
一种高速风机叶轮的加工制造方法.pdf

睿达****的的

1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高速风机叶轮的加工制造方法.pdf
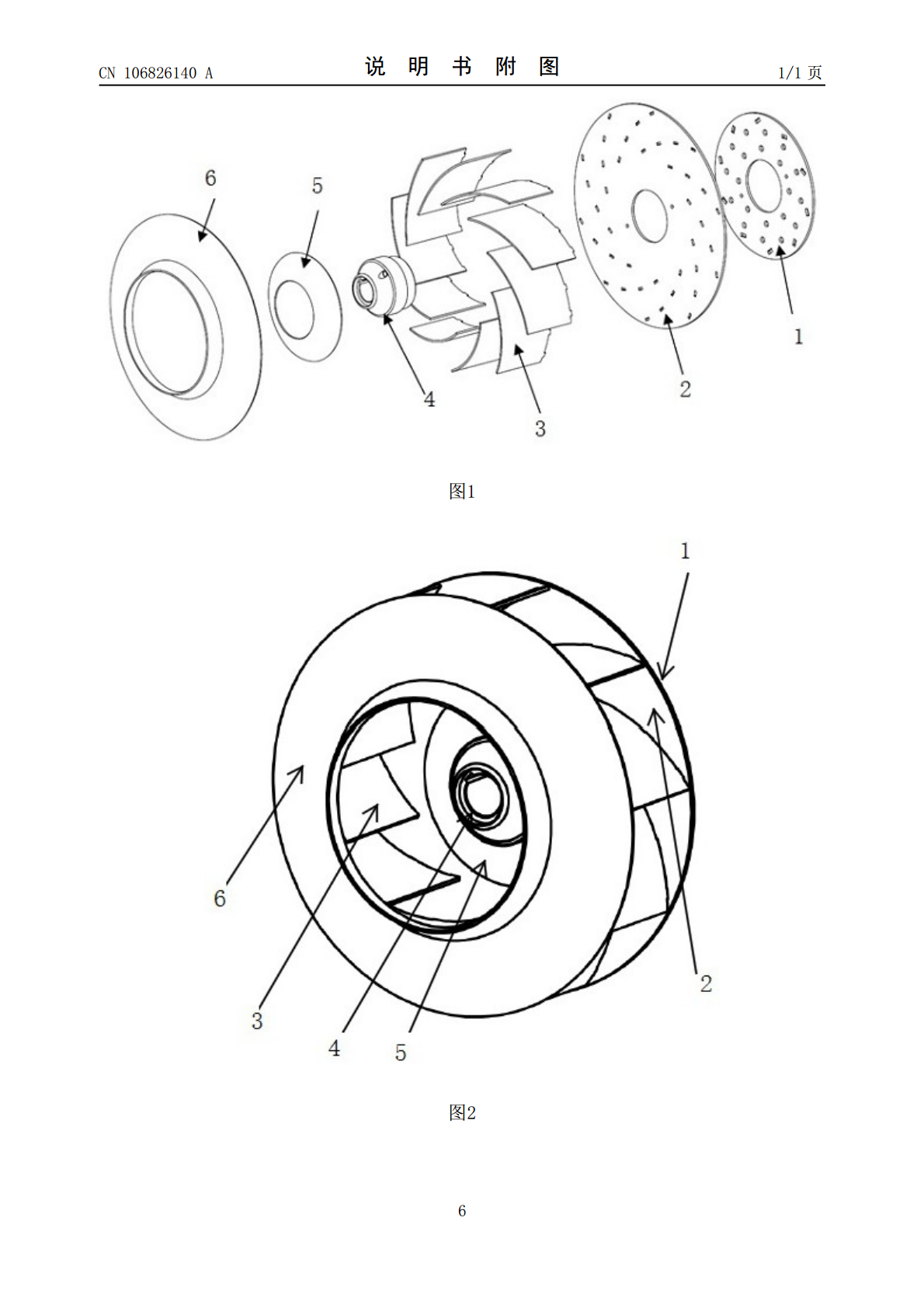
本发明公开了一种高速风机叶轮的加工制造方法,包括步骤:S1、首先制造出高速风机叶轮所需的零件:底盘、扇毂、叶片、轮轴、轴盖和叶盖;S2、依据工艺要求按顺序分别拼装焊接各零件连接部分;S3、检测是否达到图纸要求,进行微量人工整形,并对所有焊接部分进行探伤;S4、进行回火并时效处理;S5、进行表面氧化层去除,并在动平衡机上进行动平衡初校,依据动平衡机所显示的不平衡位置、重量进行校正,以达到动平衡不平衡量要求;S6、对测试合格的叶轮进行喷涂;S7、喷涂后对叶轮进行精准动平衡校正。本发明所工艺简单,操作容易,明显
一种风机叶轮及其加工方法.pdf
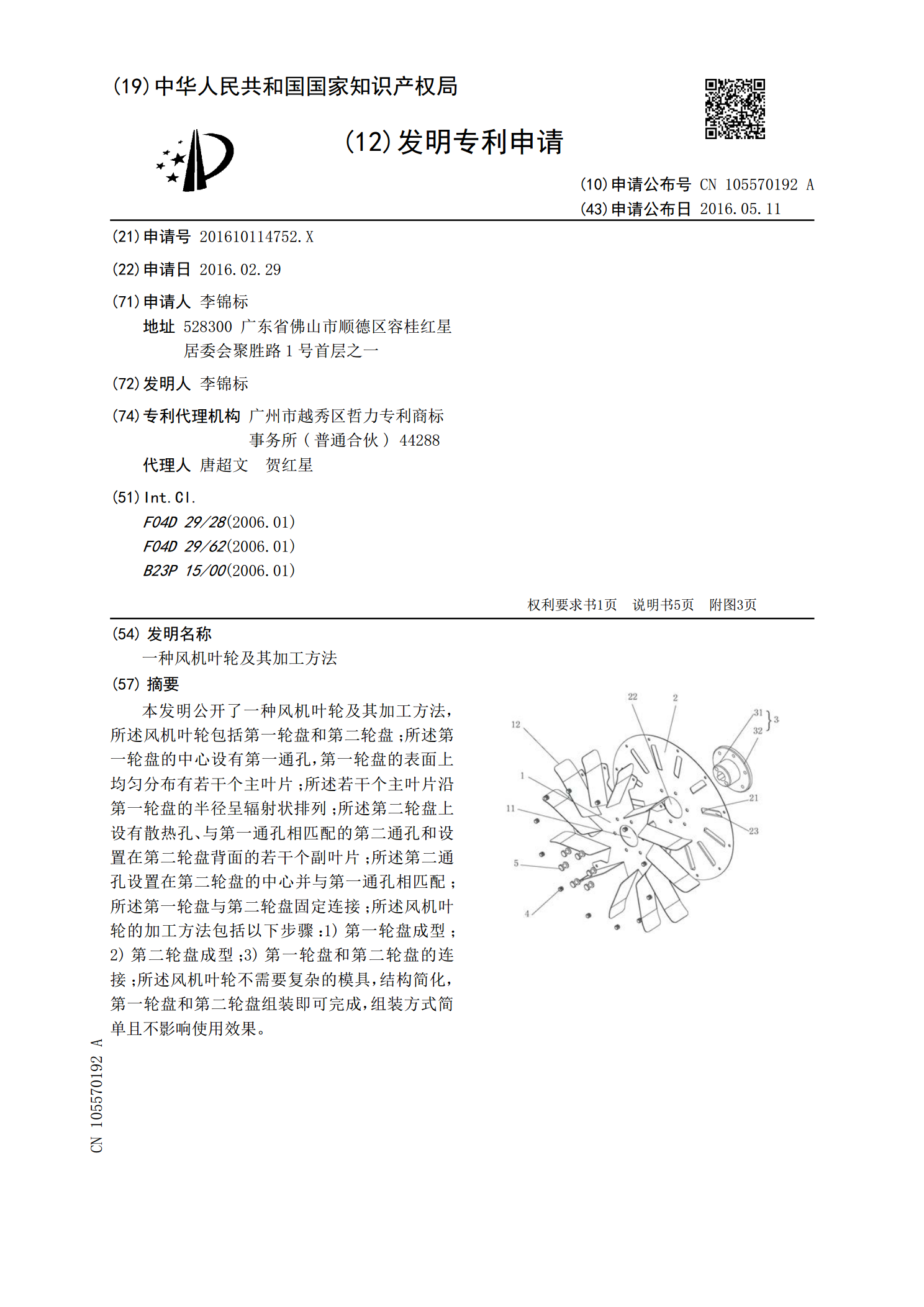
本发明公开了一种风机叶轮及其加工方法,所述风机叶轮包括第一轮盘和第二轮盘;所述第一轮盘的中心设有第一通孔,第一轮盘的表面上均匀分布有若干个主叶片;所述若干个主叶片沿第一轮盘的半径呈辐射状排列;所述第二轮盘上设有散热孔、与第一通孔相匹配的第二通孔和设置在第二轮盘背面的若干个副叶片;所述第二通孔设置在第二轮盘的中心并与第一通孔相匹配;所述第一轮盘与第二轮盘固定连接;所述风机叶轮的加工方法包括以下步骤:1)第一轮盘成型;2)第二轮盘成型;3)第一轮盘和第二轮盘的连接;所述风机叶轮不需要复杂的模具,结构简化,第一

送风机叶轮以及叶轮制造方法.pdf
本发明涉及一种送风机叶轮以及叶轮制造方法。本发明的目的在于提供一种叶轮,其通过使用树脂材料和玻璃纤维的复合材料制成的叶片部件,从而实现了轻量化、低噪音和低振动。本发明的叶轮通过将多个叶片部件呈圆筒状固定在多枚圆盘状固定板上形成,其特征在于:叶片部件的材质为合成树脂材料和玻璃纤维的复合材料;叶片部件的平均厚度范围在0.3~0.8mm;且叶片部件中所含的玻璃纤维取向于叶片部件的表面面内。
一种水泵叶轮制造加工方法.pdf
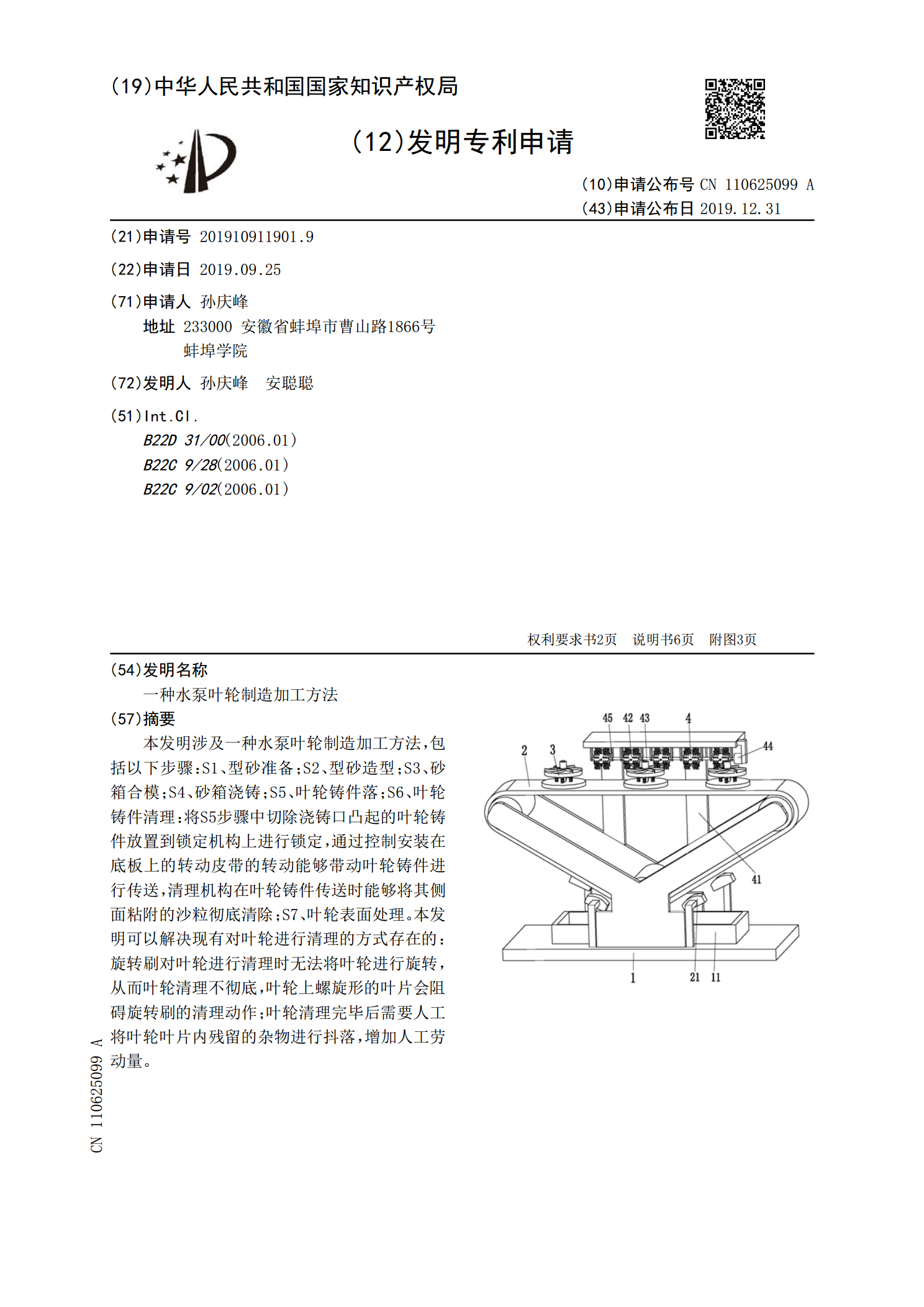
本发明涉及一种水泵叶轮制造加工方法,包括以下步骤:S1、型砂准备;S2、型砂造型;S3、砂箱合模;S4、砂箱浇铸;S5、叶轮铸件落;S6、叶轮铸件清理:将S5步骤中切除浇铸口凸起的叶轮铸件放置到锁定机构上进行锁定,通过控制安装在底板上的转动皮带的转动能够带动叶轮铸件进行传送,清理机构在叶轮铸件传送时能够将其侧面粘附的沙粒彻底清除;S7、叶轮表面处理。本发明可以解决现有对叶轮进行清理的方式存在的:旋转刷对叶轮进行清理时无法将叶轮进行旋转,从而叶轮清理不彻底,叶轮上螺旋形的叶片会阻碍旋转刷的清理动作;叶轮清理
一种罗茨鼓风机叶轮加工方法.pdf
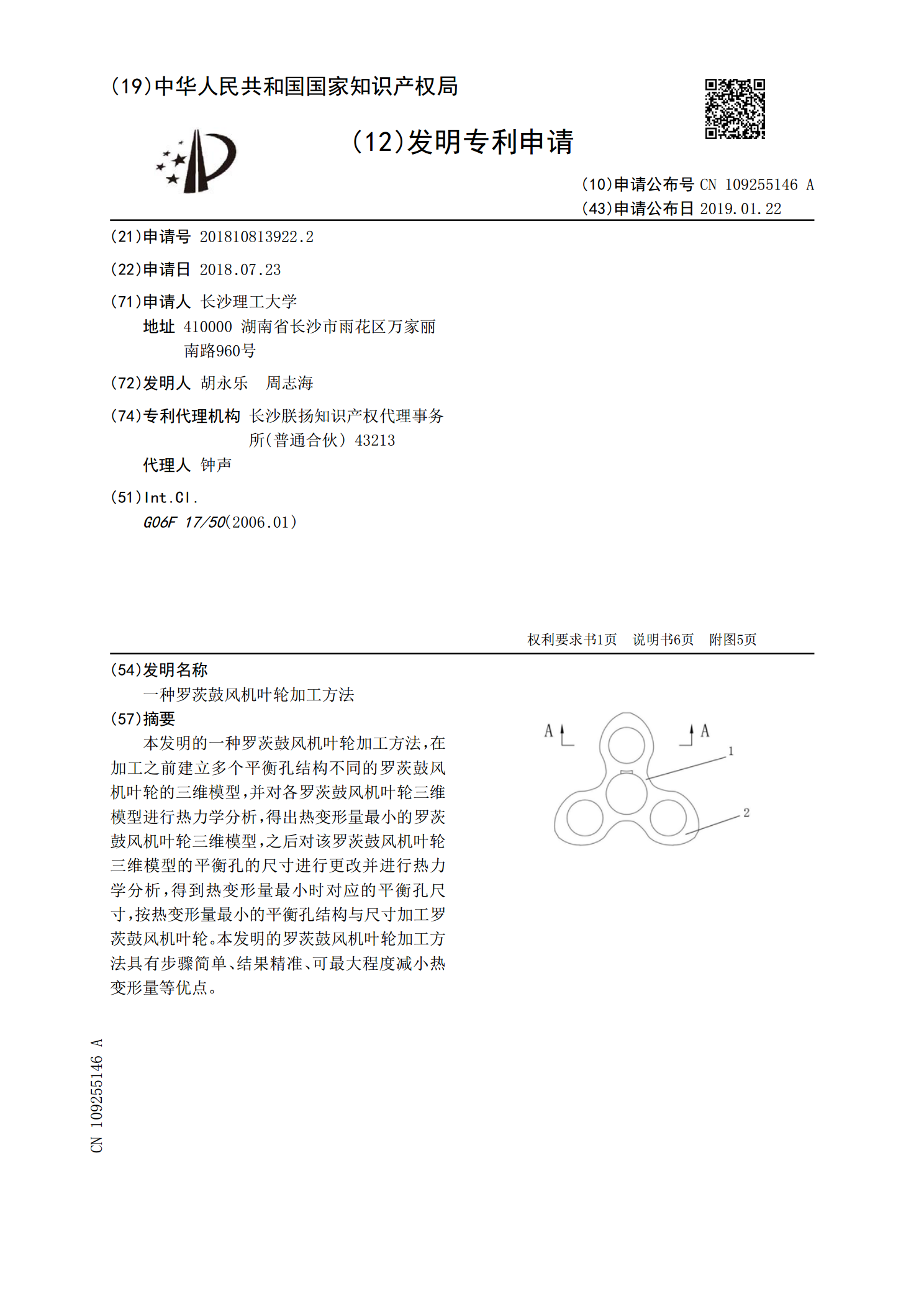
本发明的一种罗茨鼓风机叶轮加工方法,在加工之前建立多个平衡孔结构不同的罗茨鼓风机叶轮的三维模型,并对各罗茨鼓风机叶轮三维模型进行热力学分析,得出热变形量最小的罗茨鼓风机叶轮三维模型,之后对该罗茨鼓风机叶轮三维模型的平衡孔的尺寸进行更改并进行热力学分析,得到热变形量最小时对应的平衡孔尺寸,按热变形量最小的平衡孔结构与尺寸加工罗茨鼓风机叶轮。本发明的罗茨鼓风机叶轮加工方法具有步骤简单、结果精准、可最大程度减小热变形量等优点。