
一种油嘴偶件端面磨削工装及其磨削工艺.pdf

一吃****永贺

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种油嘴偶件端面磨削工装及其磨削工艺.pdf
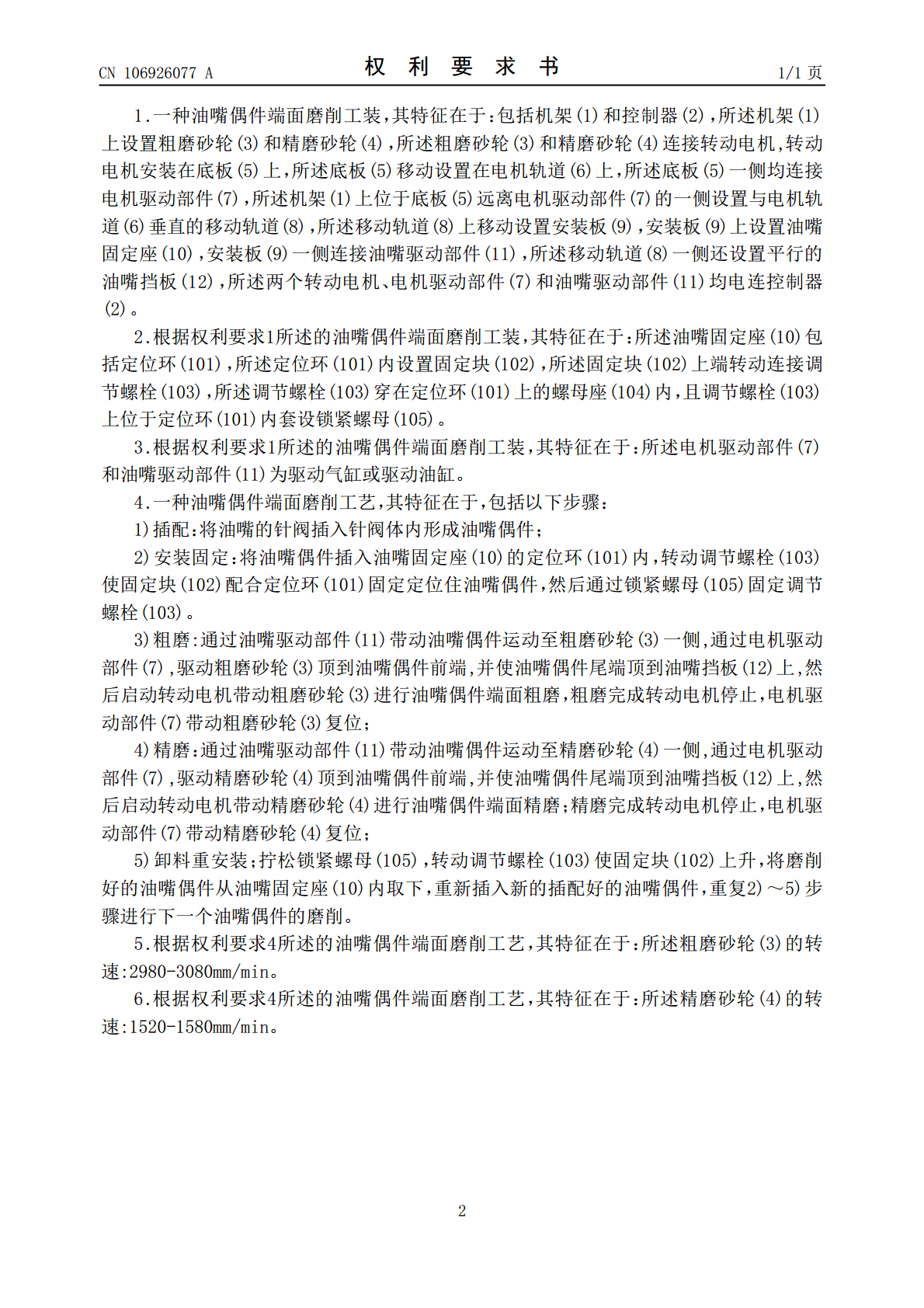
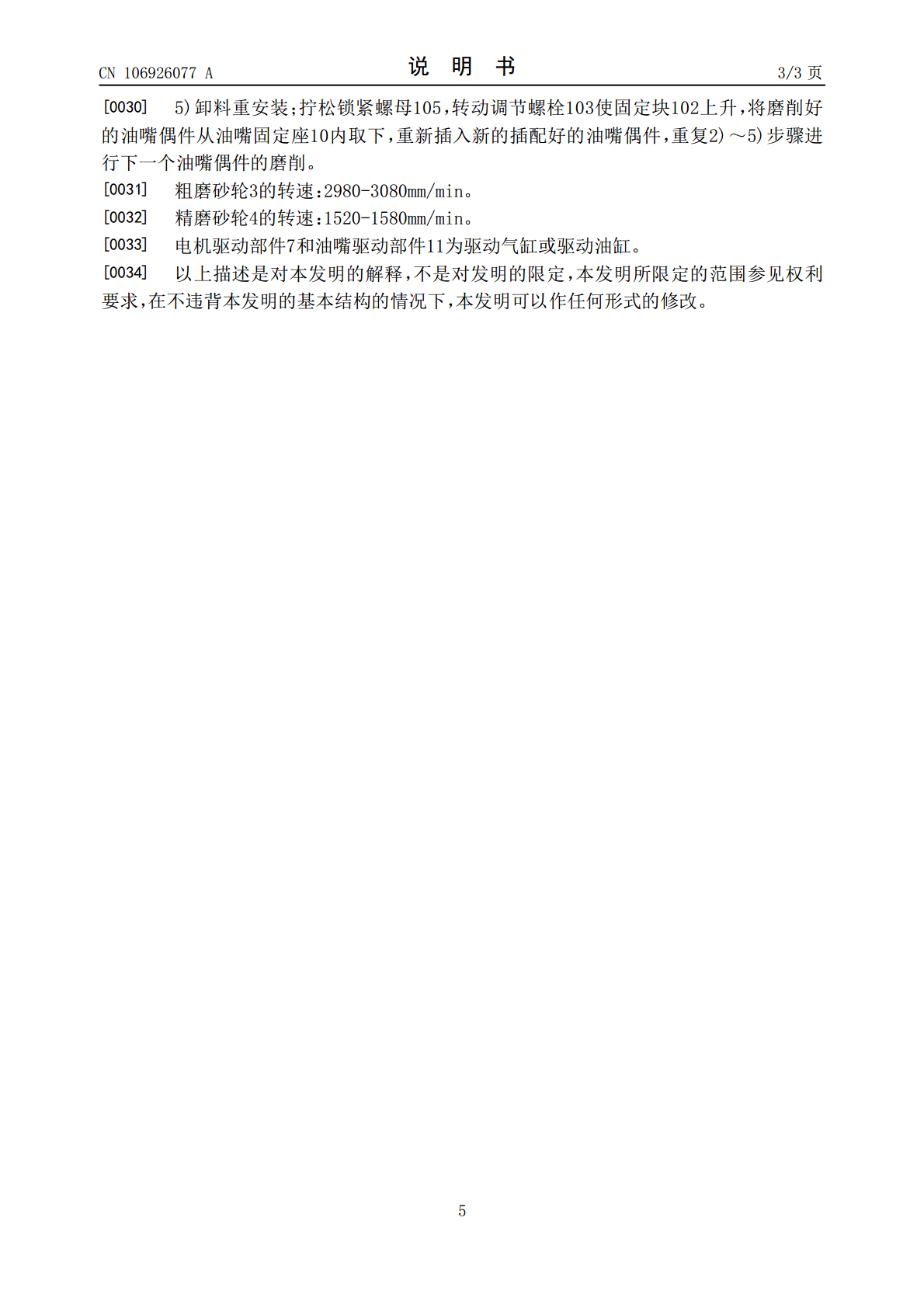
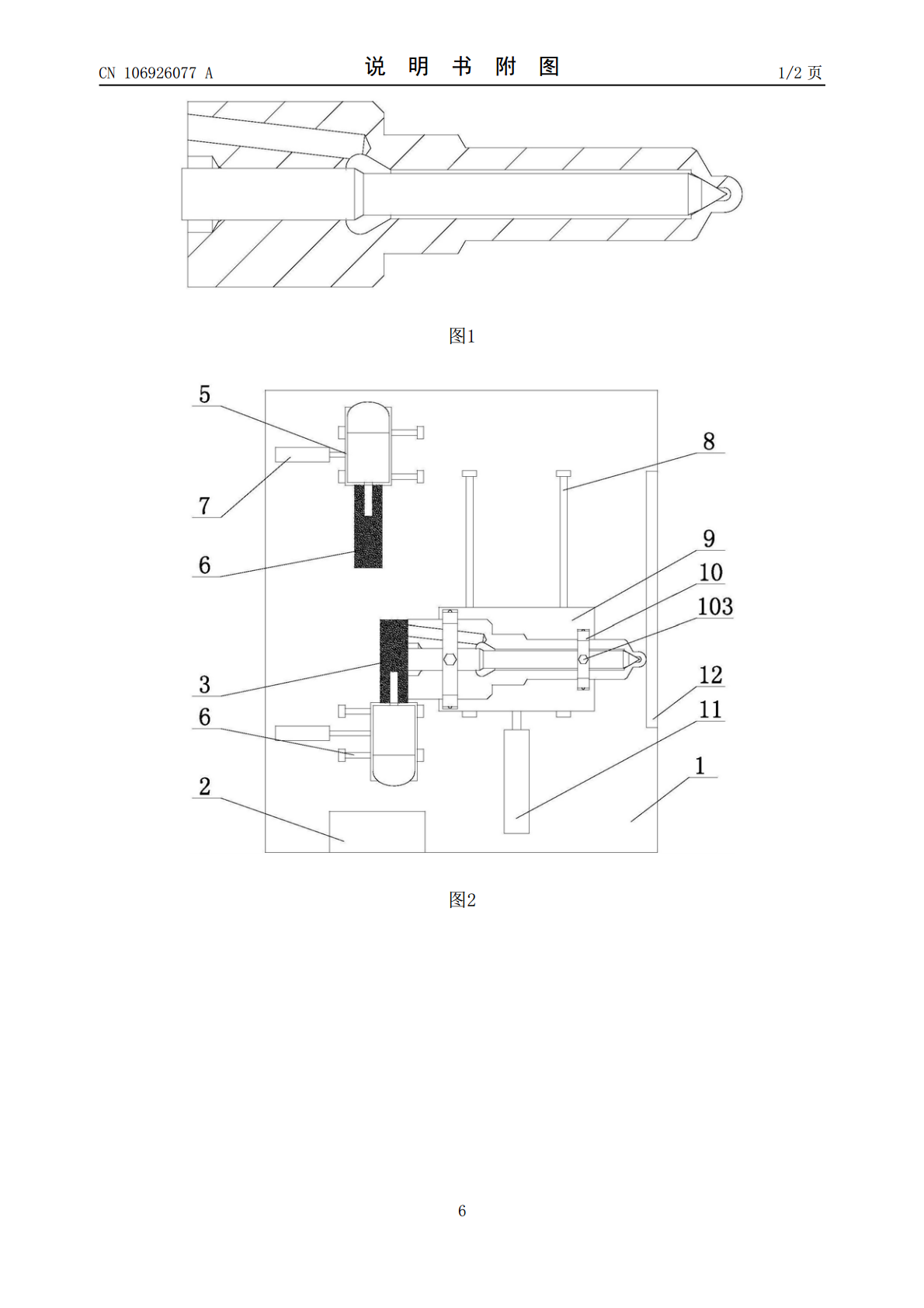
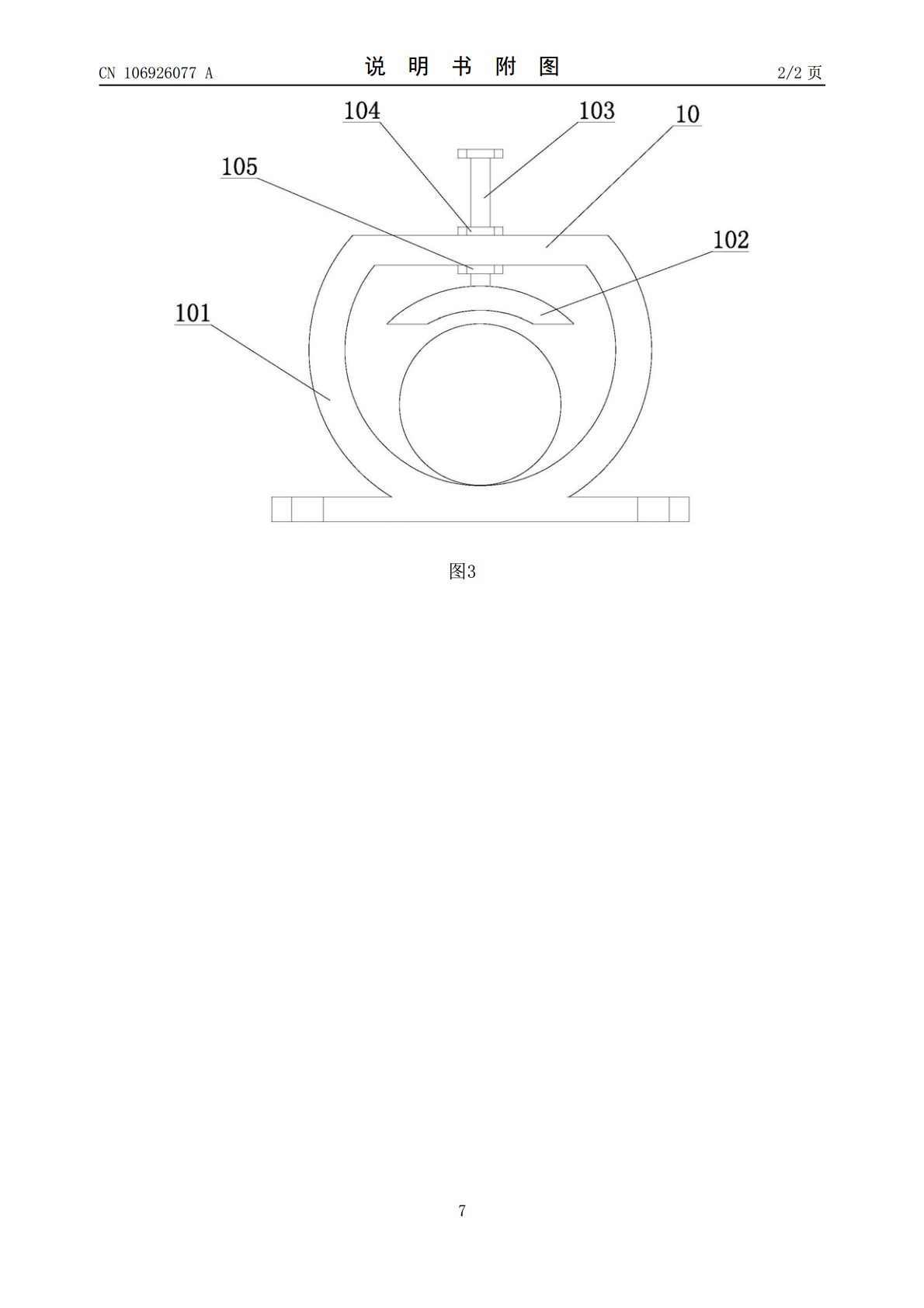
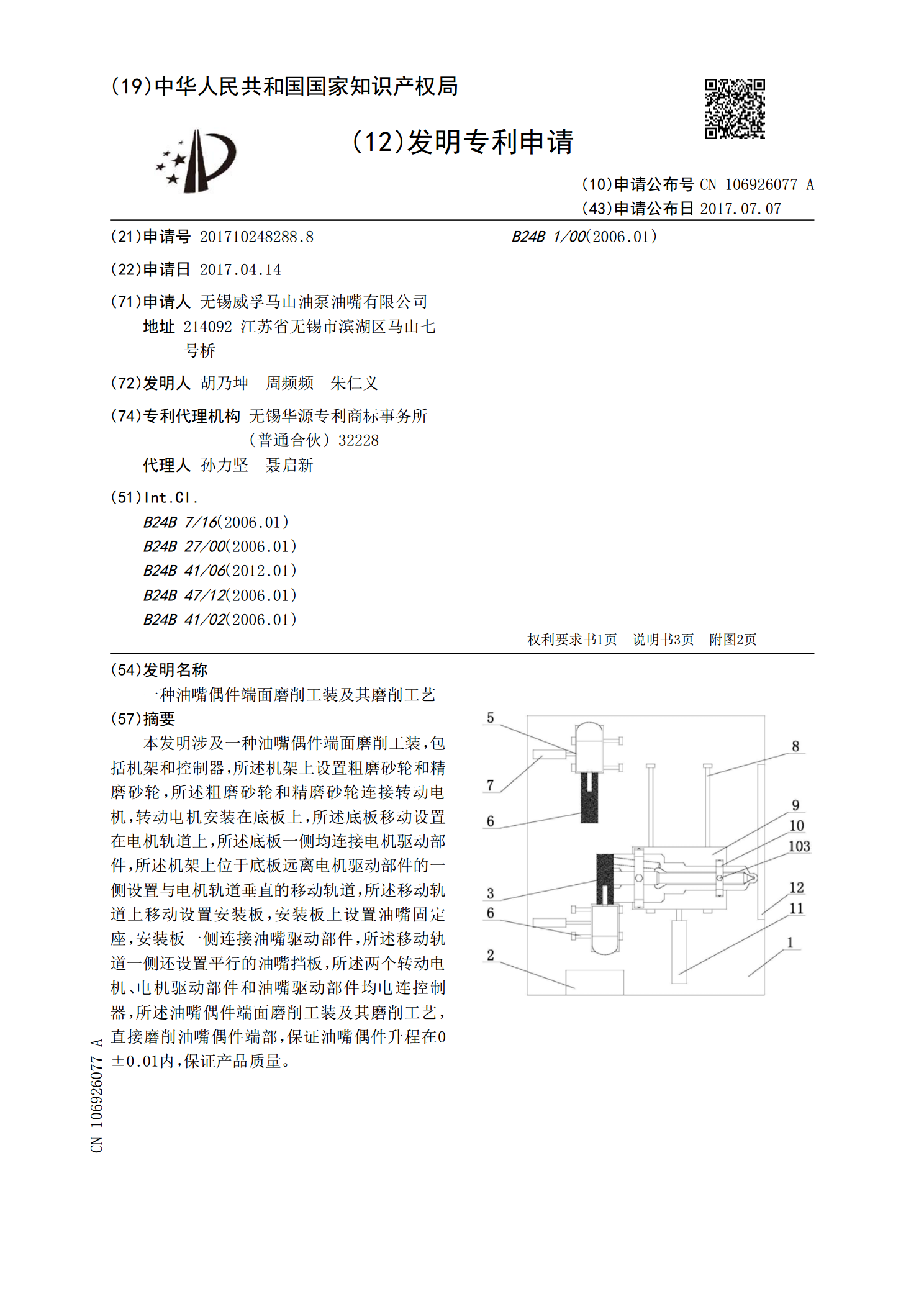
本发明涉及一种油嘴偶件端面磨削工装,包括机架和控制器,所述机架上设置粗磨砂轮和精磨砂轮,所述粗磨砂轮和精磨砂轮连接转动电机,转动电机安装在底板上,所述底板移动设置在电机轨道上,所述底板一侧均连接电机驱动部件,所述机架上位于底板远离电机驱动部件的一侧设置与电机轨道垂直的移动轨道,所述移动轨道上移动设置安装板,安装板上设置油嘴固定座,安装板一侧连接油嘴驱动部件,所述移动轨道一侧还设置平行的油嘴挡板,所述两个转动电机、电机驱动部件和油嘴驱动部件均电连控制器,所述油嘴偶件端面磨削工装及其磨削工艺,直接磨削油嘴偶件

管件端面自动磨削加工装置.pdf
本发明公开了一种管件端面自动磨削加工装置,包括固定于管件上的安装座、与安装座固联的环形基座,其特征在于环形基座的一侧固联有压板,在环形基座与压板之间设有环形的链条,在环形基座内设有内轮槽、内夹槽和外轮槽、外夹槽,在内轮槽中设有内滚轮,内滚轮通过芯轴与置于内夹槽中的内滑块相联,在外轮槽中设有外滚轮,外滚轮通过芯轴与置于外夹槽中的外滑块相联,内滑块与外滑块均联于移动滑座上;在移动滑座上固设有砂轮机和减速电机,在砂轮机主轴上联有与管件端面配合的砂轮,减速电机的输出轴上联有与链条配合的链轮。本发明具有适用范围广、

一种用于喷油嘴偶件针阀成型磨削的技术方案.pdf
一种用于喷油嘴偶件针阀成型磨削的技术方案。其中的磨削成型砂轮由砂轮(1)和砂轮(3)两块组成,中间以隔圈(2)隔离,产生一个空间,减少了砂轮厚度和金刚石砂轮修整器的有效面积,并有利于工件皮带轮的进入;工件(6)由硬质合金V型块(7)支承定位,使各加工表面与定位基准外圆有极好的同轴度;轴向则由长度定位器(8)定位;被加工件由传动皮带轮(5)夹持和传递回转运动,弹性皮带(4)既可满足传递动力的需要,又可以使工件的装夹十分方便。磨削砂轮(1)和(3)以成型的金刚石砂轮修整器进行修整,使工件(6)上除了作为定位的

轮毂内圈滚道带端面的磨削装置及其磨削工艺.pdf
本发明提供了一种轮毂内圈滚道带端面的磨削装置及其磨削工艺,属于机械技术领域。它解决了现有技术存在着稳定性差的问题。本轮毂内圈滚道带端面的磨削装置包括底座、底板、驱动件一、驱动件二和磨削件,上述底板位于底座上部,所述底板与底座之间具有导向结构,上述驱动件一固连在底座上且驱动件一与底板相连接,驱动件一带动底板升降过程中在导向结构的作用下底板能稳定的上下平移,所述驱动件二固连在底板上部且驱动件二与磨削件相连接,上述驱动件二能带动磨削件水平位移。本工艺包括以下步骤:A、配置磨削杆;B、磨削前置作业;C、磨削作业。
一种端面磨削用涨紧工装.pdf
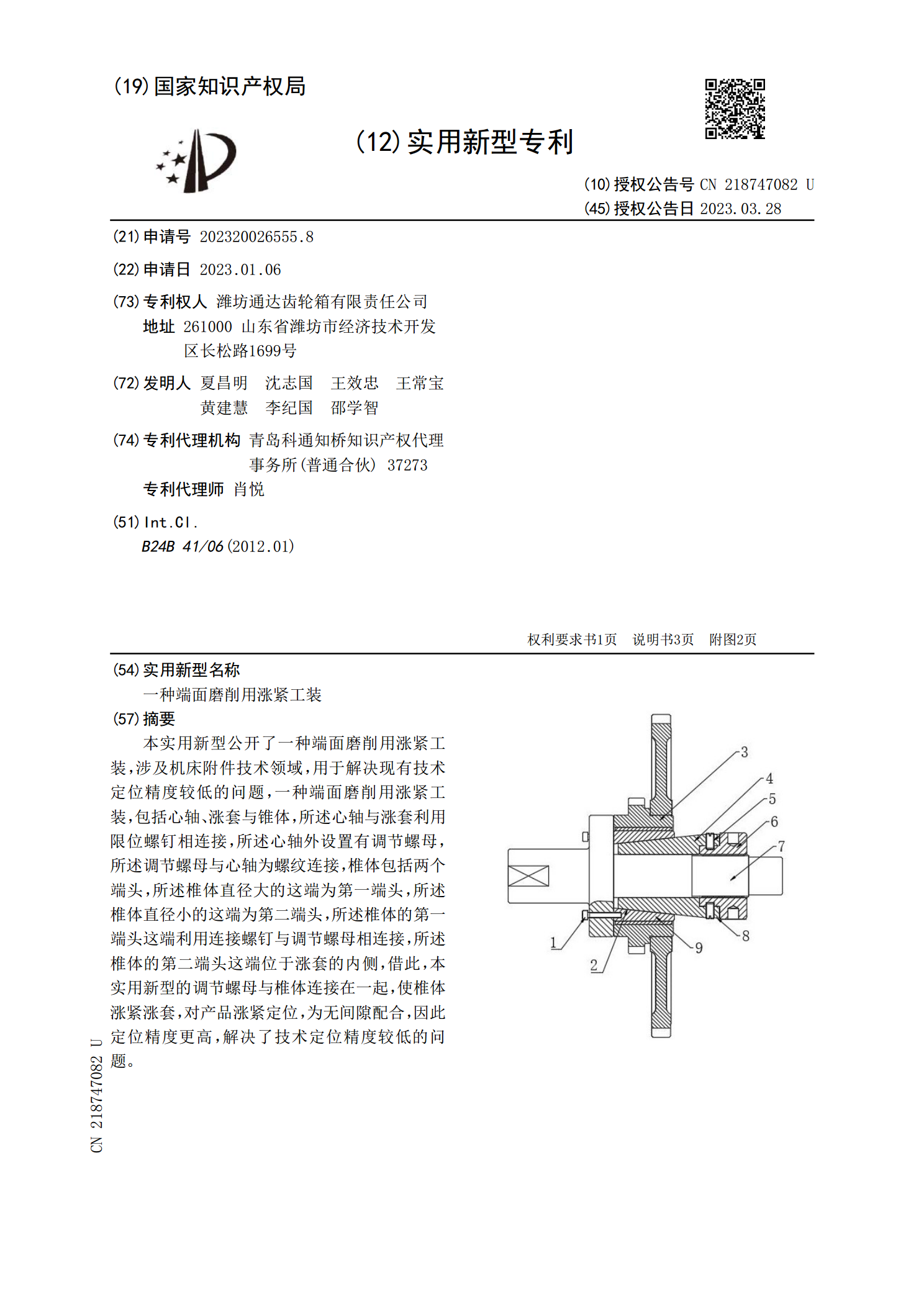
本实用新型公开了一种端面磨削用涨紧工装,涉及机床附件技术领域,用于解决现有技术定位精度较低的问题,一种端面磨削用涨紧工装,包括心轴、涨套与锥体,所述心轴与涨套利用限位螺钉相连接,所述心轴外设置有调节螺母,所述调节螺母与心轴为螺纹连接,椎体包括两个端头,所述椎体直径大的这端为第一端头,所述椎体直径小的这端为第二端头,所述椎体的第一端头这端利用连接螺钉与调节螺母相连接,所述椎体的第二端头这端位于涨套的内侧,借此,本实用新型的调节螺母与椎体连接在一起,使椎体涨紧涨套,对产品涨紧定位,为无间隙配合,因此定位精度更