
一种花键齿轮长轴的加工工艺.pdf

小宏****aa

1/8
2/8

3/8
4/8

5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种花键齿轮长轴的加工工艺.pdf
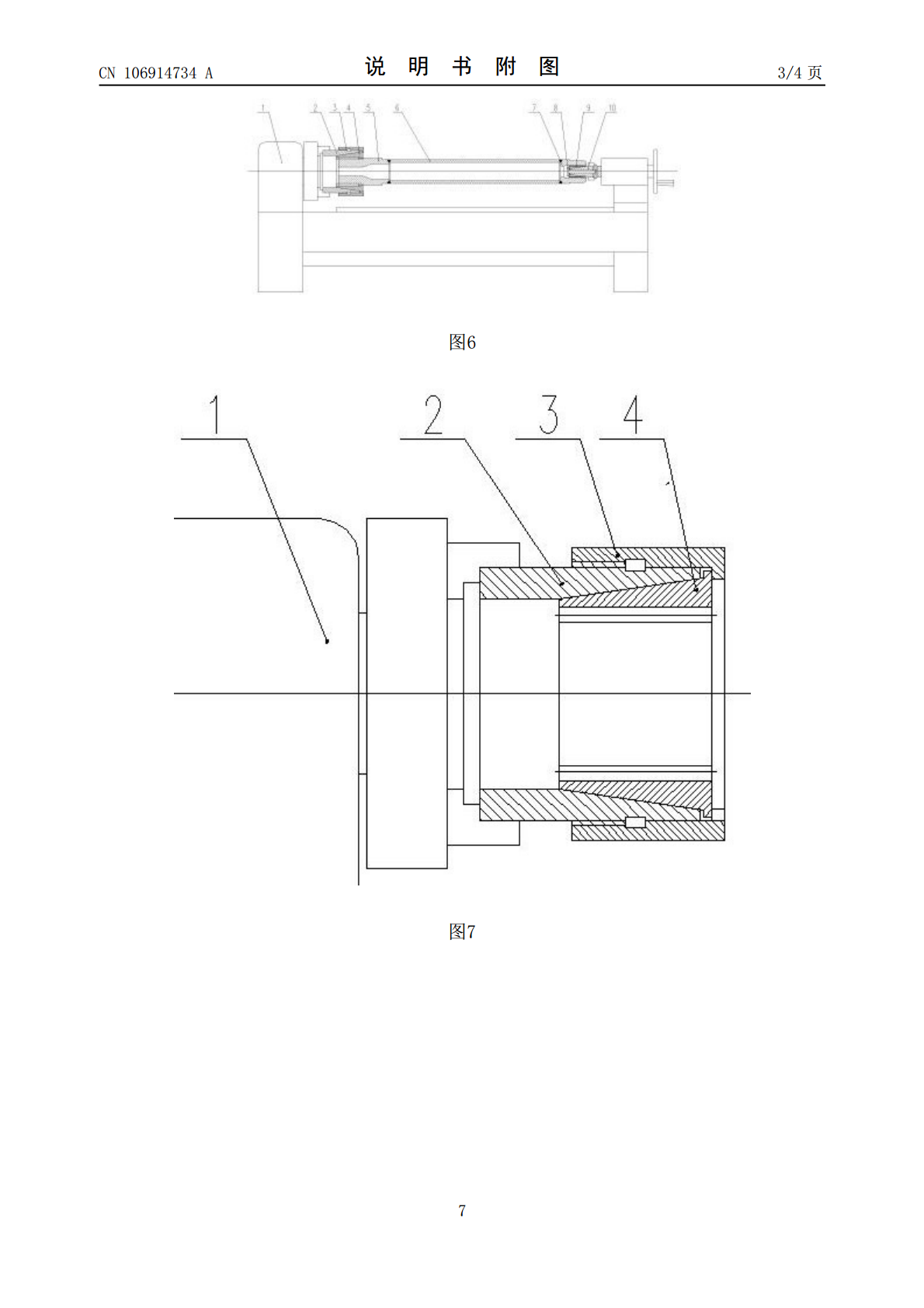
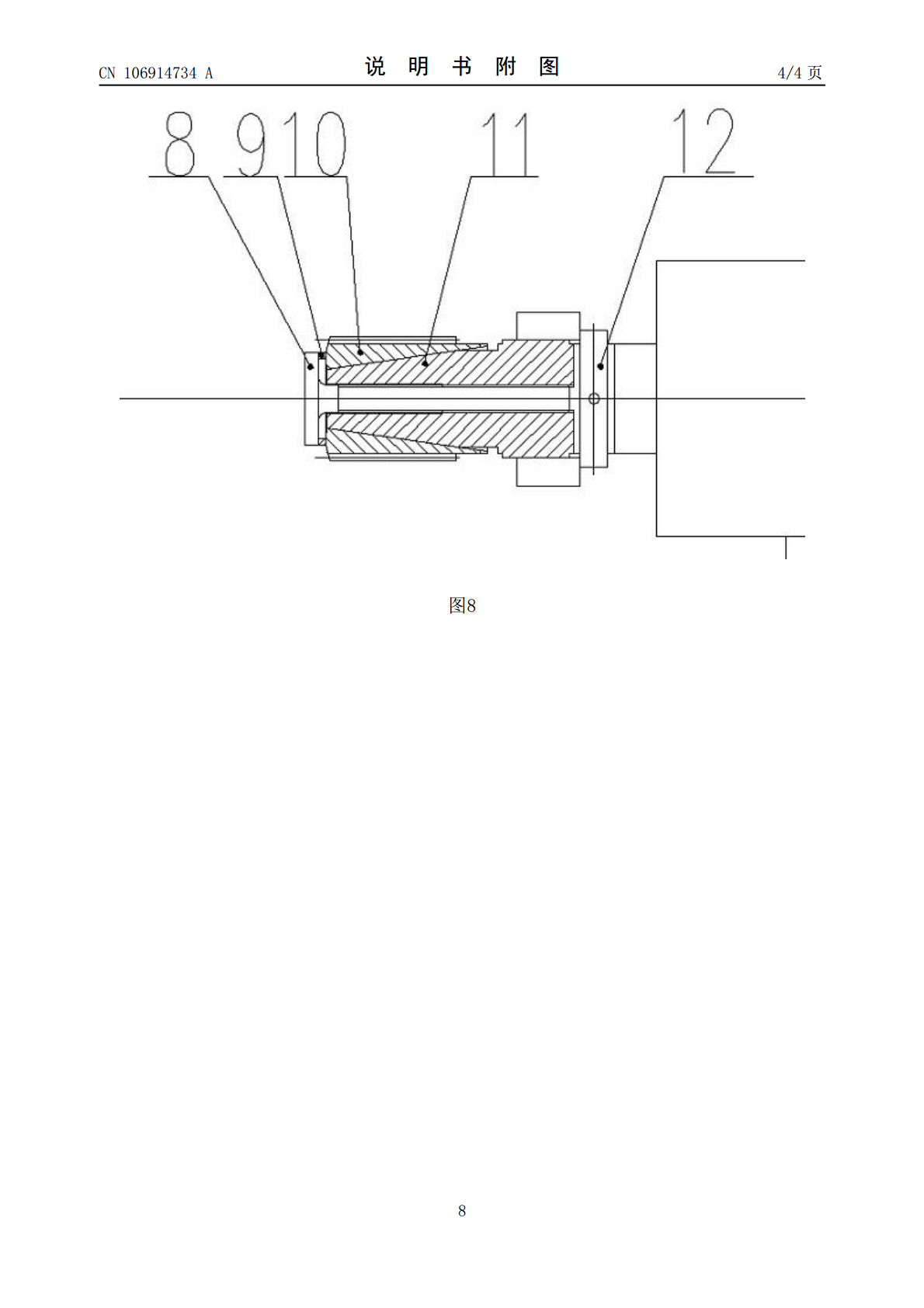
本发明公开了一种花键齿轮长轴的加工工艺本发明解决了长度大于2米的轴,一端为齿轮,一端为花键的加工工艺问题,将长轴分为3段,每段单独加工,连接处设计焊接止口,通过止口进行装配,夹持在刚度较高的特制焊接工装上进行焊接,并在焊接部位配置可控保温退火装置,消除焊接应力后,再从焊接工装上取下,保证了长轴两端的齿轮和花键的同轴度等精度。本发明方法能有效保证焊接后长轴的同轴度要求,可操作性强,具有很强的实用性与经济性。

一种长轴型半轴齿轮的锻造加工工艺.pdf
本发明涉及机械制造业的精密锻造技术领域,目的是提供一种长轴型半轴齿轮的锻造加工工艺,该工艺有效提高材料利用率,增加经济效益,提高锻造加工质量。一种长轴型半轴齿轮的锻造加工工艺,包括以下步骤:(1)预热;(2)加热;(3)预锻:采用的模具为组合模具;所述组合下模包括凹模,凹模型腔的拔模斜度为2~3度;所述组合上模包括齿形模;所述凹模上设置一个或多个定位凹部;(4)去除氧化皮;(5)终锻:与预锻工序使用同一模具。所用模具的凹模型腔拔模斜度为2~3度,减少用料,提高材料利用率,增加经济效益。在凹模上设置定位凹部

一种内齿轮花键的加工工艺.pdf
本发明涉及一种内齿轮花键的加工工艺,其加工步骤为:首先在油压机上采用压刀进行内齿粗加工,再在拉床上用整体拉刀进行精拉成形内齿轮花键。采用油压机通过压刀进行粗加工,再利用拉床通过拉刀进行精拉成形,有利于提高产品质量、生产效率和刀具使用寿命,解决了国内因刀具材料问题导致成形刀具使用寿命的问题,降低生产成本。

齿轮花键轴渗碳淬火工艺.pdf
一种齿轮花键轴渗碳淬火工艺,其特征是经过表面处理、加套防护套、淬火、回火工艺步骤。可确保渗碳层深度、硬度及心部各项技术要求,加工工件变形量小、合格率高。操作方便,生产效率高,适用范围广。

花键轴加工工艺设计.doc
机械加工工艺课程论文题目:花键轴加工工艺设计班级:机制1303姓名:陈富龙学号:1304061100第1节零件的工艺分析1。1花键轴介绍花键轴用于各个轴用于轴与轴承配合、螺纹主要用于紧固和传动连接、键与花键用于轴和轴上传动件之间的可拆卸连接,用于传递扭矩,有时也作用轴上传动件的导向.矩形花键轴能够多齿工作,对中性好,导向性好,齿根较浅,应力集中,轴与毂强度削弱小加工方便,在机械制造中应用非常广泛。其中,该矩形花键轴按国家标准,为花键的中系列,经过查表(教材《互换性与测量技术》表10-7)可得其规格为N*d