
小孔无毛刺往复冲裁工艺及模具.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

小孔无毛刺往复冲裁工艺及模具.docx
小孔无毛刺往复冲裁工艺及模具小孔无毛刺往复冲裁工艺及模具摘要:小孔无毛刺往复冲裁工艺及模具在金属制造和加工行业中具有广泛应用。本文通过对小孔无毛刺往复冲裁工艺的分析,总结了其优点和局限性,并详细探讨了相应的模具设计原则和制造要求,以期为相关领域的技术突破和工艺改进提供参考。关键词:小孔无毛刺;往复冲裁;工艺;模具1.引言小孔无毛刺往复冲裁工艺及模具是一种常用于金属片材加工的工艺。其优点包括高效率、低成本、较好的加工质量以及适用于各种材料和厚度的金属片。然而,由于冲裁过程中的冲击力和摩擦力,往往容易产生毛刺
无毛刺冲裁模具.pdf
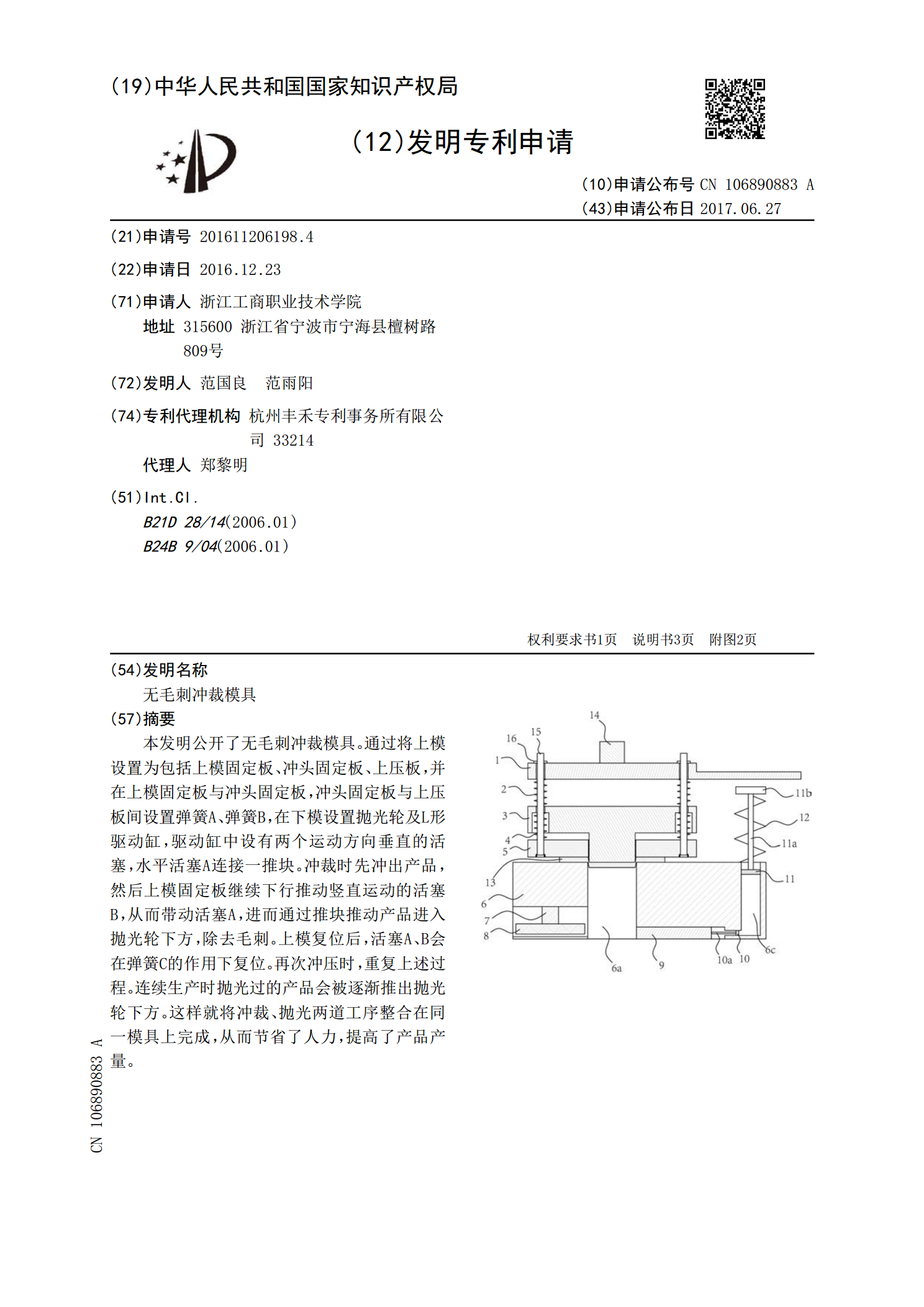
本发明公开了无毛刺冲裁模具。通过将上模设置为包括上模固定板、冲头固定板、上压板,并在上模固定板与冲头固定板,冲头固定板与上压板间设置弹簧A、弹簧B,在下模设置抛光轮及L形驱动缸,驱动缸中设有两个运动方向垂直的活塞,水平活塞A连接一推块。冲裁时先冲出产品,然后上模固定板继续下行推动竖直运动的活塞B,从而带动活塞A,进而通过推块推动产品进入抛光轮下方,除去毛刺。上模复位后,活塞A、B会在弹簧C的作用下复位。再次冲压时,重复上述过程。连续生产时抛光过的产品会被逐渐推出抛光轮下方。这样就将冲裁、抛光两道工序整合在
一种无毛刺冲裁模具.pdf
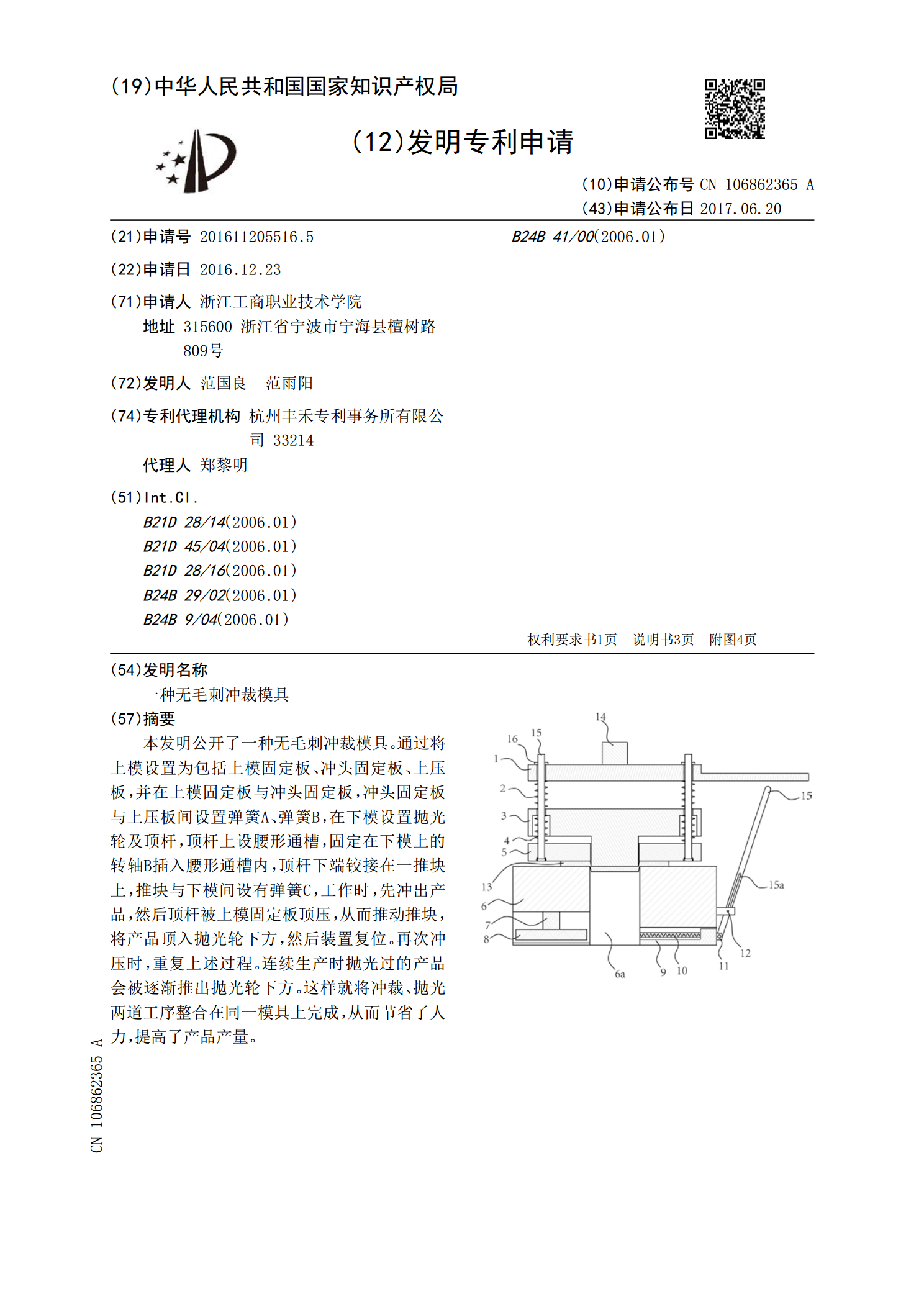
本发明公开了一种无毛刺冲裁模具。通过将上模设置为包括上模固定板、冲头固定板、上压板,并在上模固定板与冲头固定板,冲头固定板与上压板间设置弹簧A、弹簧B,在下模设置抛光轮及顶杆,顶杆上设腰形通槽,固定在下模上的转轴B插入腰形通槽内,顶杆下端铰接在一推块上,推块与下模间设有弹簧C,工作时,先冲出产品,然后顶杆被上模固定板顶压,从而推动推块,将产品顶入抛光轮下方,然后装置复位。再次冲压时,重复上述过程。连续生产时抛光过的产品会被逐渐推出抛光轮下方。这样就将冲裁、抛光两道工序整合在同一模具上完成,从而节省了人力,

小孔冲裁工艺.docx
小孔冲裁工艺小孔冲裁工艺是一种常用于金属加工领域的工艺方法,通过冲击钢模对金属板材进行冲裁,从而在金属板上形成所需的小孔。在工业生产中,小孔冲裁工艺广泛应用于汽车、电子、航空航天等领域,具有高效、精确、经济的优势。一、小孔冲裁工艺的原理和流程小孔冲裁工艺是通过冲击钢模对金属板进行力状冲击,将压力传递给金属材料,使其在局部区域发生弹性变形和塑性变形,最终形成所需的小孔。其工艺流程如下:1.设计冲孔模具:根据产品要求,设计并制造合适的冲孔模具,包括模具座、钢模和脱模装置等。2.准备工作:选择合适的金属材料,确

厚板小孔冲裁工艺.docx
厚板小孔冲裁工艺标题:厚板小孔冲裁工艺研究摘要:厚板小孔冲裁工艺是一种在厚板材料上制造小孔的常用方法。本文通过综合分析冲裁工艺的原理、方法和优化策略,探讨了厚板小孔冲裁工艺的研究现状和存在的问题,并提出了一种改进的工艺方案。研究表明,通过合理的工艺参数选择和优化工艺流程,可以有效提高冲裁精度和加工效率,为实际生产提供了重要的参考价值。1.引言随着工业技术的不断发展,厚板材料在机械、建筑和航空航天等领域中得到广泛应用。为了满足产品设计和制造的需求,常常需要在厚板上制造小孔。厚板小孔冲裁工艺是制造小孔的一种常