
一种传动轴端面齿钻四孔工装.pdf

是你****枝呀

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种传动轴端面齿钻四孔工装.pdf
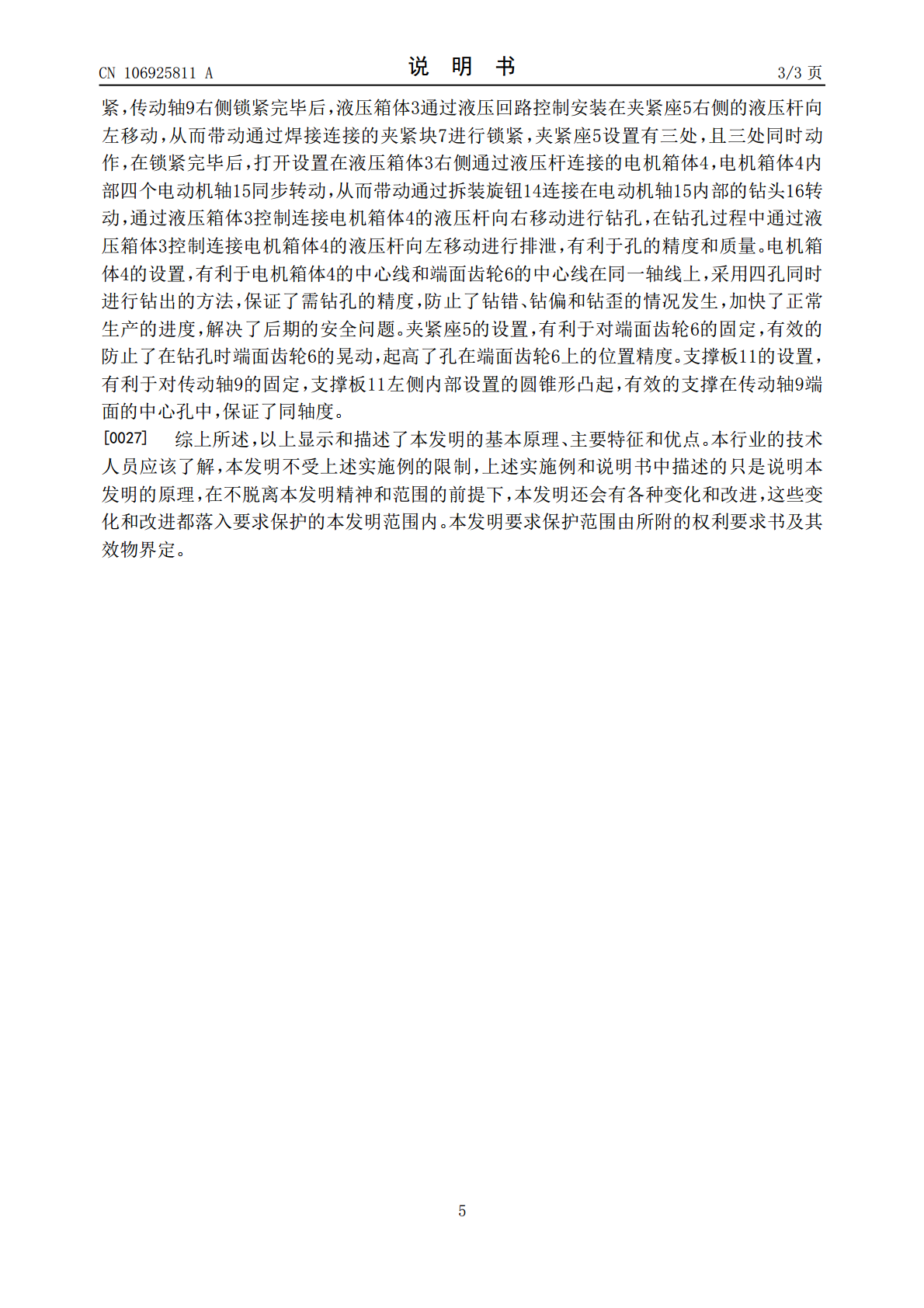
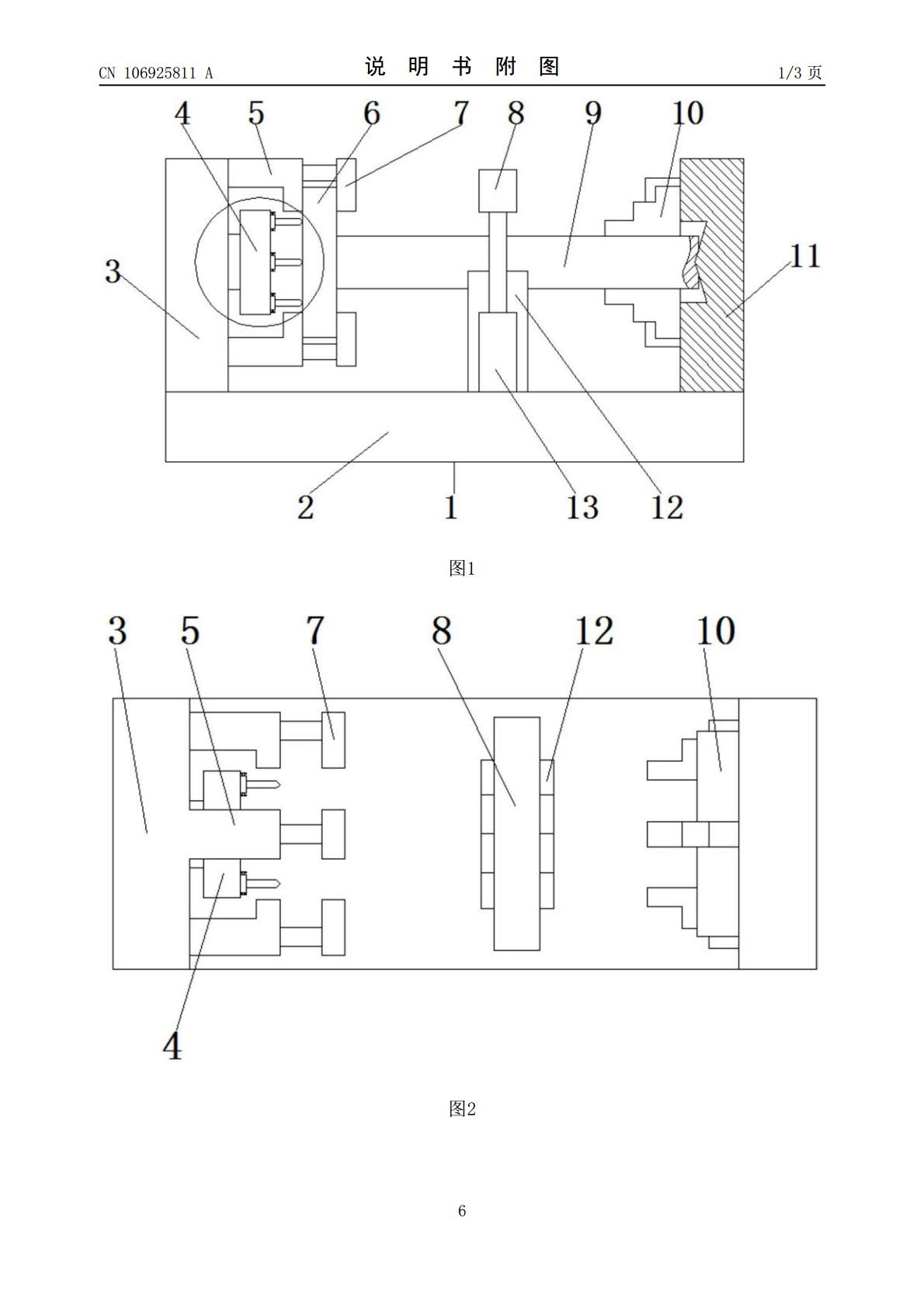
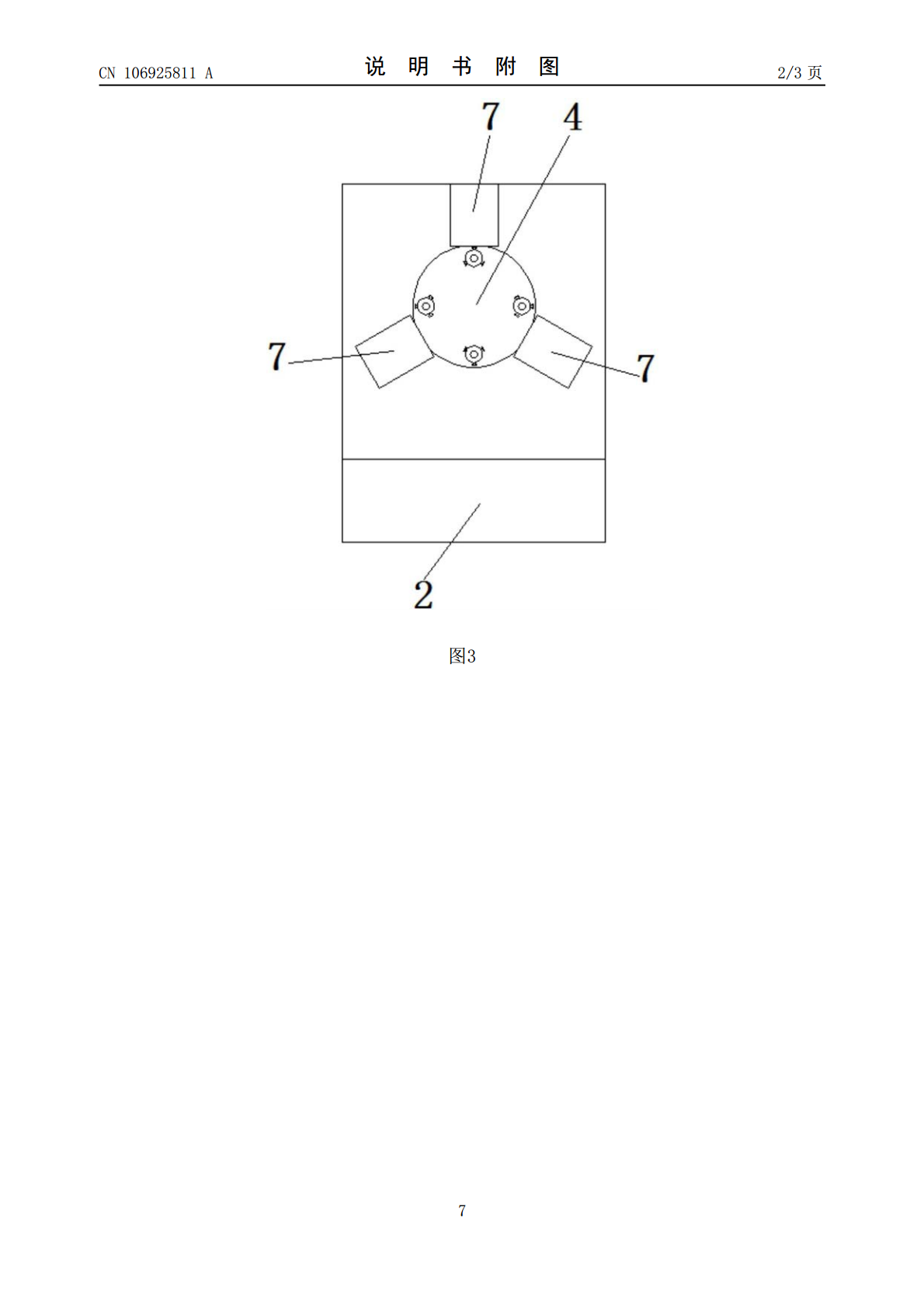
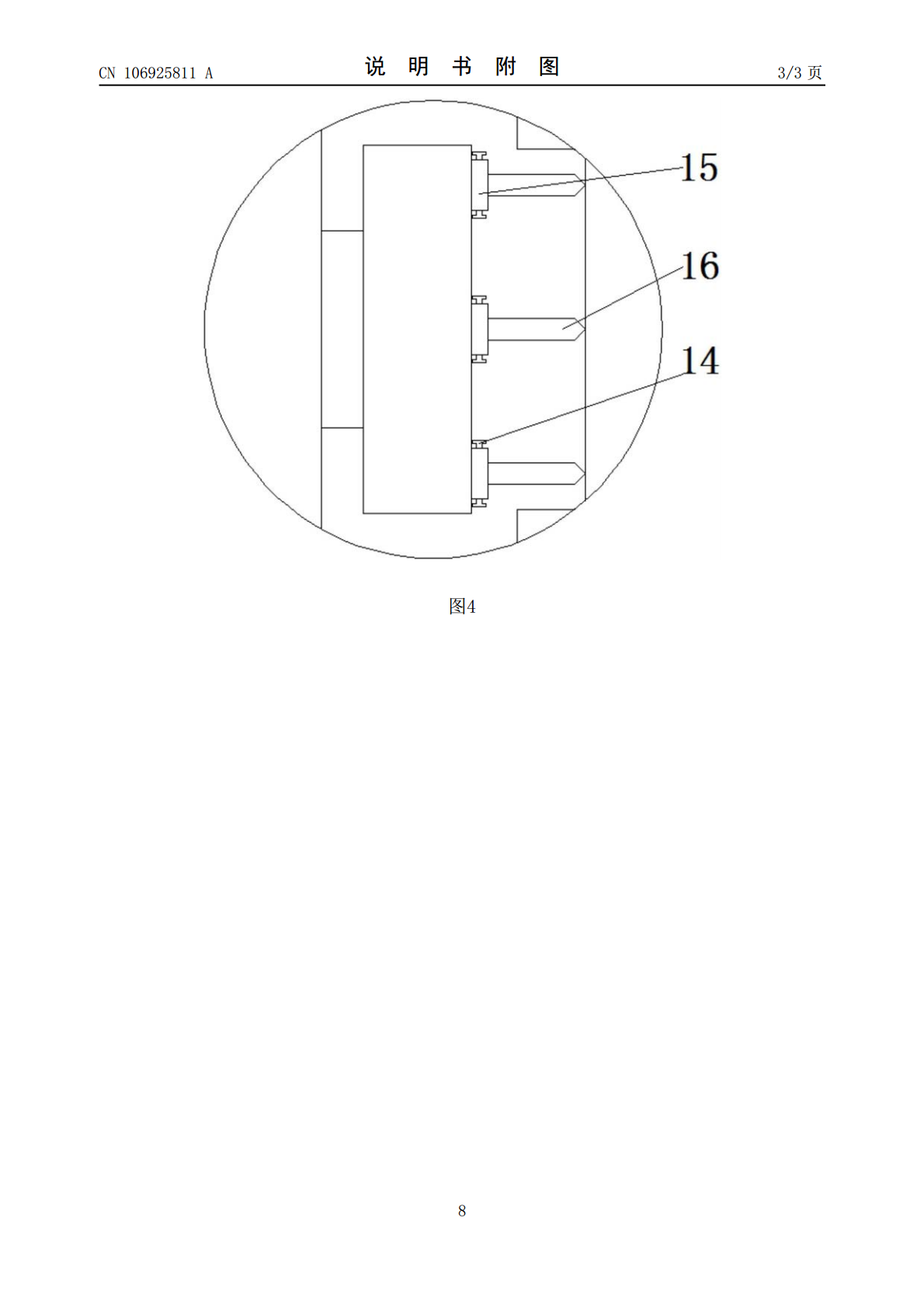
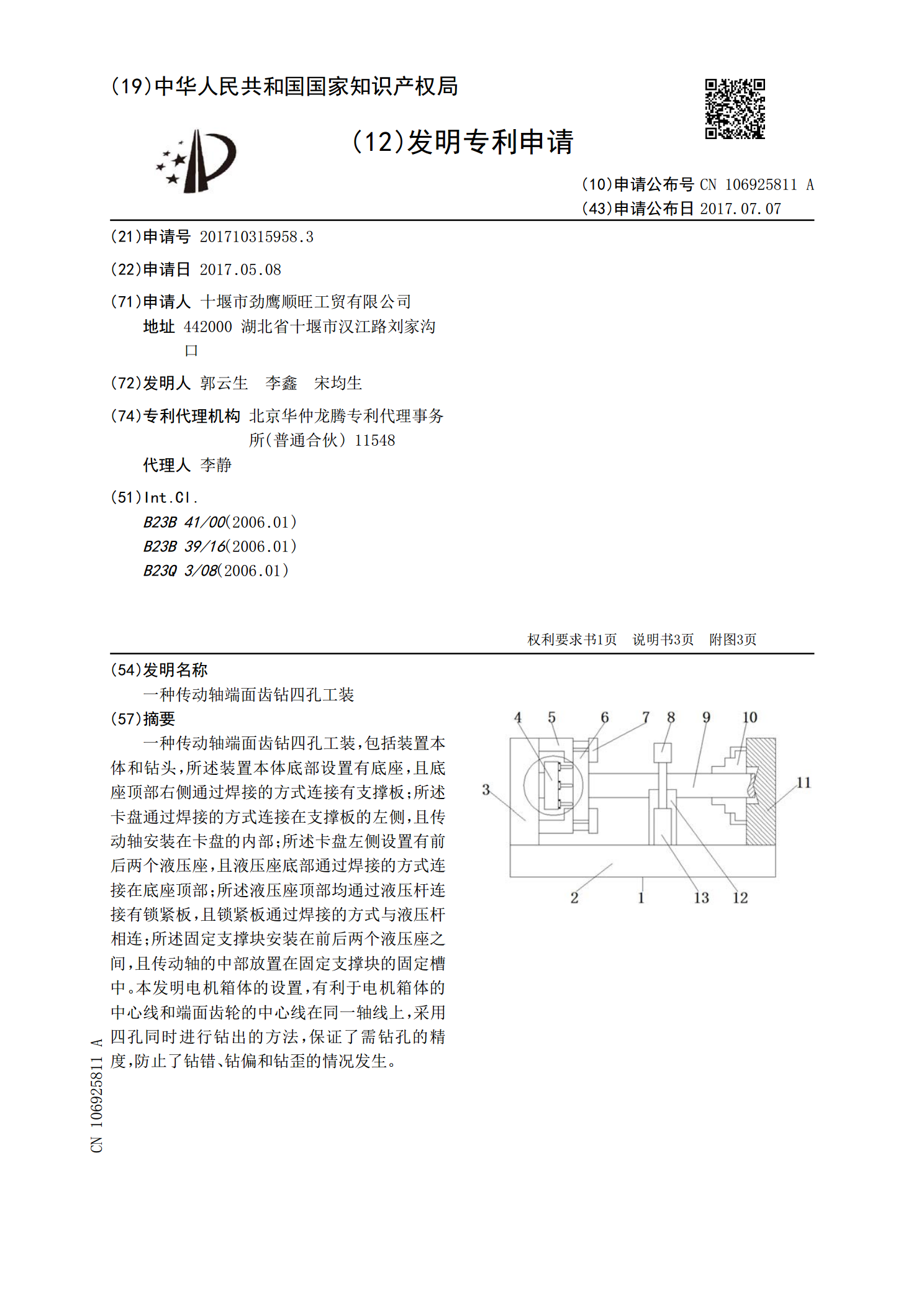
一种传动轴端面齿钻四孔工装,包括装置本体和钻头,所述装置本体底部设置有底座,且底座顶部右侧通过焊接的方式连接有支撑板;所述卡盘通过焊接的方式连接在支撑板的左侧,且传动轴安装在卡盘的内部;所述卡盘左侧设置有前后两个液压座,且液压座底部通过焊接的方式连接在底座顶部;所述液压座顶部均通过液压杆连接有锁紧板,且锁紧板通过焊接的方式与液压杆相连;所述固定支撑块安装在前后两个液压座之间,且传动轴的中部放置在固定支撑块的固定槽中。本发明电机箱体的设置,有利于电机箱体的中心线和端面齿轮的中心线在同一轴线上,采用四孔同时进

联轴节端面齿切齿用工装、齿厚量具及加工方法.pdf
本发明公开了一种联轴节端面齿切齿用工装、齿厚量具及加工方法,工装包括圆筒、底板和吊装螺杆,圆筒的内孔具有圆锥面,吊装螺杆能够插入圆筒的内孔,压柱能与底板相抵。量具包括柱体,柱体的一端具有端面齿,柱体的另一端为平面。方法包括以下步骤:将待加工联轴节的轴身插入联轴节端面齿切齿用工装的内孔中,用百分表在机床上找正待测联轴节的外露圆锥面;用成形铣刀或砂轮进行切齿加工;加工过程中,用端面齿齿厚量具测量并换算加工余量;加工结束后,用吊装螺杆将联轴节顶起,吊走联轴节。本发明既能保证端面齿分度精度,又能使端面齿中心与联轴
一种重型汽车传动轴端面齿连接盘的加工工艺.pdf
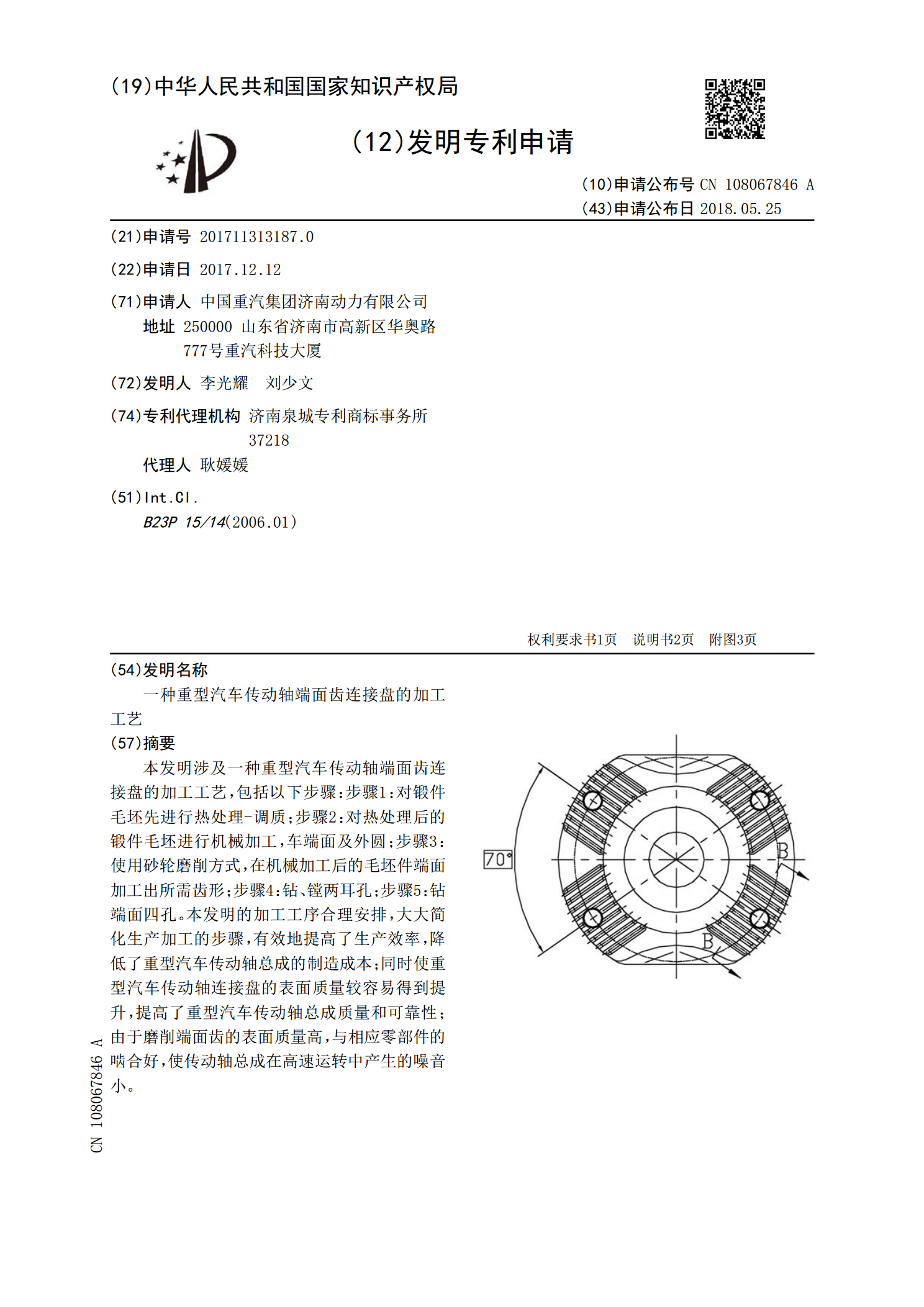
本发明涉及一种重型汽车传动轴端面齿连接盘的加工工艺,包括以下步骤:步骤1:对锻件毛坯先进行热处理‑调质;步骤2:对热处理后的锻件毛坯进行机械加工,车端面及外圆;步骤3:使用砂轮磨削方式,在机械加工后的毛坯件端面加工出所需齿形;步骤4:钻、镗两耳孔;步骤5:钻端面四孔。本发明的加工工序合理安排,大大简化生产加工的步骤,有效地提高了生产效率,降低了重型汽车传动轴总成的制造成本;同时使重型汽车传动轴连接盘的表面质量较容易得到提升,提高了重型汽车传动轴总成质量和可靠性;由于磨削端面齿的表面质量高,与相应零部件的啮
一种用于加工自动变速器传动轴的磨齿工装.pdf
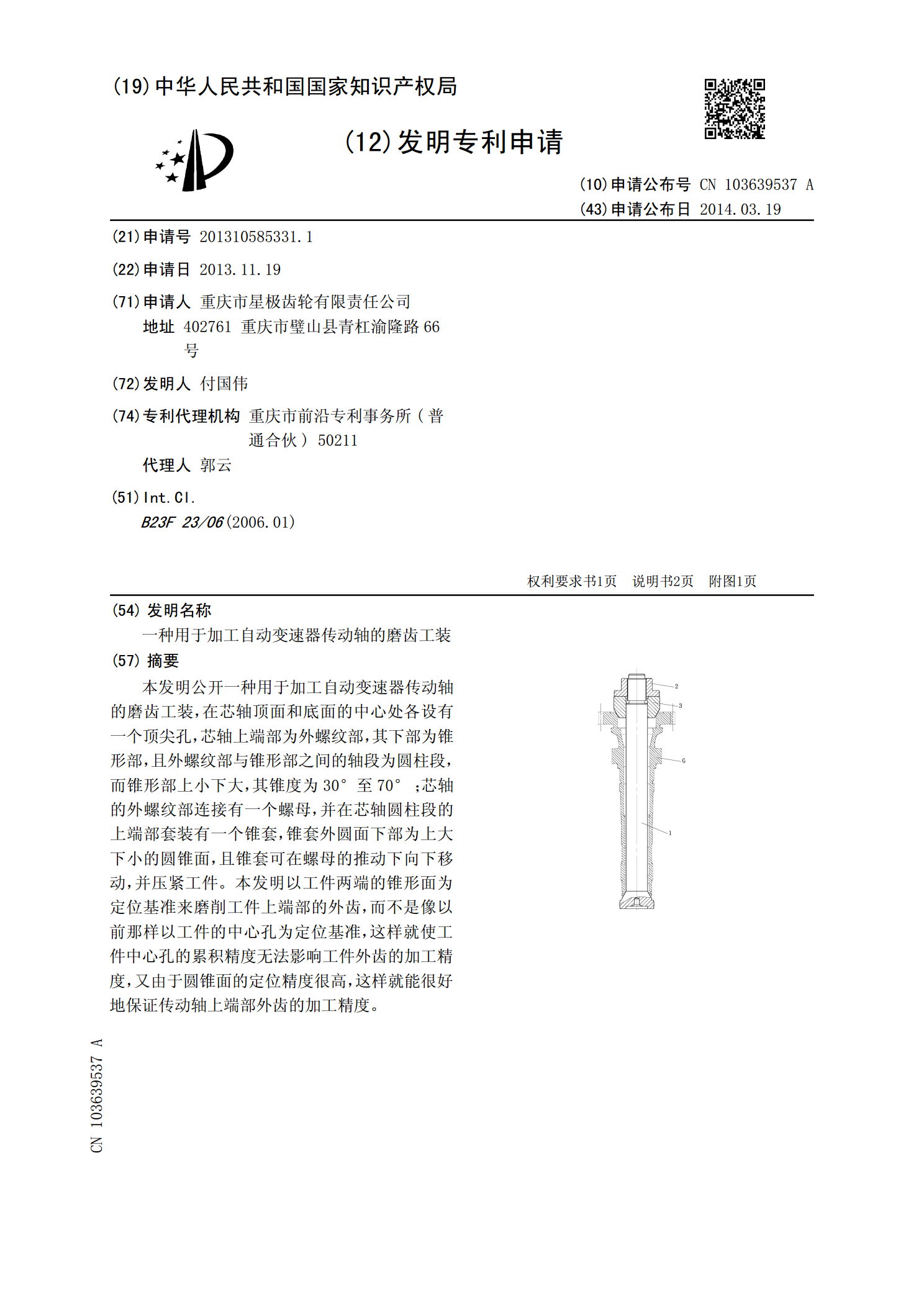
本发明公开一种用于加工自动变速器传动轴的磨齿工装,在芯轴顶面和底面的中心处各设有一个顶尖孔,芯轴上端部为外螺纹部,其下部为锥形部,且外螺纹部与锥形部之间的轴段为圆柱段,而锥形部上小下大,其锥度为30°至70°;芯轴的外螺纹部连接有一个螺母,并在芯轴圆柱段的上端部套装有一个锥套,锥套外圆面下部为上大下小的圆锥面,且锥套可在螺母的推动下向下移动,并压紧工件。本发明以工件两端的锥形面为定位基准来磨削工件上端部的外齿,而不是像以前那样以工件的中心孔为定位基准,这样就使工件中心孔的累积精度无法影响工件外齿的加工精度

一种用于加工自动变速器传动轴的滚齿工装.pdf
本发明公开一种用于加工自动变速器传动轴的滚齿工装,连接座底部与底座顶部固定;连接座的上端部从上往下依次为圆锥段和圆柱段,其中圆柱段套装有一个定位座;长拉杆从上往下依次为上螺纹段、大径段、小径段和下螺纹段,长拉杆上螺纹段套装有盖板和胀套;胀套中心孔由上部的圆柱孔段和下部的锥形孔段构成,锥形孔段与连接座的圆锥段相接触;长拉杆的小径段穿设在连接座中心孔内,下螺纹段与短拉杆的上部同轴连接。本发明以工件中心孔的下端部为定位基准来加工工件下端部的外齿,而不是像以前那样以工件的整个中心孔为定位基准,这样就使工件中心孔的