
无毛刺冲裁模具.pdf

An****99

1/7

2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无毛刺冲裁模具.pdf
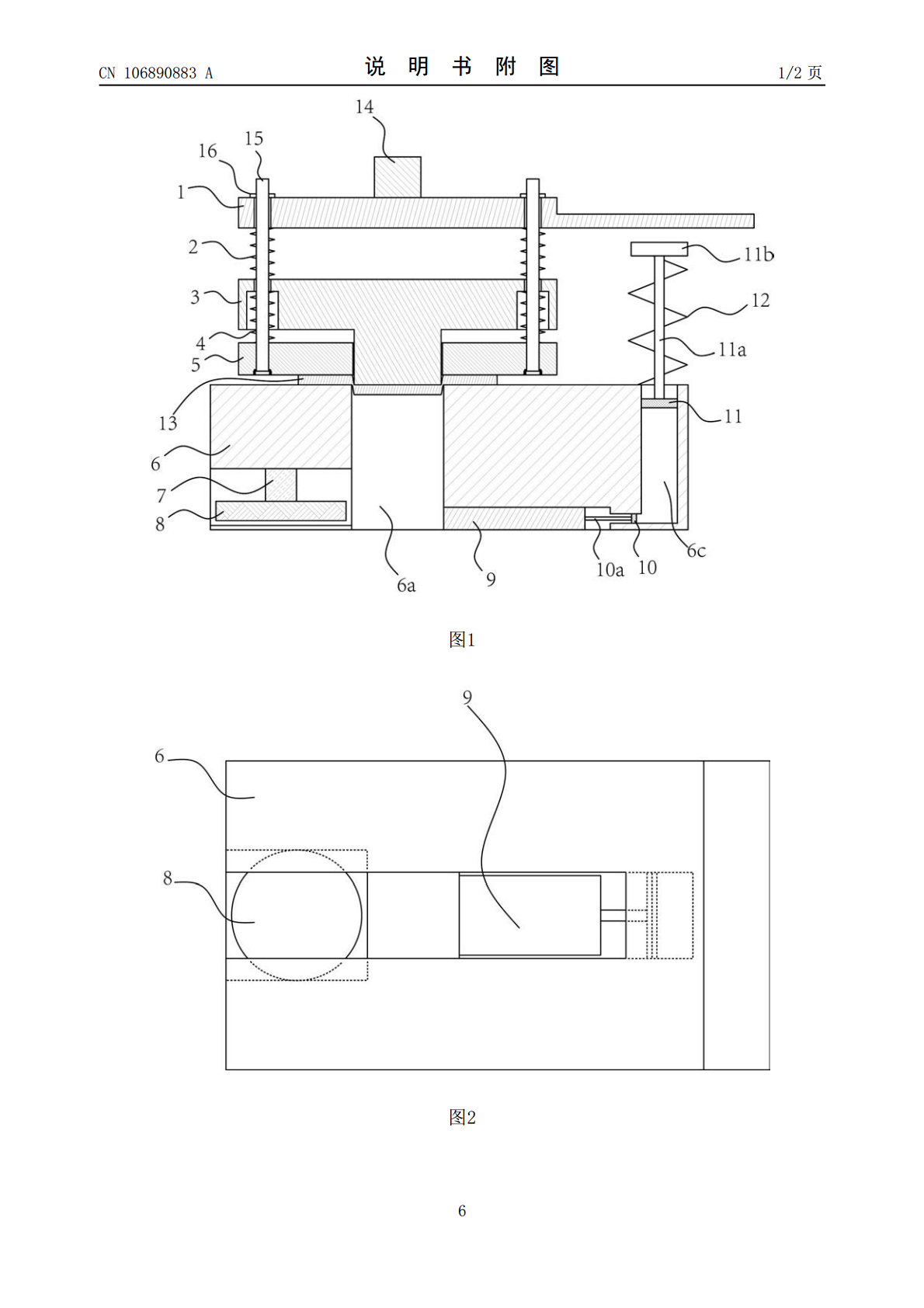
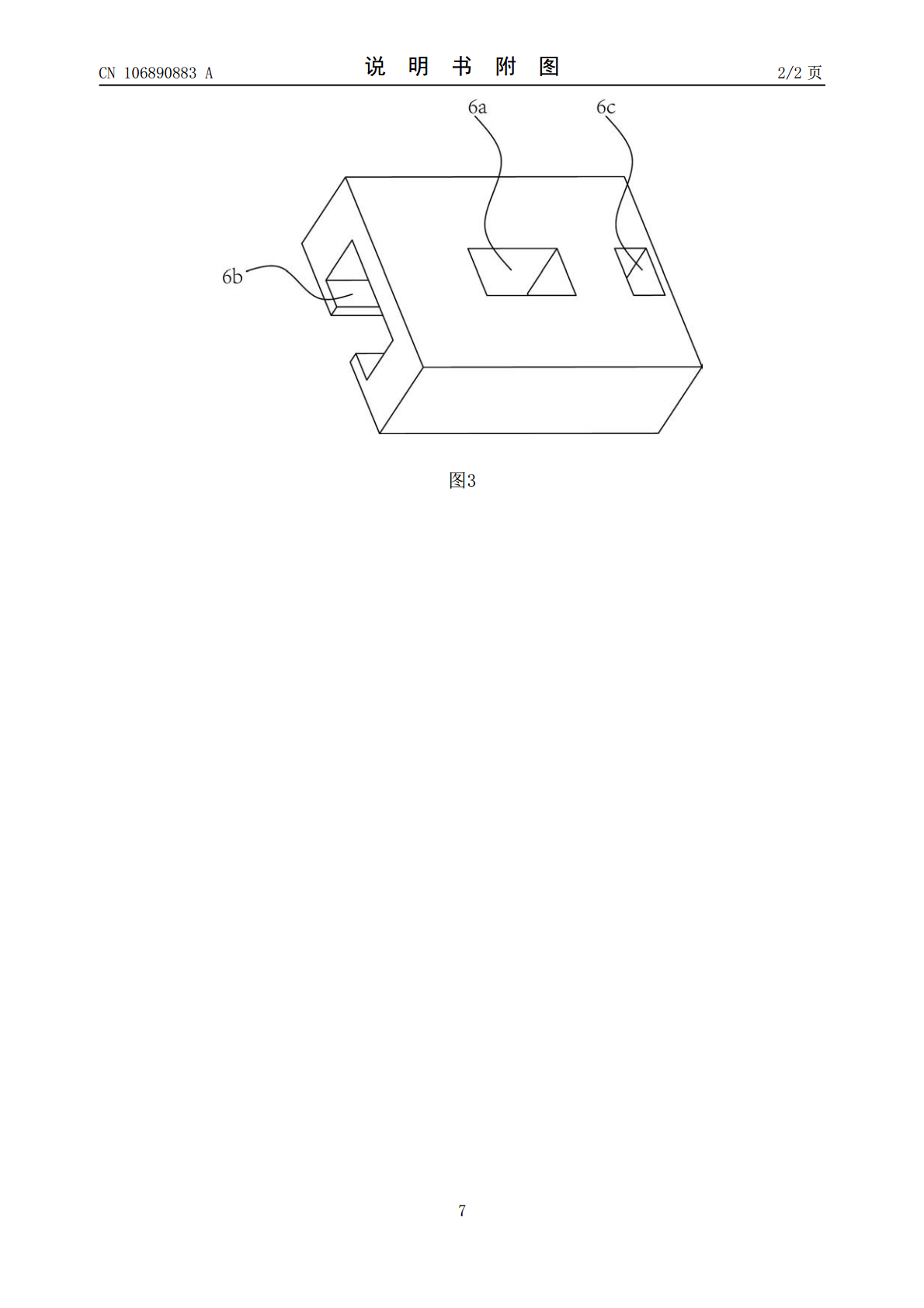
本发明公开了无毛刺冲裁模具。通过将上模设置为包括上模固定板、冲头固定板、上压板,并在上模固定板与冲头固定板,冲头固定板与上压板间设置弹簧A、弹簧B,在下模设置抛光轮及L形驱动缸,驱动缸中设有两个运动方向垂直的活塞,水平活塞A连接一推块。冲裁时先冲出产品,然后上模固定板继续下行推动竖直运动的活塞B,从而带动活塞A,进而通过推块推动产品进入抛光轮下方,除去毛刺。上模复位后,活塞A、B会在弹簧C的作用下复位。再次冲压时,重复上述过程。连续生产时抛光过的产品会被逐渐推出抛光轮下方。这样就将冲裁、抛光两道工序整合在
一种无毛刺冲裁模具.pdf
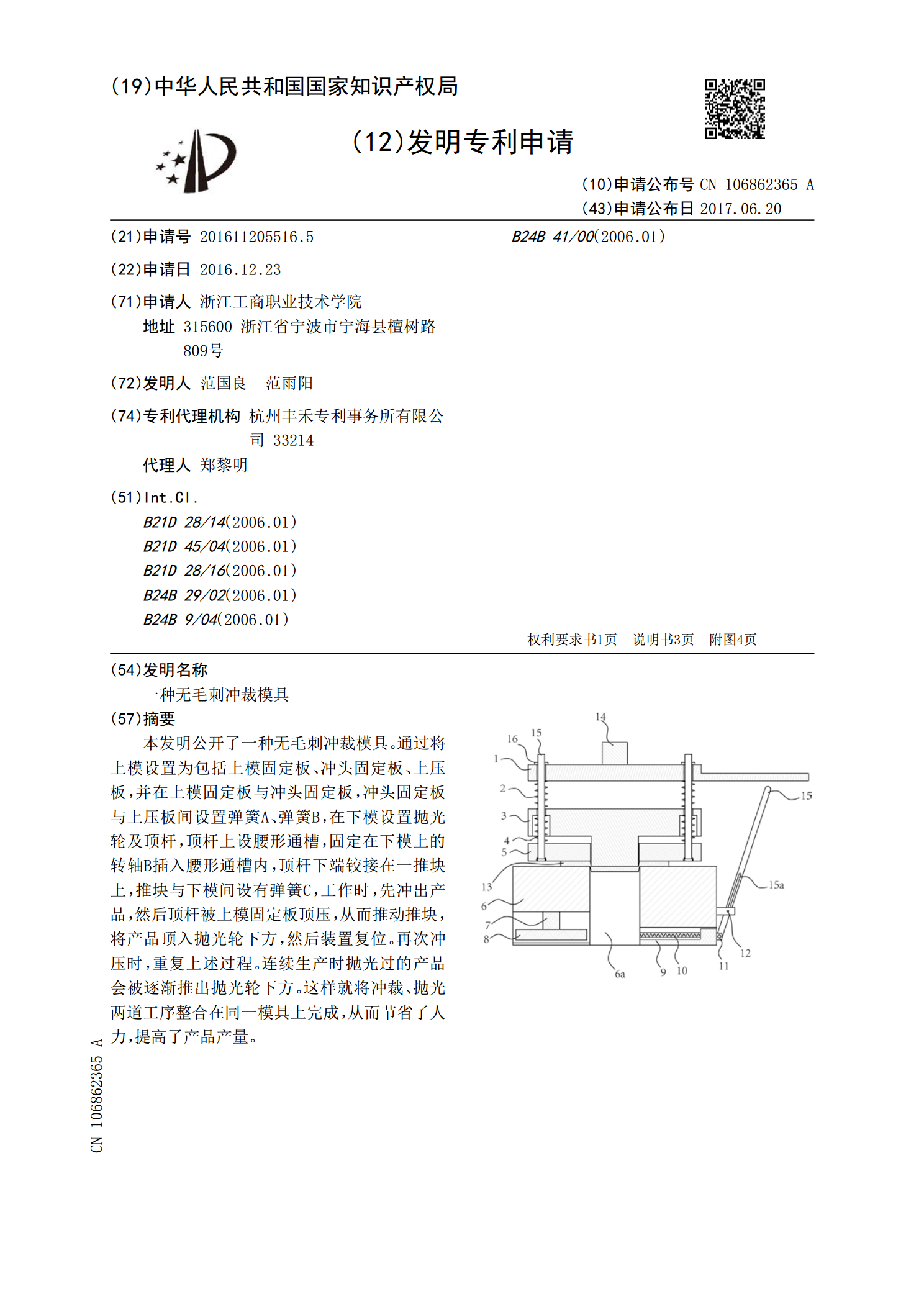
本发明公开了一种无毛刺冲裁模具。通过将上模设置为包括上模固定板、冲头固定板、上压板,并在上模固定板与冲头固定板,冲头固定板与上压板间设置弹簧A、弹簧B,在下模设置抛光轮及顶杆,顶杆上设腰形通槽,固定在下模上的转轴B插入腰形通槽内,顶杆下端铰接在一推块上,推块与下模间设有弹簧C,工作时,先冲出产品,然后顶杆被上模固定板顶压,从而推动推块,将产品顶入抛光轮下方,然后装置复位。再次冲压时,重复上述过程。连续生产时抛光过的产品会被逐渐推出抛光轮下方。这样就将冲裁、抛光两道工序整合在同一模具上完成,从而节省了人力,

小孔无毛刺往复冲裁工艺及模具.docx
小孔无毛刺往复冲裁工艺及模具小孔无毛刺往复冲裁工艺及模具摘要:小孔无毛刺往复冲裁工艺及模具在金属制造和加工行业中具有广泛应用。本文通过对小孔无毛刺往复冲裁工艺的分析,总结了其优点和局限性,并详细探讨了相应的模具设计原则和制造要求,以期为相关领域的技术突破和工艺改进提供参考。关键词:小孔无毛刺;往复冲裁;工艺;模具1.引言小孔无毛刺往复冲裁工艺及模具是一种常用于金属片材加工的工艺。其优点包括高效率、低成本、较好的加工质量以及适用于各种材料和厚度的金属片。然而,由于冲裁过程中的冲击力和摩擦力,往往容易产生毛刺

无毛刺冲裁方法和冲裁系统.pdf
本发明涉及无毛刺冲裁方法和冲裁系统,其冲裁方法包括以下步骤:S1、在条料(1)上的预冲裁位置(3)的两侧冲压成形凹槽(4),使工件(2)的预成形部分与条料(1)分离;S2、对条料(1)的预冲裁位置(3)进行冲裁,使工件(2)与条料(1)分离,冲裁过程包括冲孔和/或落料工序;其冲裁系统包括在条料(1)上成形凹槽(4)的预成形装置和冲裁工件(2)的冲裁装置,所述凹槽(4)位于所述条料(1)上的工件(2)的预冲裁位置(3)的两侧。采用本发明无毛刺冲裁方法和冲裁系统制得的工件在与凸模运行方向垂直的大平面的周边轮廓

冲裁工艺及冲裁模具(1).pptx
第三章冲裁工艺及冲裁模具3.1冲裁变形过程分析普通冲裁工作(如图3-1)。普通冲裁板料分离过程1.弹性变形阶段凸模与板料接触并压下板料板料产生上翘下拱。但板料内部应力小于屈服极限。在板料与凸模、凹模接触处出现微痕为止。卸载后板料能恢复原状。2.塑性变形阶段板料内部应力达到并超过屈服极限此时凸模挤入材料。材料挤入凹模洞口。直到应力达到强度极限板料与凸、凹模接触处出现微裂为止。3.断裂分离阶段板料内部应力大于强度极限后第二阶段产生的微裂逐渐扩大上、下裂纹重合板料产生分离。