
一种重型汽车传动轴端面齿连接盘的加工工艺.pdf

雨星****萌娃

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种重型汽车传动轴端面齿连接盘的加工工艺.pdf
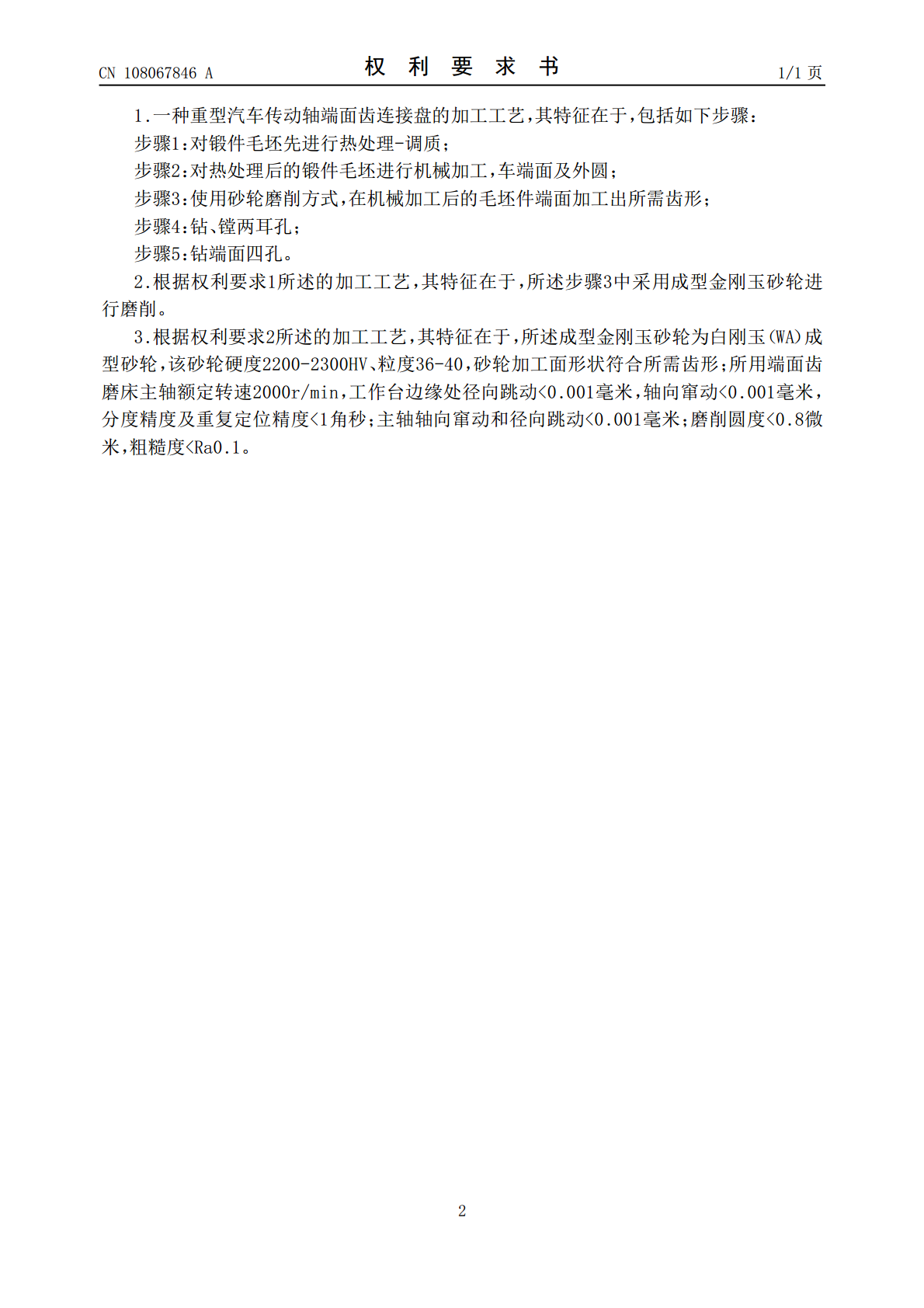
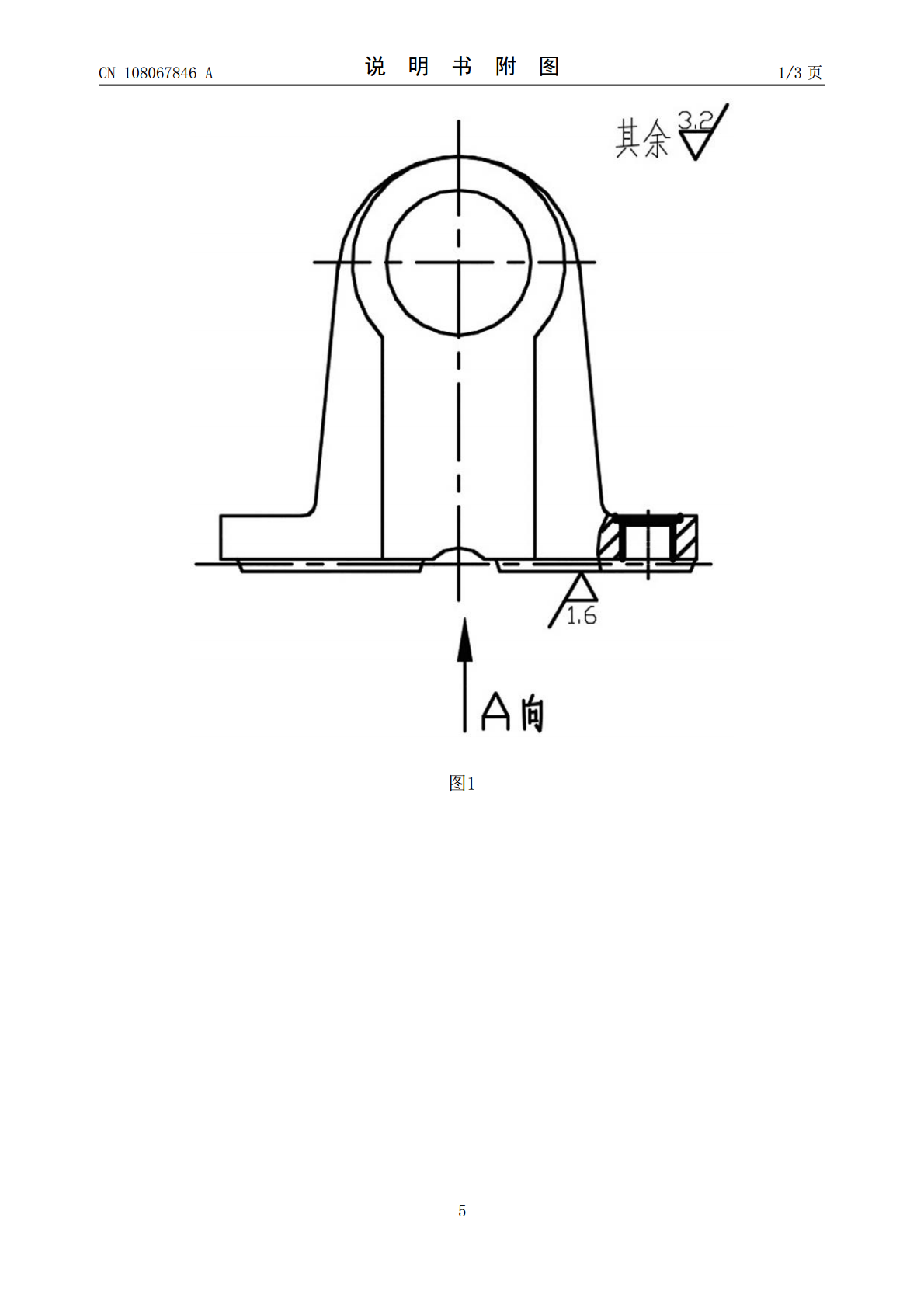
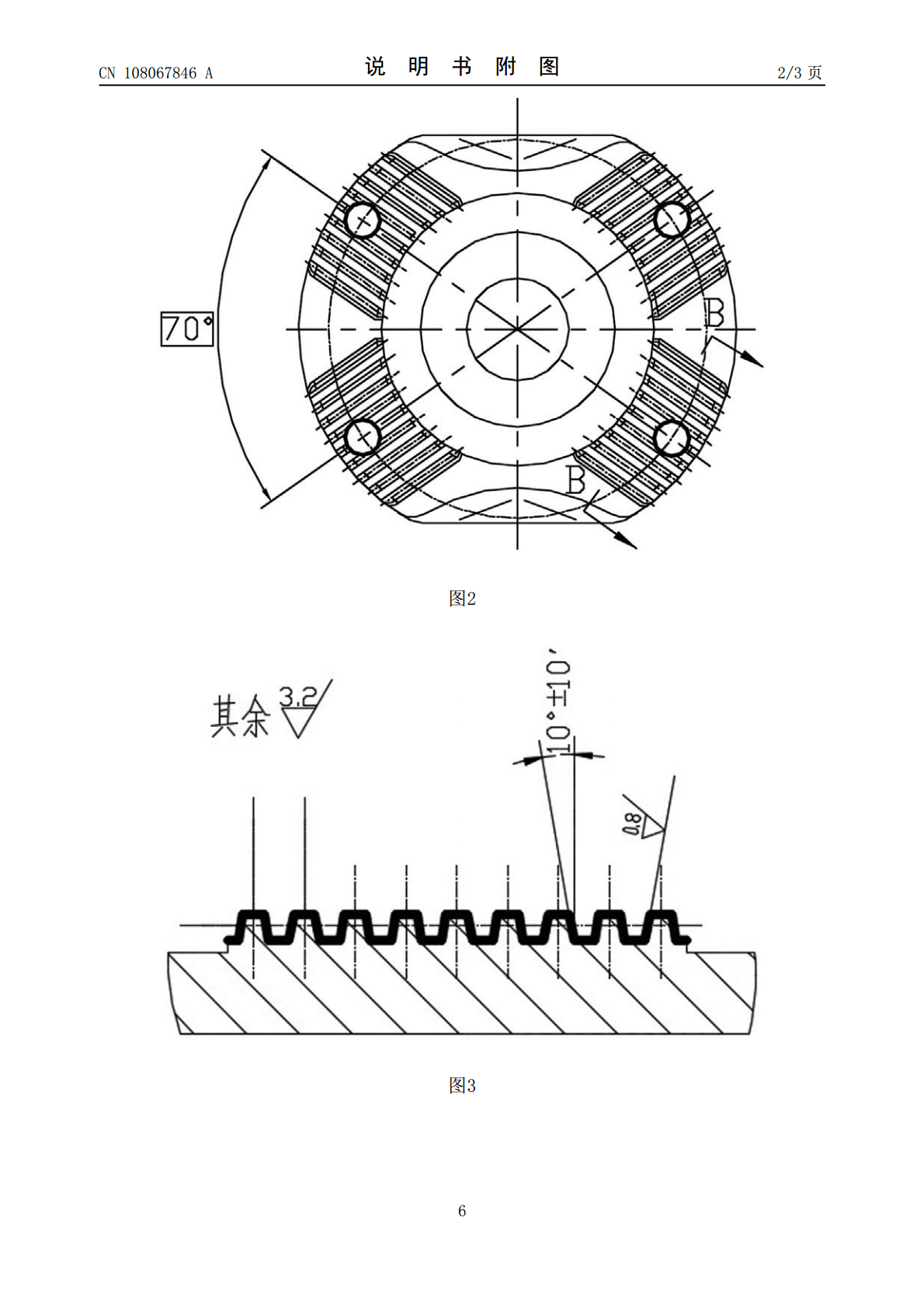
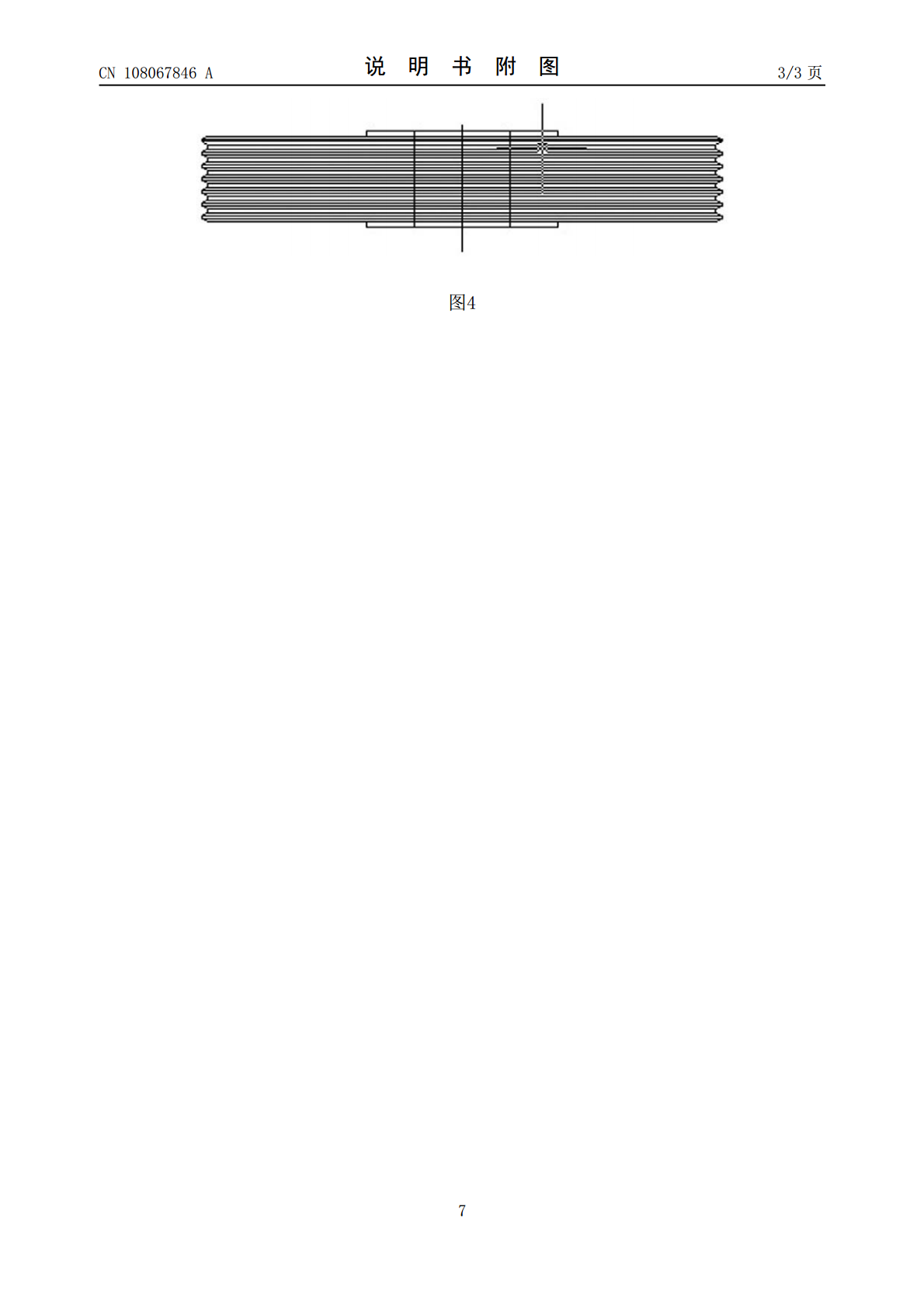
本发明涉及一种重型汽车传动轴端面齿连接盘的加工工艺,包括以下步骤:步骤1:对锻件毛坯先进行热处理‑调质;步骤2:对热处理后的锻件毛坯进行机械加工,车端面及外圆;步骤3:使用砂轮磨削方式,在机械加工后的毛坯件端面加工出所需齿形;步骤4:钻、镗两耳孔;步骤5:钻端面四孔。本发明的加工工序合理安排,大大简化生产加工的步骤,有效地提高了生产效率,降低了重型汽车传动轴总成的制造成本;同时使重型汽车传动轴连接盘的表面质量较容易得到提升,提高了重型汽车传动轴总成质量和可靠性;由于磨削端面齿的表面质量高,与相应零部件的啮

端面齿的加工工艺.pdf
本发明提供了一种端面齿的加工工艺,属于机械加工技术领域。它解决了现有技术存在着效率低的问题。本端面齿的加工工艺包括以下步骤:A、下料、锻造:按照设定尺寸选择对应的原料进行下料,下料后的原料经热锻处理后,得到具有若干啮合部和与啮合部一一对应连接孔的毛坯;B、热处理:将毛坯经等温退火和抛丸处理后,去除其表面氧化皮等杂物,得到金属组织晶粒细化均匀和表面清洁和易脱模的半成品;C、冷挤压:将半成品放入对应模具内采用冷碾挤压设备对啮合部冷碾挤压整形,处理后得到成品。本端面齿的加工工艺效率高。
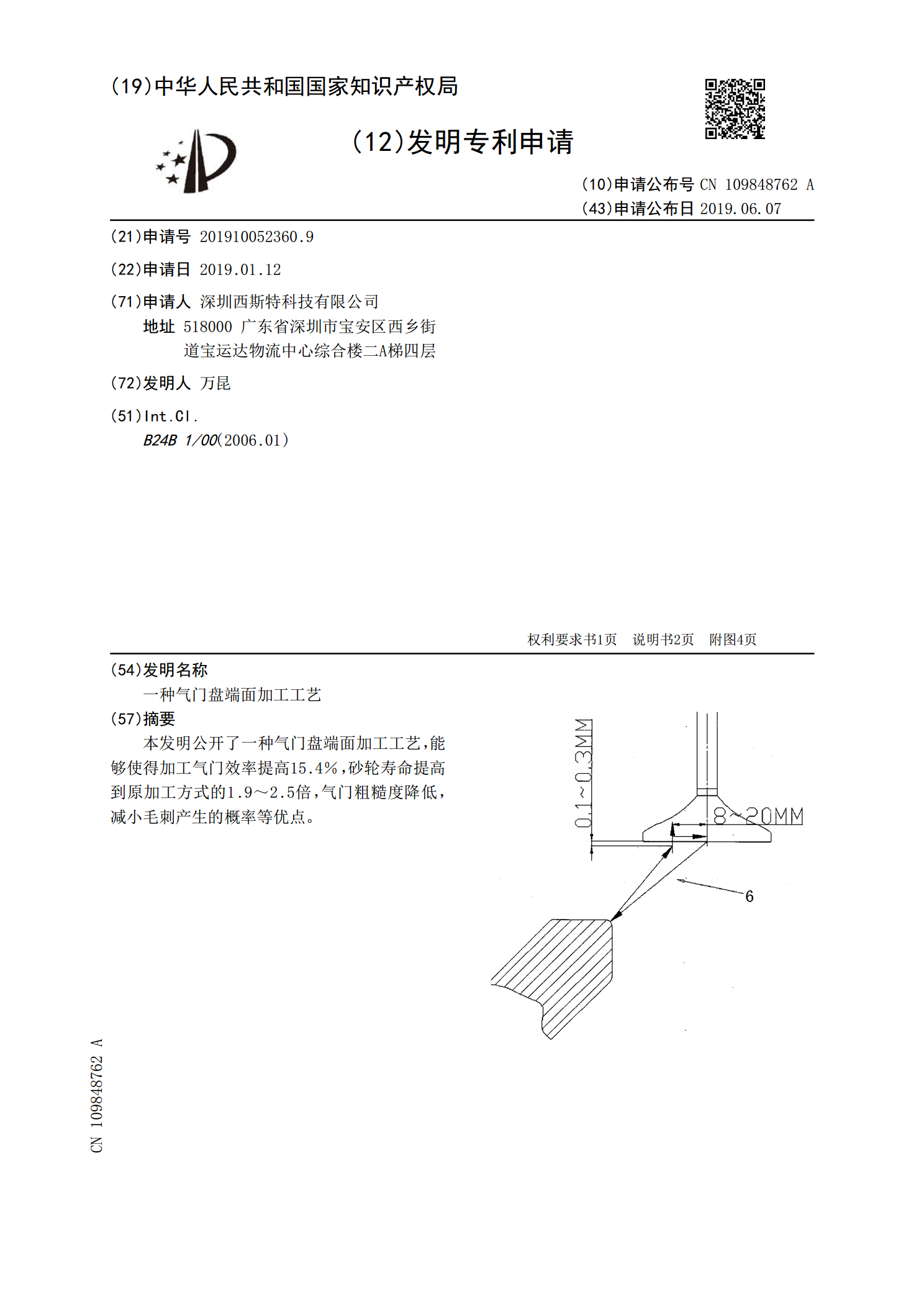
一种气门盘端面加工工艺.pdf
本发明公开了一种气门盘端面加工工艺,能够使得加工气门效率提高15.4%,砂轮寿命提高到原加工方式的1.9~2.5倍,气门粗糙度降低,减小毛刺产生的概率等优点。
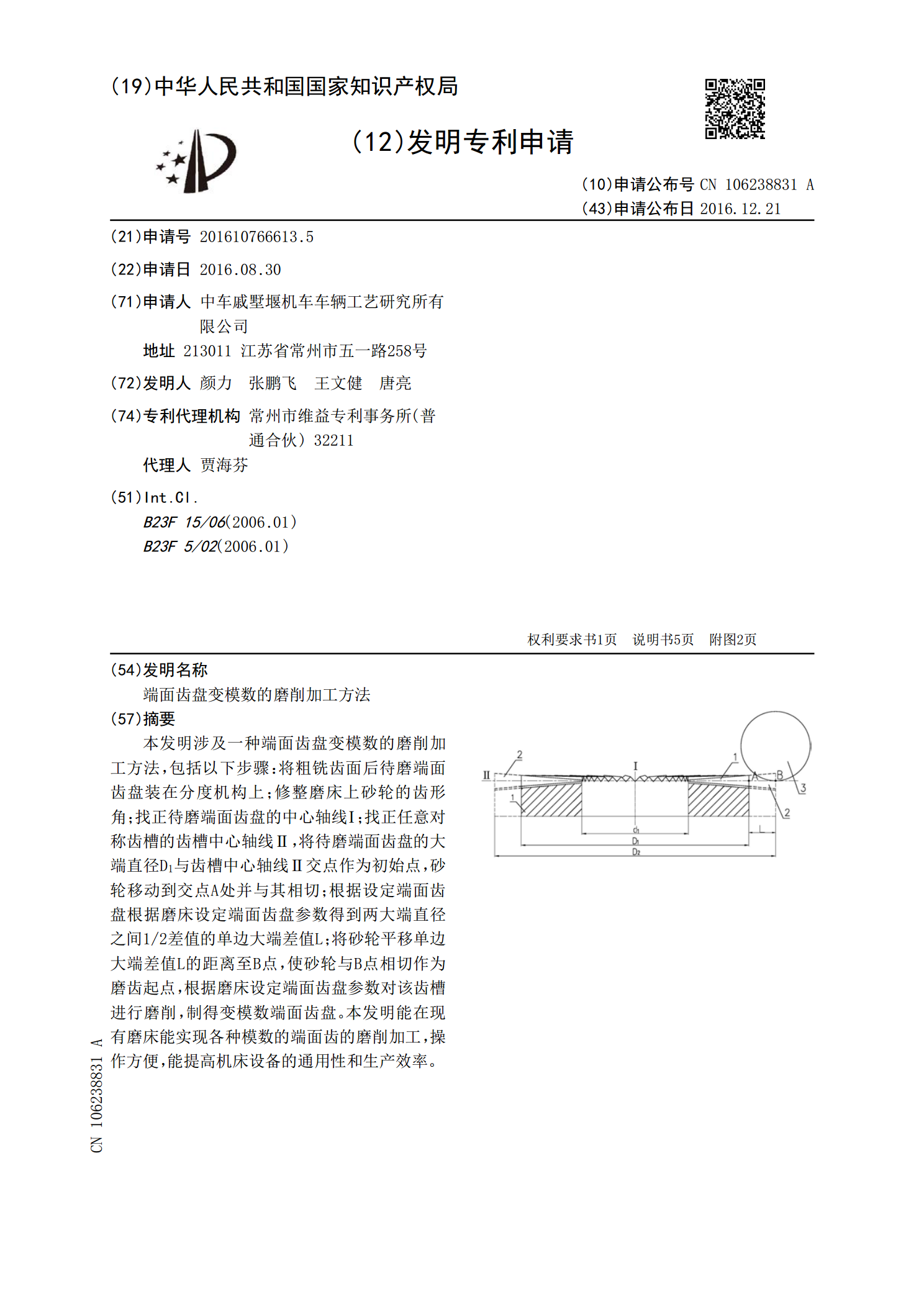
端面齿盘变模数的磨削加工方法.pdf
本发明涉及一种端面齿盘变模数的磨削加工方法,包括以下步骤:将粗铣齿面后待磨端面齿盘装在分度机构上;修整磨床上砂轮的齿形角;找正待磨端面齿盘的中心轴线Ⅰ;找正任意对称齿槽的齿槽中心轴线Ⅱ,将待磨端面齿盘的大端直径D
连接盘的加工工艺设计.pdf
目录一、设计思路..............................................................................................................1二、设计过程与说明..................................................................................................22.1设计过程.....................