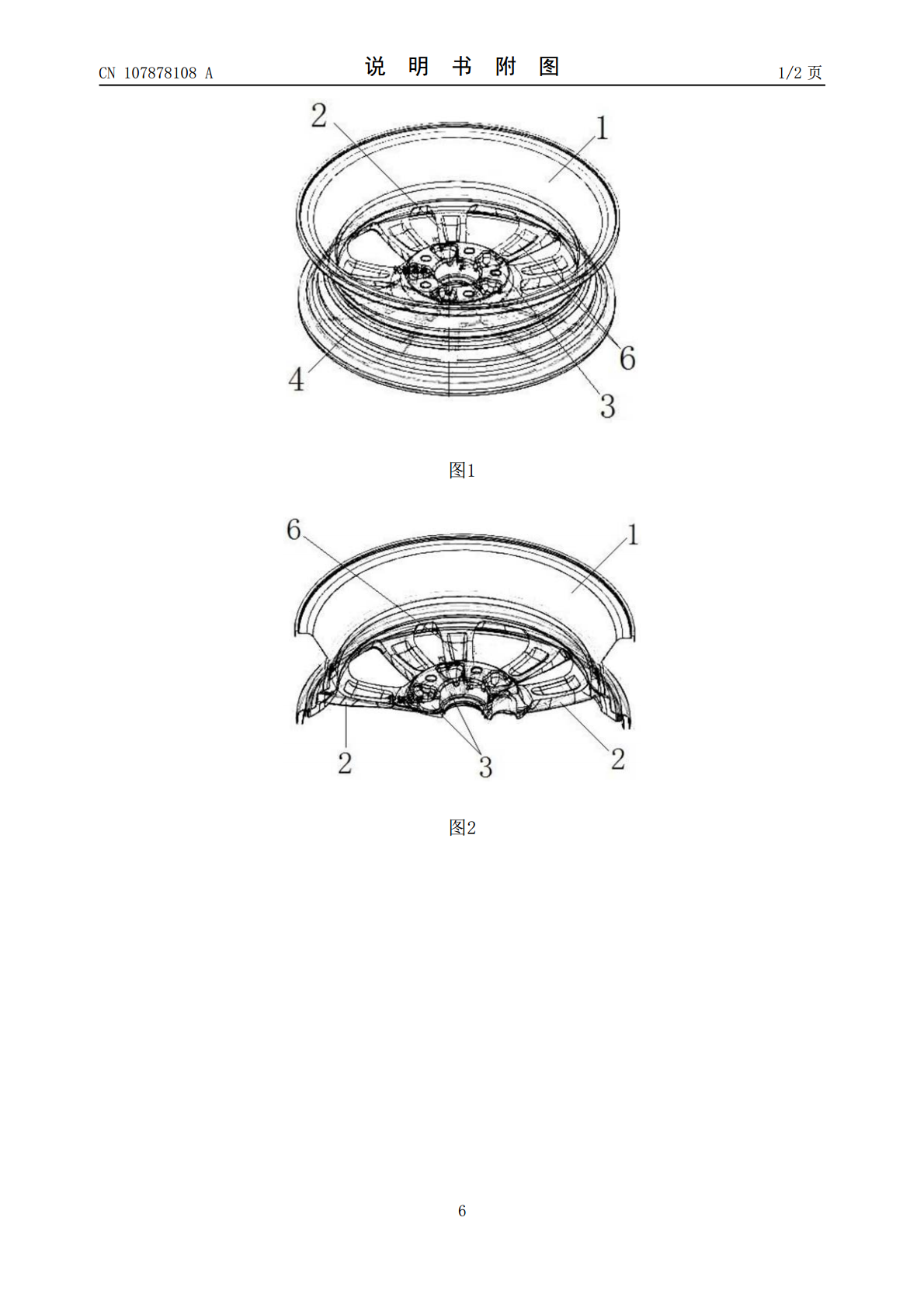
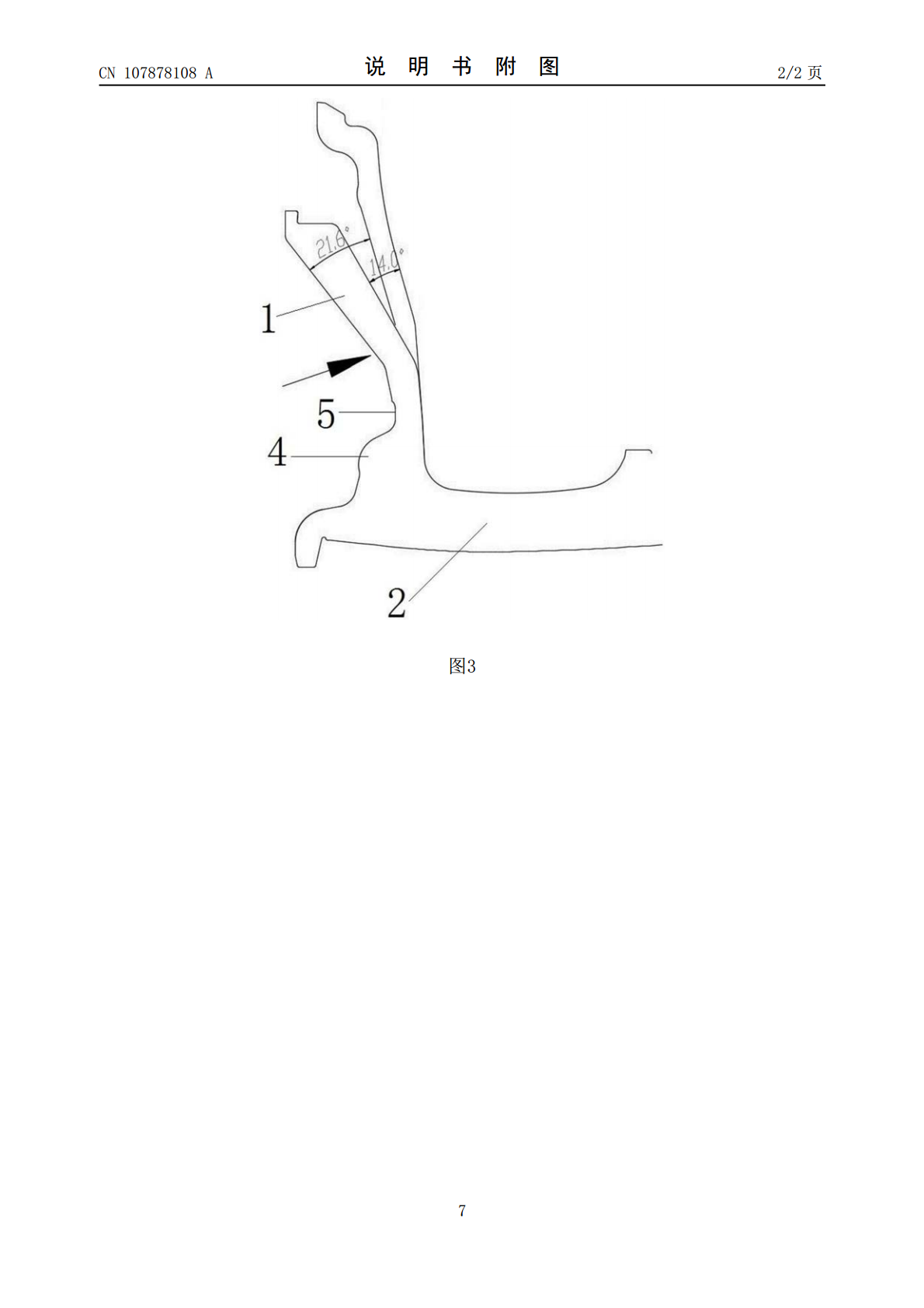
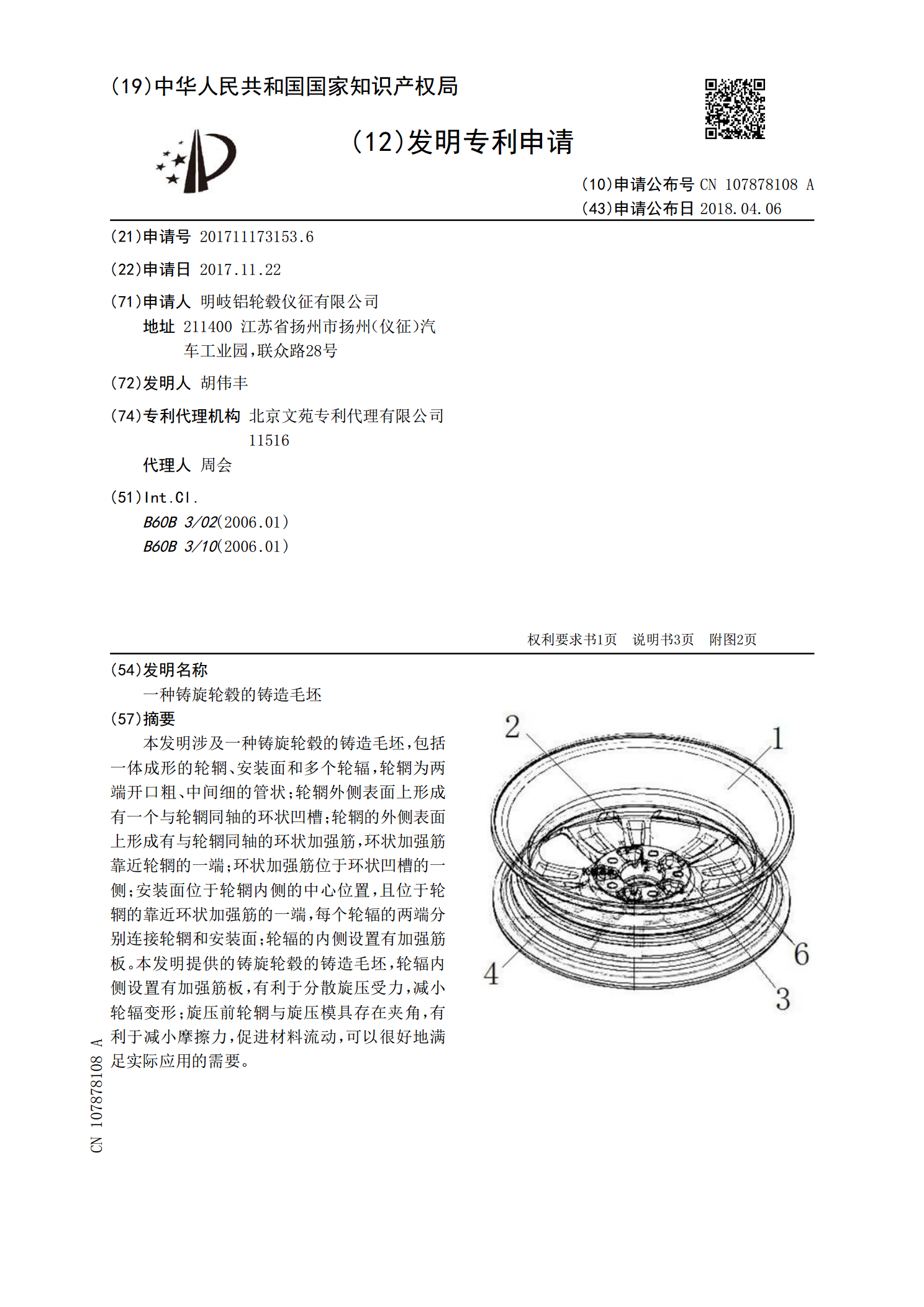
本发明涉及一种铸旋轮毂的铸造毛坯,包括一体成形的轮辋、安装面和多个轮辐,轮辋为两端开口粗、中间细的管状;轮辋外侧表面上形成有一个与轮辋同轴的环状凹槽;轮辋的外侧表面上形成有与轮辋同轴的环状加强筋,环状加强筋靠近轮辋的一端;环状加强筋位于环状凹槽的一侧;安装面位于轮辋内侧的中心位置,且位于轮辋的靠近环状加强筋的一端,每个轮辐的两端分别连接轮辋和安装面;轮辐的内侧设置有加强筋板。本发明提供的铸旋轮毂的铸造毛坯,轮辐内侧设置有加强筋板,有利于分散旋压受力,减小轮辐变形;旋压前轮辋与旋压模具存在夹角,有利于减小摩
一种轮毂铸造毛坯的定位装置.pdf
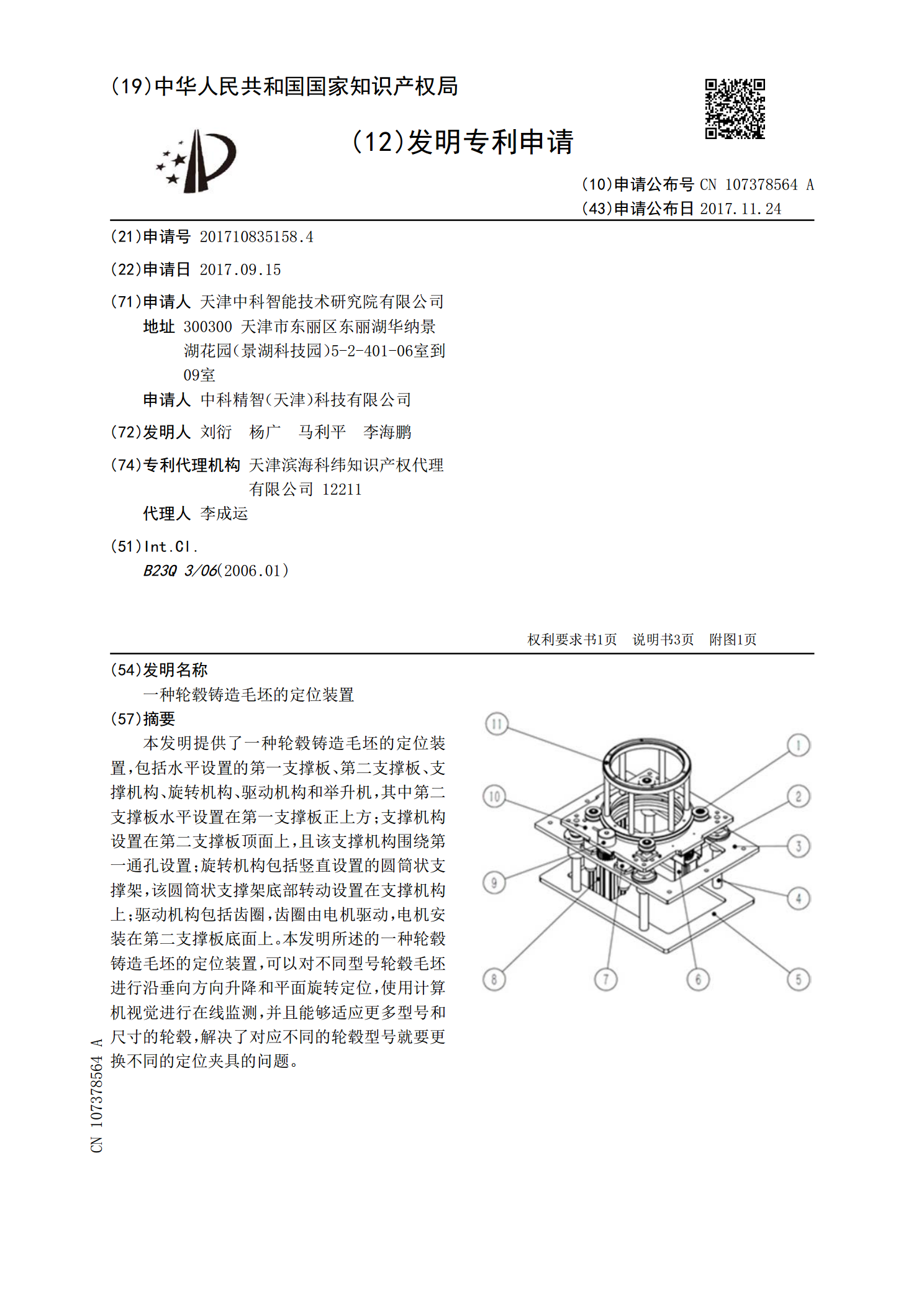
本发明提供了一种轮毂铸造毛坯的定位装置,包括水平设置的第一支撑板、第二支撑板、支撑机构、旋转机构、驱动机构和举升机,其中第二支撑板水平设置在第一支撑板正上方;支撑机构设置在第二支撑板顶面上,且该支撑机构围绕第一通孔设置;旋转机构包括竖直设置的圆筒状支撑架,该圆筒状支撑架底部转动设置在支撑机构上;驱动机构包括齿圈,齿圈由电机驱动,电机安装在第二支撑板底面上。本发明所述的一种轮毂铸造毛坯的定位装置,可以对不同型号轮毂毛坯进行沿垂向方向升降和平面旋转定位,使用计算机视觉进行在线监测,并且能够适应更多型号和尺寸的

一种轮毂毛坯的挤压铸造方法.pdf
本发明涉及一种轮毂毛坯的挤压铸造方法,该方法采用溢流式局部补压挤压铸造工艺,先通过阳模、阳模外套对铝合金液施加总压力,并在此挤压铸造比压力下保压至厚度尺寸较小的轮辐部位凝固后,把与出油孔相连的溢流阀的溢流压强值调至低于挤压铸造比压力,这样阳模施加的压力将减少△P,阳模外套施加的压力将相应增加△P,结果会使阳模外套对厚度尺寸较大、铝合金液尚未凝固的轮缘部位及轮缘与轮辐过渡部位的铸造热节处施压更大的压力,进行局部补压,随着阳模外套的下降,储油缸内的液压油从出油孔溢出,阳模与阳模外套产生相对位移,从而消除已经凝
离心铸造轮毂毛坯工艺.pdf
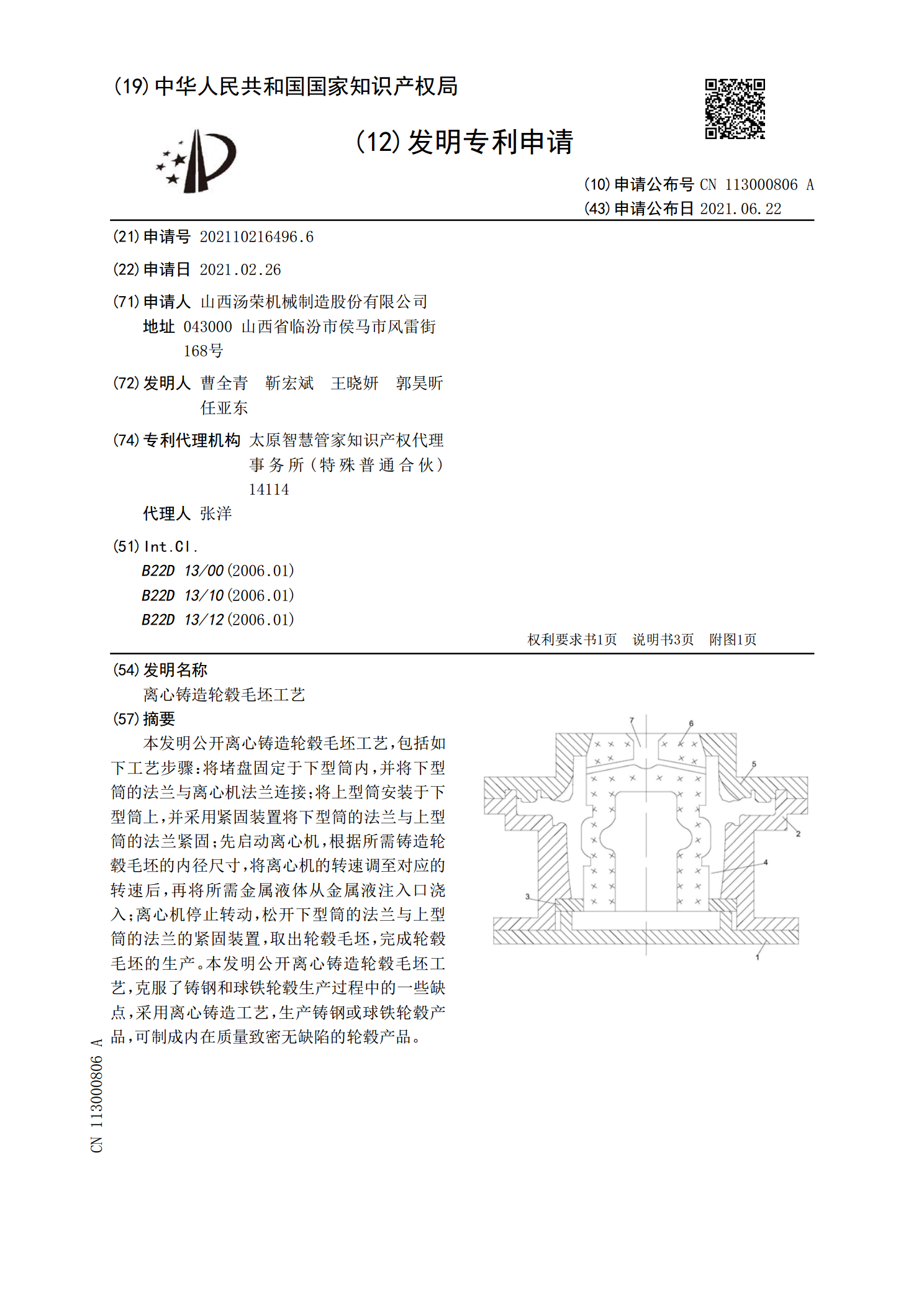
本发明公开离心铸造轮毂毛坯工艺,包括如下工艺步骤:将堵盘固定于下型筒内,并将下型筒的法兰与离心机法兰连接;将上型筒安装于下型筒上,并采用紧固装置将下型筒的法兰与上型筒的法兰紧固;先启动离心机,根据所需铸造轮毂毛坯的内径尺寸,将离心机的转速调至对应的转速后,再将所需金属液体从金属液注入口浇入;离心机停止转动,松开下型筒的法兰与上型筒的法兰的紧固装置,取出轮毂毛坯,完成轮毂毛坯的生产。本发明公开离心铸造轮毂毛坯工艺,克服了铸钢和球铁轮毂生产过程中的一些缺点,采用离心铸造工艺,生产铸钢或球铁轮毂产品,可制成内在
一种铸造铝合金轮毂毛坯直接旋压成型的模具及其工作方法.pdf
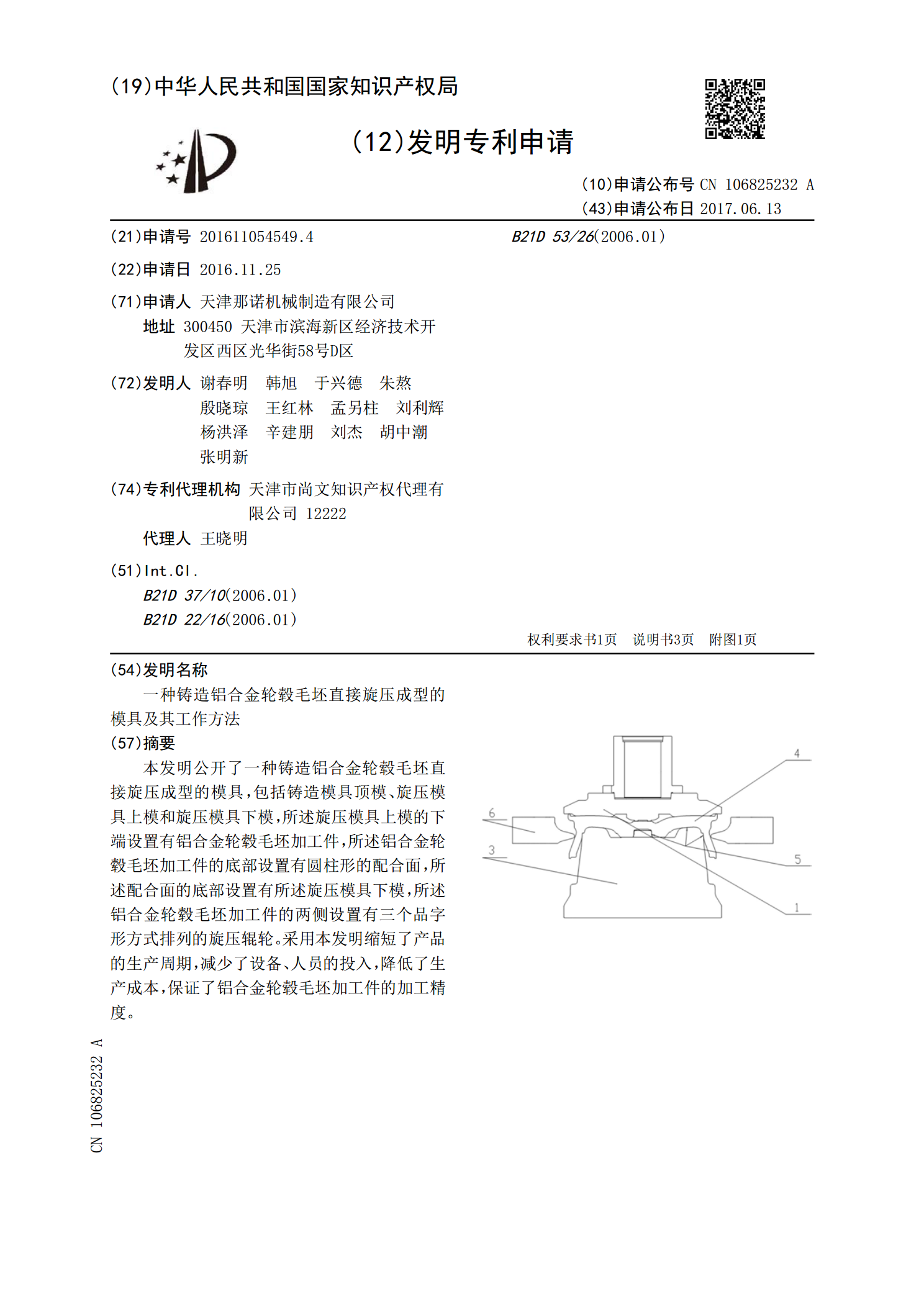
本发明公开了一种铸造铝合金轮毂毛坯直接旋压成型的模具,包括铸造模具顶模、旋压模具上模和旋压模具下模,所述旋压模具上模的下端设置有铝合金轮毂毛坯加工件,所述铝合金轮毂毛坯加工件的底部设置有圆柱形的配合面,所述配合面的底部设置有所述旋压模具下模,所述铝合金轮毂毛坯加工件的两侧设置有三个品字形方式排列的旋压辊轮。采用本发明缩短了产品的生产周期,减少了设备、人员的投入,降低了生产成本,保证了铝合金轮毂毛坯加工件的加工精度。