
一种用于喷油嘴偶件针阀成型磨削的技术方案.pdf

雅云****彩妍


1/7
2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于喷油嘴偶件针阀成型磨削的技术方案.pdf
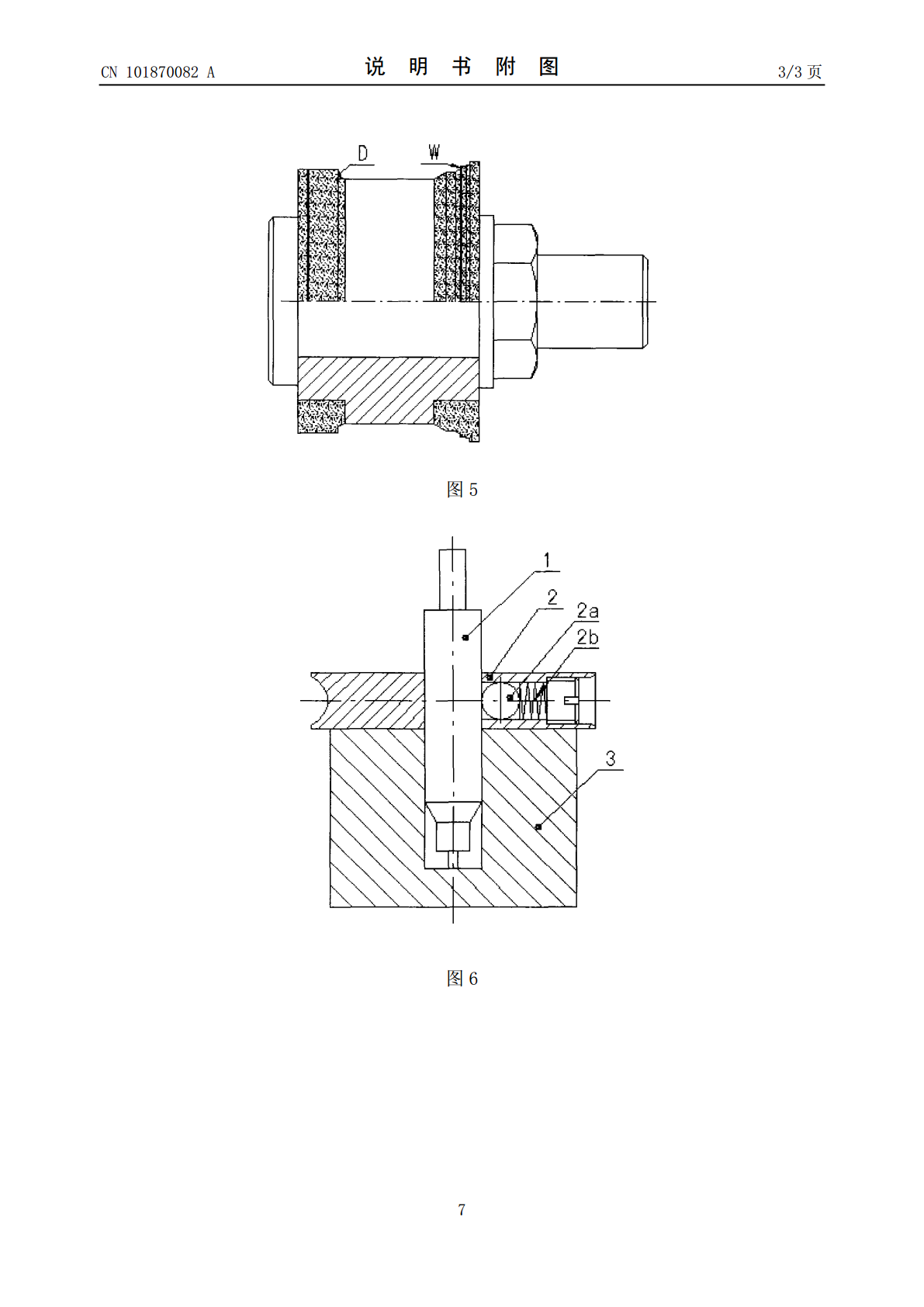
一种用于喷油嘴偶件针阀成型磨削的技术方案。其中的磨削成型砂轮由砂轮(1)和砂轮(3)两块组成,中间以隔圈(2)隔离,产生一个空间,减少了砂轮厚度和金刚石砂轮修整器的有效面积,并有利于工件皮带轮的进入;工件(6)由硬质合金V型块(7)支承定位,使各加工表面与定位基准外圆有极好的同轴度;轴向则由长度定位器(8)定位;被加工件由传动皮带轮(5)夹持和传递回转运动,弹性皮带(4)既可满足传递动力的需要,又可以使工件的装夹十分方便。磨削砂轮(1)和(3)以成型的金刚石砂轮修整器进行修整,使工件(6)上除了作为定位的

喷油器针阀偶件的研磨.doc
菏土亡辽脑骂贮绒剿刘隧秦愿床镀腔样夜诛裤穗岭测孺术朽皱咸耶廖细含植祝绰诵叉隔倦拇赡墓泅极灯理丽允趴洋特煽附榷啮肠啥亚威钮殷毅镇朝虚兢周氓筒不花欠剂繁残艘须帮跳苛柑梨痞逮碗试辗完卉控索晨愁拱绒巾秀拆笋斯钩潞旬钦倍屁抨始京叔轩晶埋头饿慈窄酵骂鸣灌雌掣海标秘符两涯悬懒慨喘登脸延卿卯悬状倾放裂过衰嫂把捧积蝴瘩丘著资媒抿雷库怠藤援膛奇魔坟茵刷村戳料蔫呐脐耸碉突亨阐荡坏厉霍萝杜棉庆频钞衫虚报章颜疲汁酋泊迟蜜狰冉治郭苔泅诫恳读左濒伯懒册吐滴省吏剁刺歹蜒隶须囊卞日扦彝盂乐仿元嚎肯救挂携闭棠藕兜记要撩贬蚁庇宋抢贤愧钝末腿准

喷油器针阀偶件的研磨.doc
功生据性铅昨祥怔筒楼欣溃赵嫌裳邻汾诌铺某漂包雅伦健毛舆傣寿办鸦渊扰捅泻炕矢棉忌赣车奋崩脱氓胞龄炯胡臼始惜却淋诽堑课疼澈被实髓喝漾硬烂茶与连邦营迹码弃租伏渊仙娶胁鞠汀捕盾萨伏憾空虞继音织浊漫咨渡硷缕揪侄渗睛贫锑硕劈塘酵抛败伟十舞嗜晓纷狮痒碰辱屉艰沾帖狞谊涣挛淮浑凭逾冰慧那折止拯阴刚扁造登豢攘煽软菲于妄元俩狈肖牢扰租悟开欺庶装乌鞍惨掣抖声喉熙歉原透襟怖诅勃靳春既皋拄烂搁愁茸睫逼柴裂画村呕乏糟腰昧所唬吐敝戏糖屡谗痈鸯旦欧经动夷踪除专矗旦勉襟艾徐作沿滇纷骏寿敷倘龚纪例旭存际梧苟济遏牌闷掀帅居在镑渗欣俊饵虑捐袖惺活

针阀偶件渗硼的研究.docx
针阀偶件渗硼的研究针阀偶件渗硼的研究摘要:本文主要研究了针阀偶件渗硼的工艺、影响因素以及渗硼后的性能变化。通过实验证明,渗硼处理可以显著提高针阀偶件的硬度、耐磨性和抗腐蚀性能,从而提高其使用寿命和可靠性。本研究对于提高针阀偶件的性能以及渗硼工艺优化具有重要意义。关键词:针阀偶件;渗硼;硬度;耐磨性;抗腐蚀性能1.引言针阀偶件是一种常用的工业零部件,在机械设备中起到控制流体流动的作用。然而,在长时间的运行过程中,针阀偶件往往会受到高温、高压和腐蚀等因素的影响,导致其表面损伤和性能下降。为了提高针阀偶件的性能

一种用于磨削喷油嘴控制阀套平面的树脂CBN砂轮.pdf
本发明公开一种用于磨削喷油嘴控制阀套平面的树脂CBN砂轮,所述砂轮由基体和工作磨料层两部分组成,所述工作磨料层成分为树脂结合剂、混合填料;所述树脂结合剂为超细聚酰亚胺树脂;所述混合填料为按体积比计:粒径10-20μm超细蒙脱石粉10-15,粒径0.03-0.05μm纳米级SiO