
轮毂内圈滚道带端面的磨削装置及其磨削工艺.pdf

猫巷****觅蓉

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮毂内圈滚道带端面的磨削装置及其磨削工艺.pdf
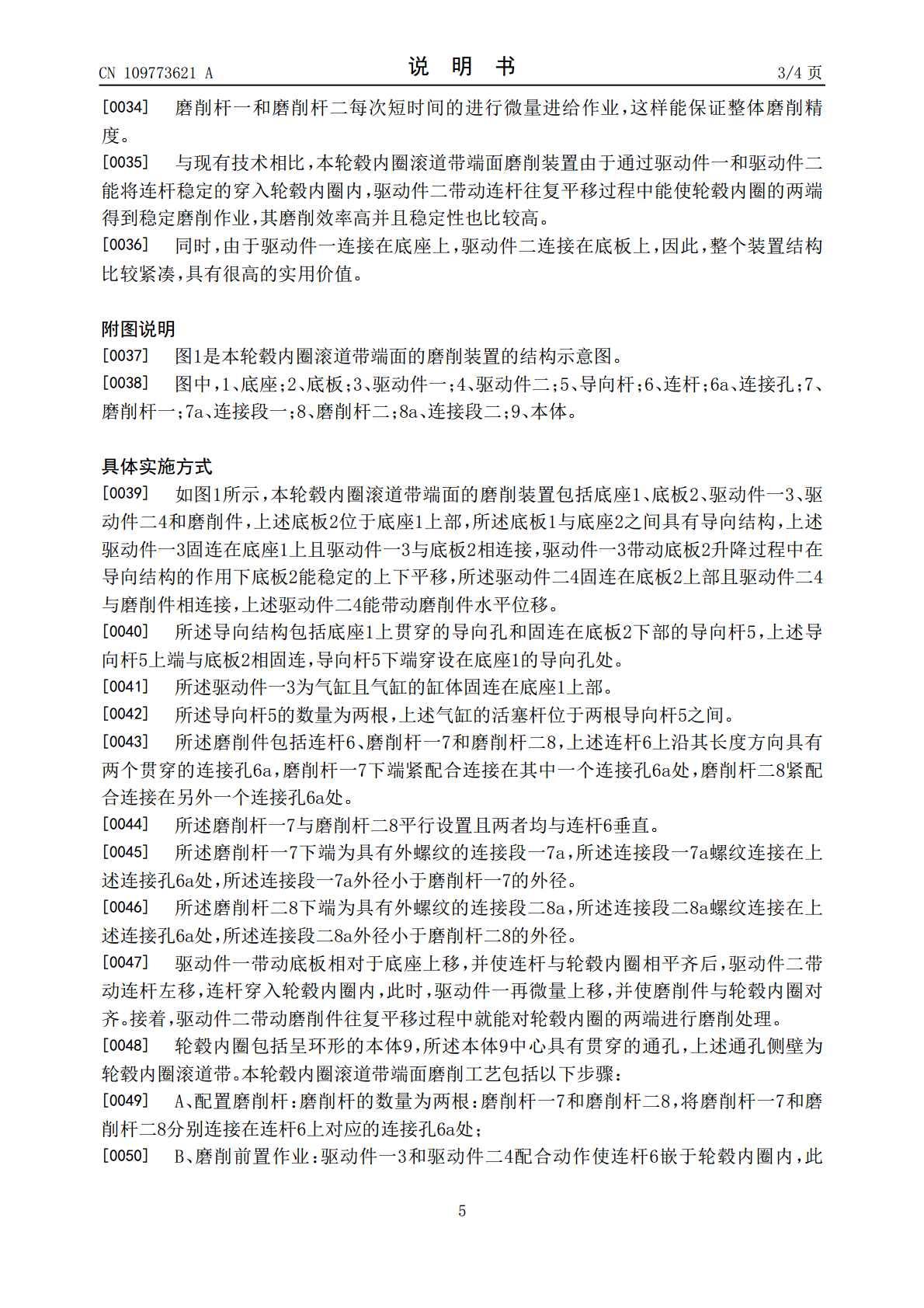
本发明提供了一种轮毂内圈滚道带端面的磨削装置及其磨削工艺,属于机械技术领域。它解决了现有技术存在着稳定性差的问题。本轮毂内圈滚道带端面的磨削装置包括底座、底板、驱动件一、驱动件二和磨削件,上述底板位于底座上部,所述底板与底座之间具有导向结构,上述驱动件一固连在底座上且驱动件一与底板相连接,驱动件一带动底板升降过程中在导向结构的作用下底板能稳定的上下平移,所述驱动件二固连在底板上部且驱动件二与磨削件相连接,上述驱动件二能带动磨削件水平位移。本工艺包括以下步骤:A、配置磨削杆;B、磨削前置作业;C、磨削作业。
轮毂轴承的内圈磨削装置.pdf
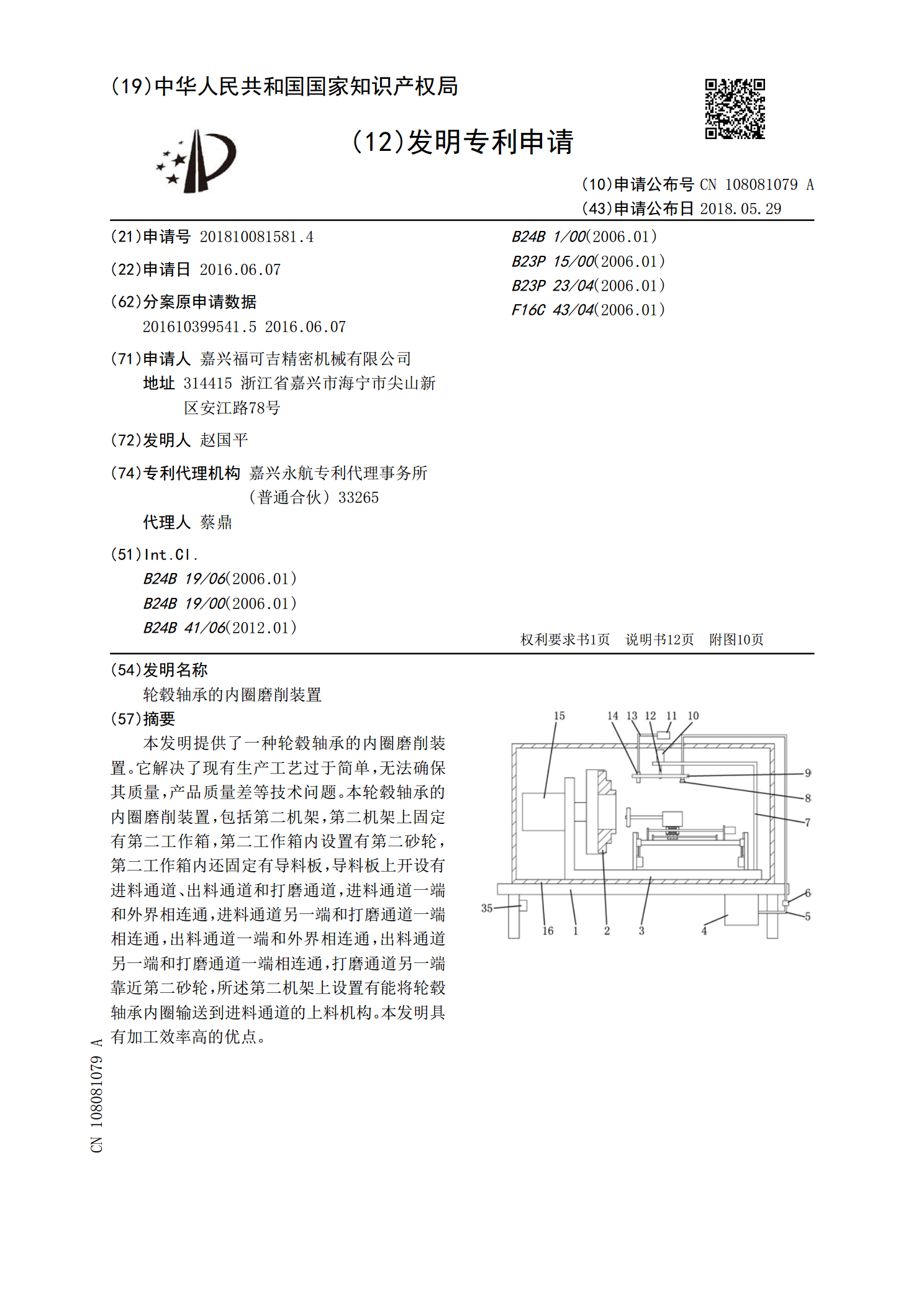
本发明提供了一种轮毂轴承的内圈磨削装置。它解决了现有生产工艺过于简单,无法确保其质量,产品质量差等技术问题。本轮毂轴承的内圈磨削装置,包括第二机架,第二机架上固定有第二工作箱,第二工作箱内设置有第二砂轮,第二工作箱内还固定有导料板,导料板上开设有进料通道、出料通道和打磨通道,进料通道一端和外界相连通,进料通道另一端和打磨通道一端相连通,出料通道一端和外界相连通,出料通道另一端和打磨通道一端相连通,打磨通道另一端靠近第二砂轮,所述第二机架上设置有能将轮毂轴承内圈输送到进料通道的上料机构。本发明具有加工效率高

球轴承内圈滚道磨削装置及使用方法.pdf
球轴承内圈滚道磨削装置及使用方法是机械制造技术领域,本发明解决其技术问题所采用的技术方案是:在原X1和Z轴的方向移动机构中,增加了Y轴的回转运动,使金钢笔可以在旋转的同时沿X1和Z方向移动,从而可以修整出砂轮所需的母线;本发明是由磨削工件、端面支承、过度盘等部件连接而成的。

一种轴承内圈滚道和锁口的磨削装置及磨削方法.pdf
一种轴承内圈滚道和锁口的磨削装置及磨削方法是轴承套圈磨削技术,它使得轴承内圈滚道与锁口在同一磨床上同时加工成形,X轴执行工件进给动作;X1轴执行砂轮修整中的补偿动作;B轴执行磨削内圈滚道所需砂轮的曲率半径的修整动作;Y轴执行磨削内圈锁口所需砂轮的直线的修整动作;B1轴用于工件锁口角度大小的手动调整;通过B轴的回转运动,使金刚笔旋转,实现磨削内圈滚道所需砂轮的曲率半径的修整;而后锁定B轴,Y轴向后动作,实现磨削内圈锁口所需砂轮的直线的修整,从而可以修整出用于一次性轴承内圈滚道和锁口的砂轮所需的母线。

轴承滚道可控磨削设备及磨削工艺.pdf
本发明涉及一种机械设备和使用方法,即一种轴承滚道可控磨削设备及磨削工艺,其设备的特点是:工作台(2)通过双向平动机构装在机架(1)上;砂轮总成通过绕机架平面横轴摆动的纵摆架(6),以及绕机架平面纵轴摆动的横摆架(3)与机架(1)相铰链;砂轮总成通过双向进给支架装有砂轮修整机构;机架(1)上装有与横摆架(3)相连的横摆油缸(5)、和纵摆架(6)相连的纵摆油缸(4);双向平动机构、横摆油缸(5)、纵摆油缸(4)、双向进给支架均与计算机控制系统相联系。有益效果是:可以使工件在限定平面的任意点与砂轮进行任意角度的