
桨叶表面打磨方法.pdf

猫巷****忠娟

1/9

2/9

3/9

4/9

5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
桨叶表面打磨方法.pdf
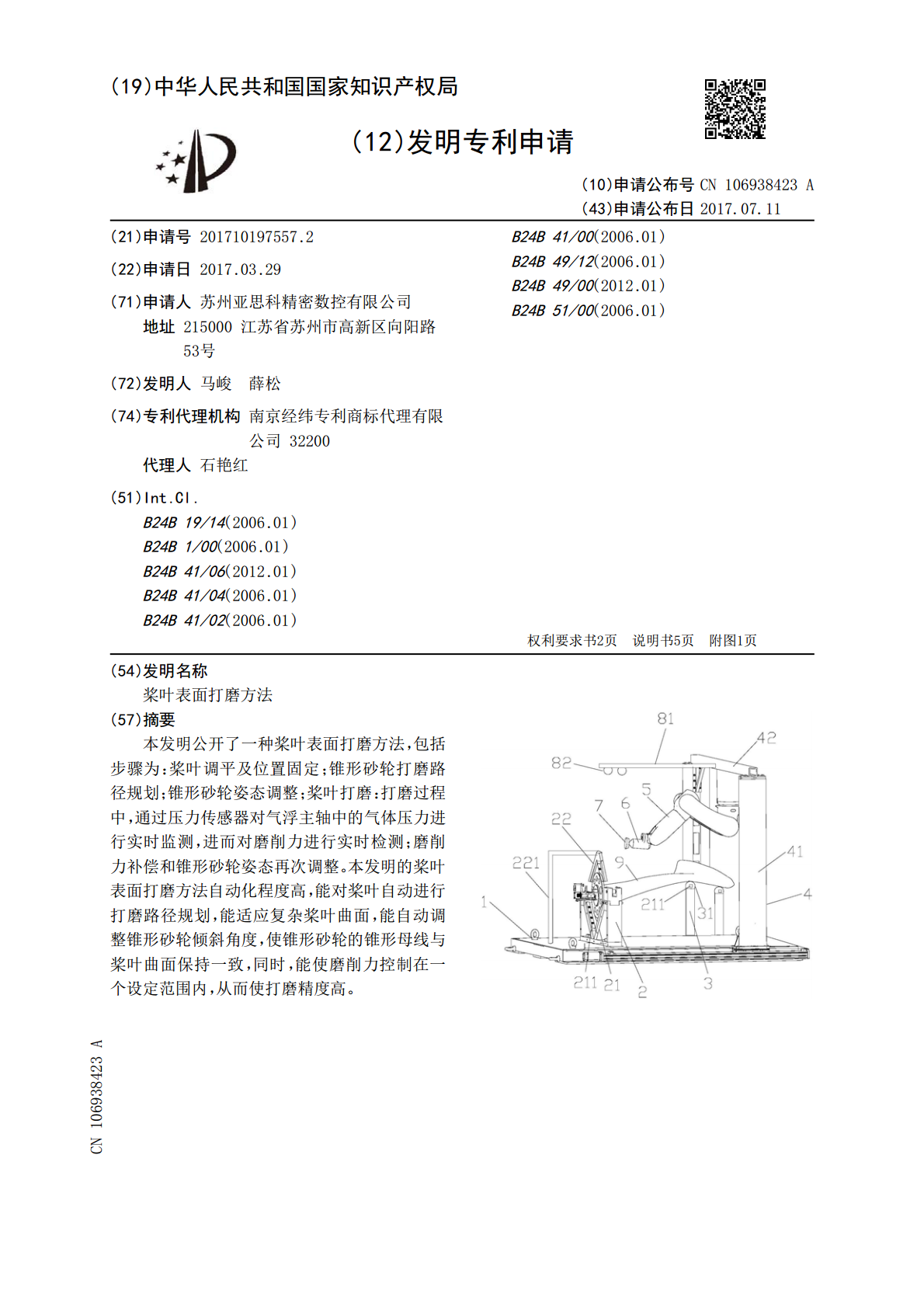
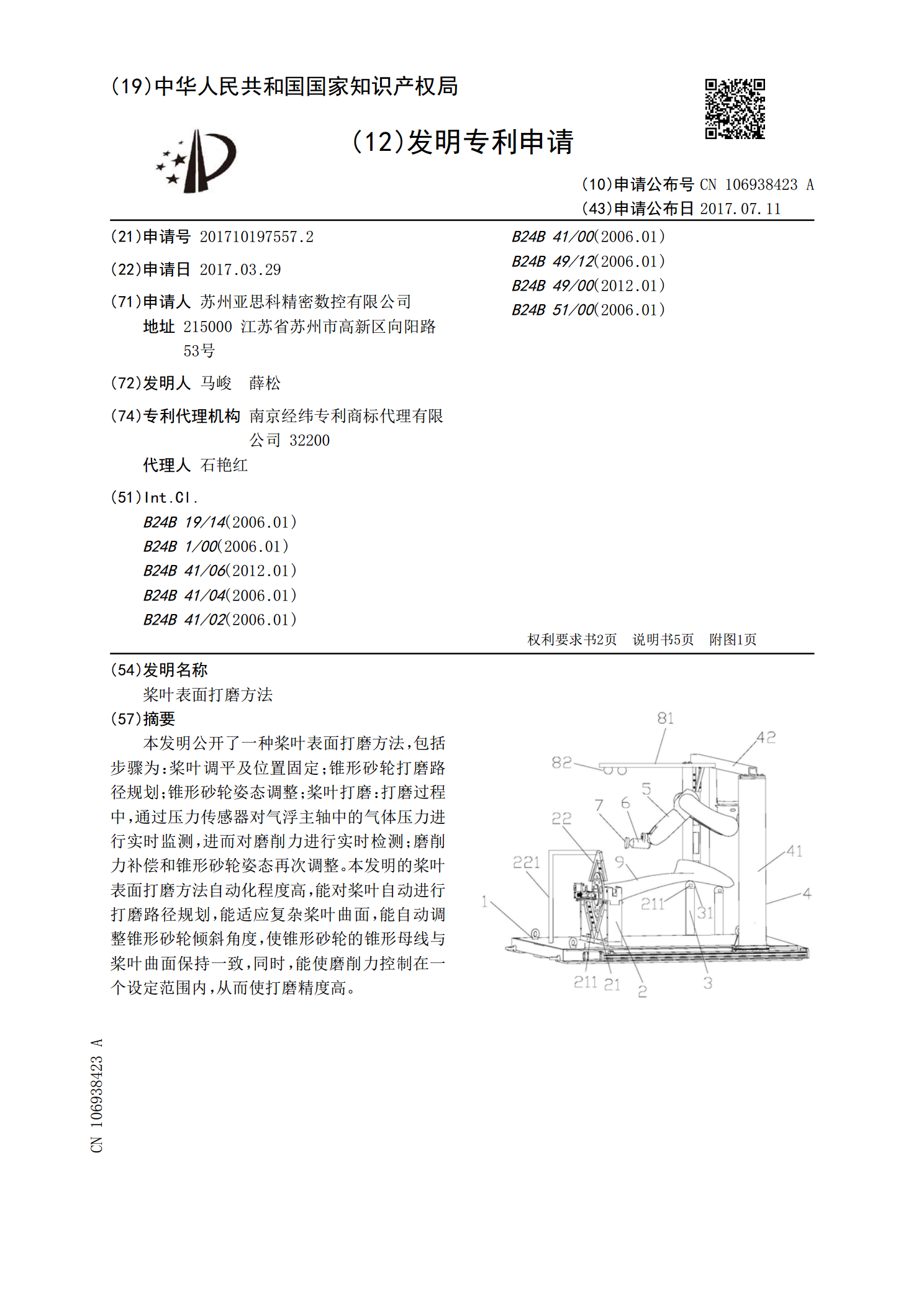
本发明公开了一种桨叶表面打磨方法,包括步骤为:桨叶调平及位置固定;锥形砂轮打磨路径规划;锥形砂轮姿态调整;桨叶打磨:打磨过程中,通过压力传感器对气浮主轴中的气体压力进行实时监测,进而对磨削力进行实时检测;磨削力补偿和锥形砂轮姿态再次调整。本发明的桨叶表面打磨方法自动化程度高,能对桨叶自动进行打磨路径规划,能适应复杂桨叶曲面,能自动调整锥形砂轮倾斜角度,使锥形砂轮的锥形母线与桨叶曲面保持一致,同时,能使磨削力控制在一个设定范围内,从而使打磨精度高。
一种调距桨桨叶表面打磨装置和打磨方法.pdf
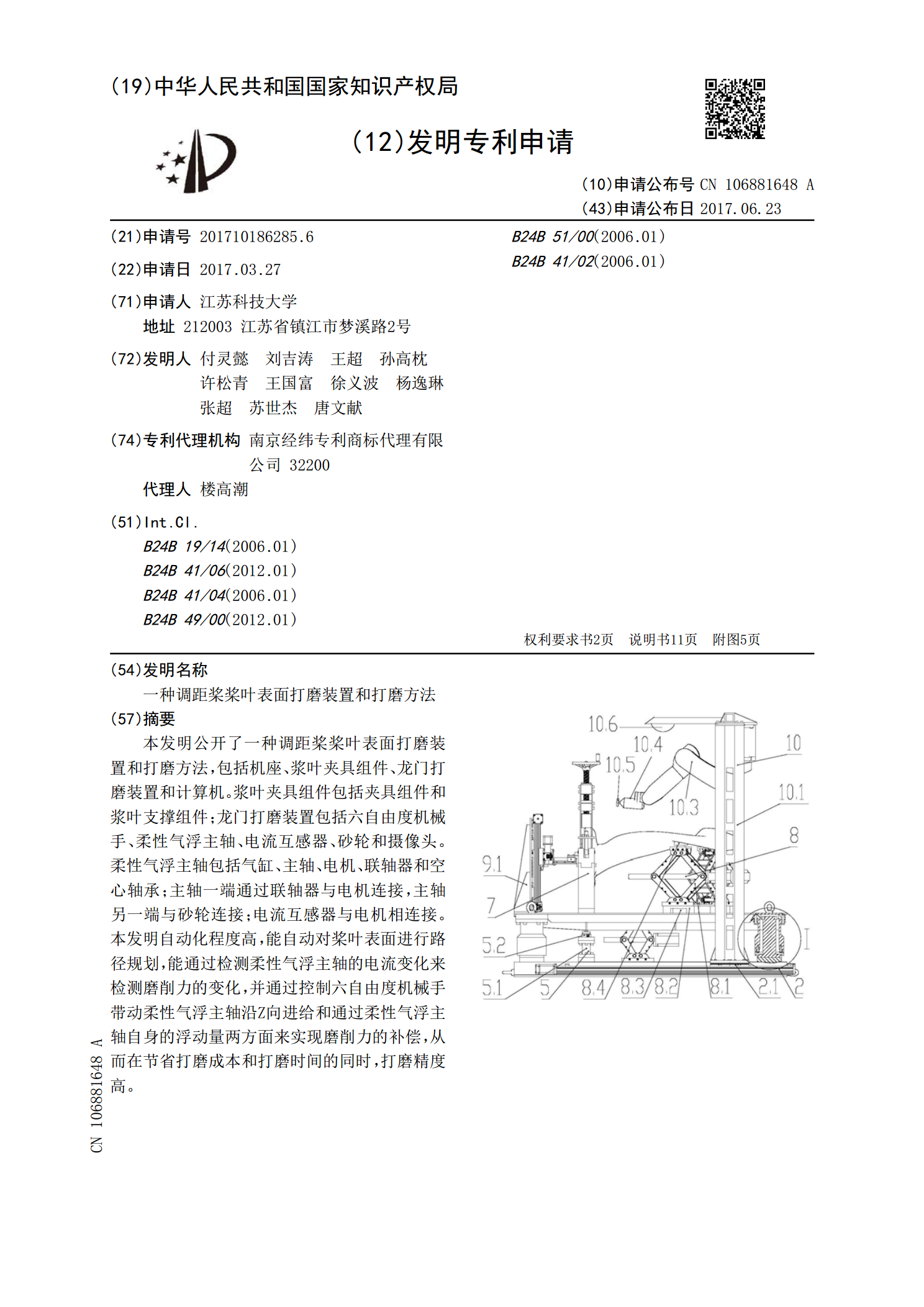
本发明公开了一种调距桨桨叶表面打磨装置和打磨方法,包括机座、浆叶夹具组件、龙门打磨装置和计算机。浆叶夹具组件包括夹具组件和浆叶支撑组件;龙门打磨装置包括六自由度机械手、柔性气浮主轴、电流互感器、砂轮和摄像头。柔性气浮主轴包括气缸、主轴、电机、联轴器和空心轴承;主轴一端通过联轴器与电机连接,主轴另一端与砂轮连接;电流互感器与电机相连接。本发明自动化程度高,能自动对桨叶表面进行路径规划,能通过检测柔性气浮主轴的电流变化来检测磨削力的变化,并通过控制六自由度机械手带动柔性气浮主轴沿Z向进给和通过柔性气浮主轴自身
一种炉内表面打磨装置及其打磨方法.pdf
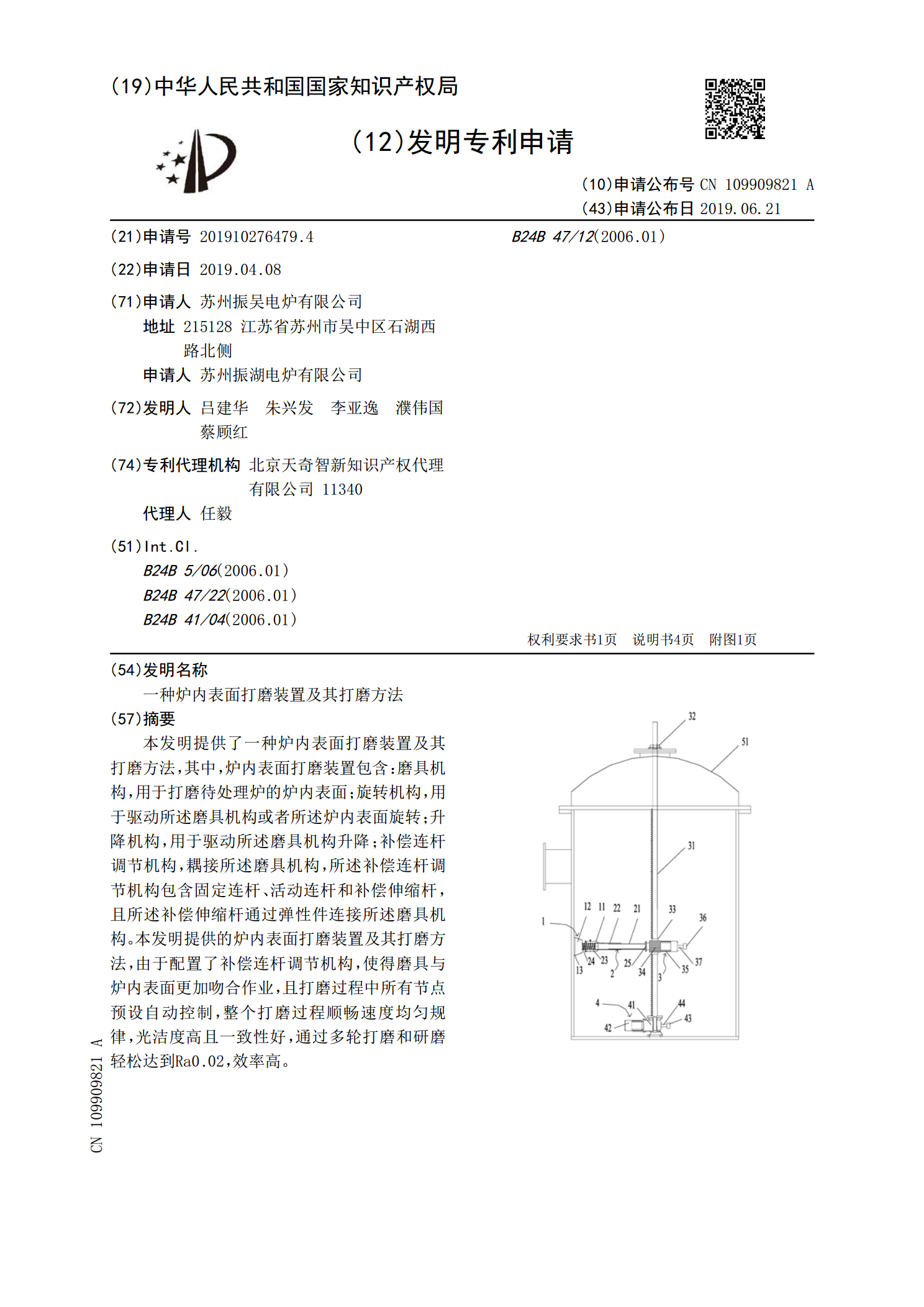
本发明提供了一种炉内表面打磨装置及其打磨方法,其中,炉内表面打磨装置包含:磨具机构,用于打磨待处理炉的炉内表面;旋转机构,用于驱动所述磨具机构或者所述炉内表面旋转;升降机构,用于驱动所述磨具机构升降;补偿连杆调节机构,耦接所述磨具机构,所述补偿连杆调节机构包含固定连杆、活动连杆和补偿伸缩杆,且所述补偿伸缩杆通过弹性件连接所述磨具机构。本发明提供的炉内表面打磨装置及其打磨方法,由于配置了补偿连杆调节机构,使得磨具与炉内表面更加吻合作业,且打磨过程中所有节点预设自动控制,整个打磨过程顺畅速度均匀规律,光洁度高

一种法兰表面打磨方法.pdf
本发明公开了一种法兰表面打磨方法,包括如下步骤:(1)将法兰清洗液中进行洗涤,清洗液温度为30‑40℃,洗涤时用棉布擦洗法兰表面,洗涤时间5‑8分钟;(2)将洗涤后的法兰擦干并固定;(3)用安装有120#的砂轮角磨机打磨法兰表面,打磨时保证角磨机的砂轮和法兰表面的夹角为0‑15°;(4)用安装有320#的砂轮角磨机打磨法兰表面,打磨时保证角磨机的砂轮和法兰表面平行。本发明通过清洗液洗去法兰表面的油污,方便接下来打磨操作的进行,将法兰固定住方便使用角磨机对法兰进行打磨,使用安装有不同型号砂轮的角磨机打磨法兰
一种细长筒状壳体内表面打磨装置及打磨方法.pdf
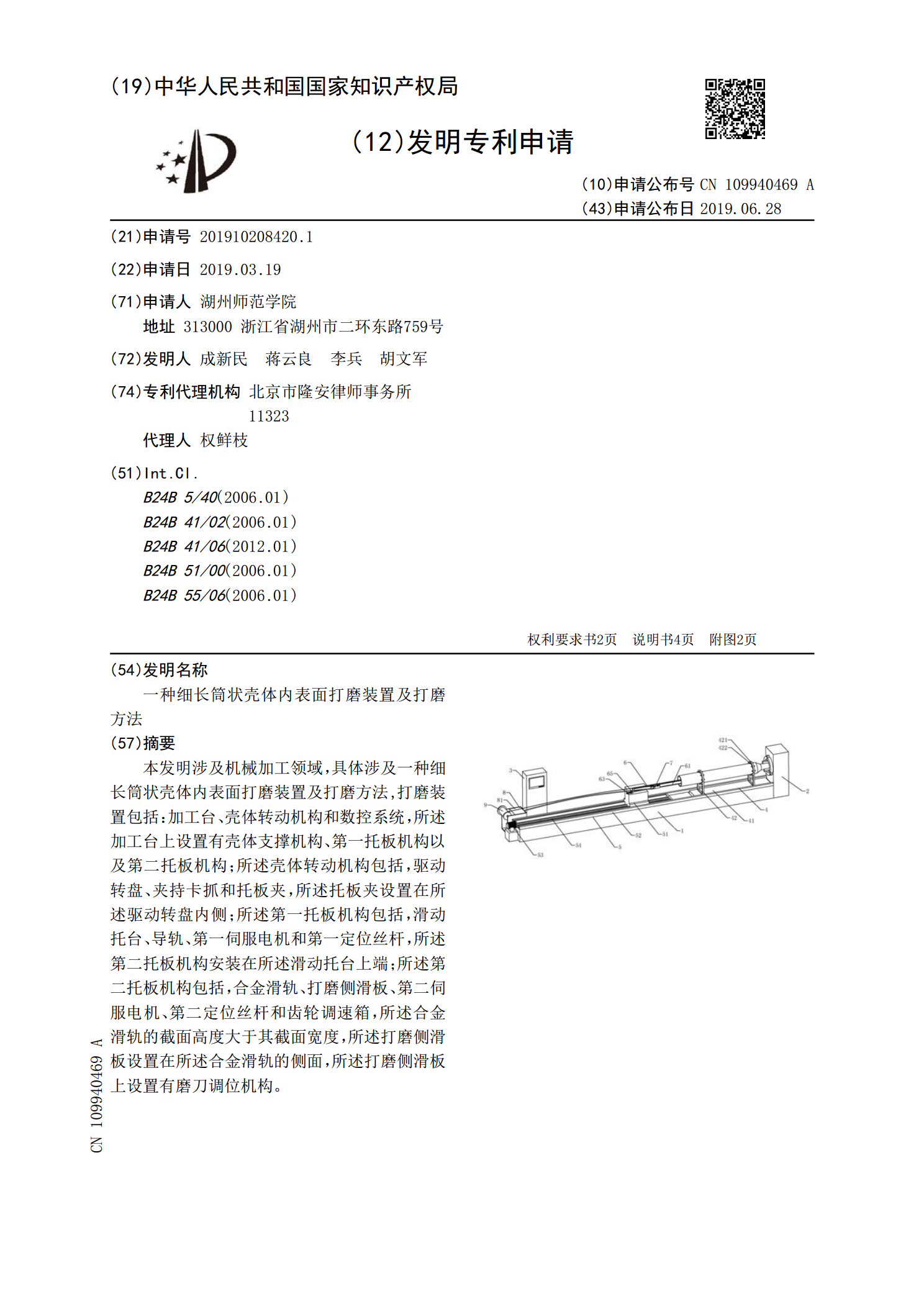
本发明涉及机械加工领域,具体涉及一种细长筒状壳体内表面打磨装置及打磨方法,打磨装置包括:加工台、壳体转动机构和数控系统,所述加工台上设置有壳体支撑机构、第一托板机构以及第二托板机构;所述壳体转动机构包括,驱动转盘、夹持卡抓和托板夹,所述托板夹设置在所述驱动转盘内侧;所述第一托板机构包括,滑动托台、导轨、第一伺服电机和第一定位丝杆,所述第二托板机构安装在所述滑动托台上端;所述第二托板机构包括,合金滑轨、打磨侧滑板、第二伺服电机、第二定位丝杆和齿轮调速箱,所述合金滑轨的截面高度大于其截面宽度,所述打磨侧滑板设