
一种面齿轮磨齿方法.pdf

森林****来了


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种面齿轮磨齿方法.pdf
本发明公开了一种面齿轮磨齿方法,所述面齿轮固定安装在机床C轴旋转轴上,所述机床C轴旋转轴安装在机床X轴上,所述机床X轴安装在机床水平床身上;对面齿轮进行磨齿的砂轮安装在机床A轴摆动轴上,所述机床A轴摆动轴安装在机床Z轴上,所述机床Z轴安装在机床Y轴上,所述机床Y轴安装在机床竖直床身上;工作时,机床X轴、Y轴、Z轴在三个方向同时做平移运动,面齿轮随机床C轴旋转轴绕自身轴线旋转,所述砂轮随机床A轴摆动轴而摆动,同时,砂轮绕自身轴线旋转。
基于圆柱齿轮蜗杆磨齿机床的面齿轮磨齿加工方法.pdf
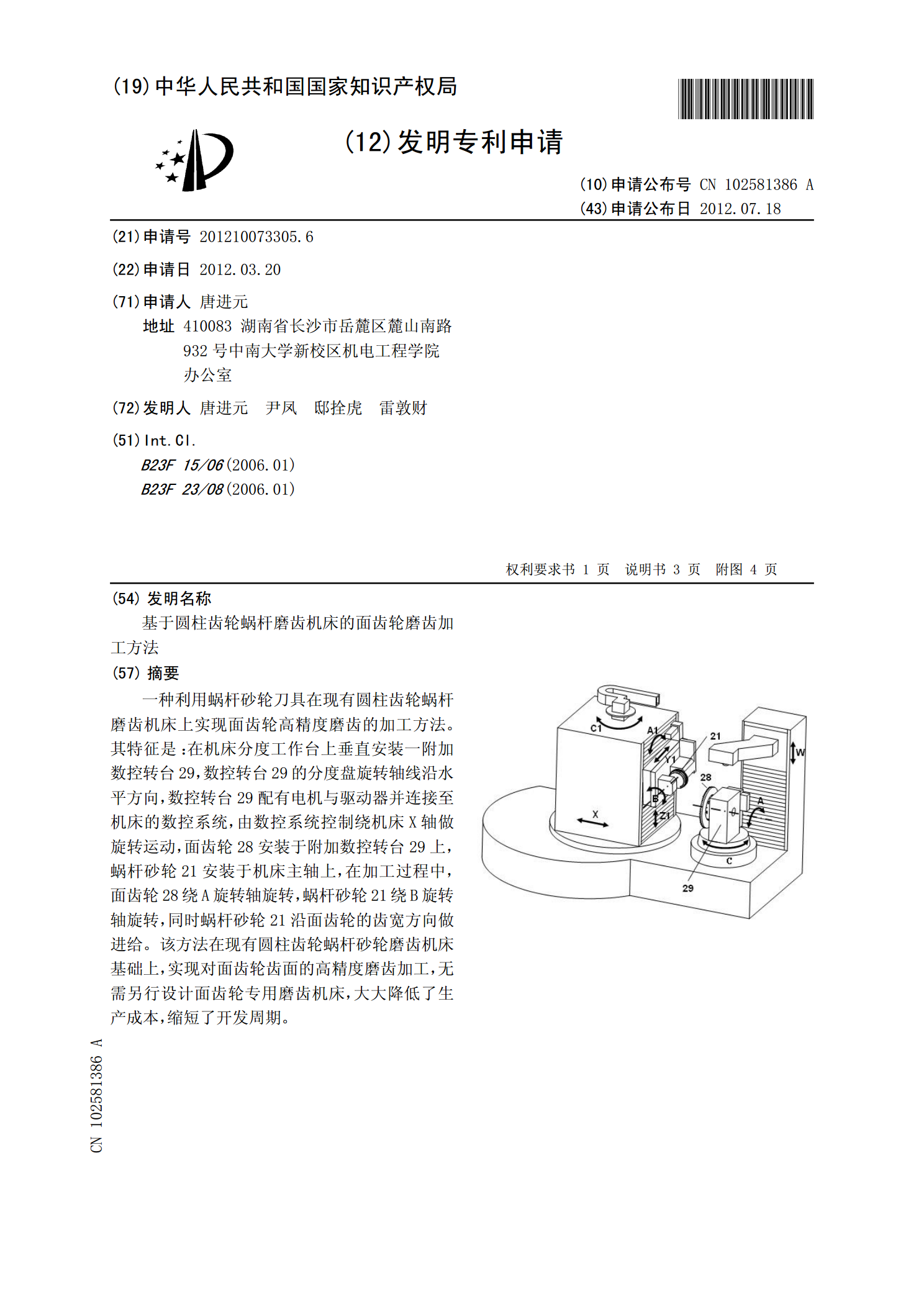
一种利用蜗杆砂轮刀具在现有圆柱齿轮蜗杆磨齿机床上实现面齿轮高精度磨齿的加工方法。其特征是:在机床分度工作台上垂直安装一附加数控转台29,数控转台29的分度盘旋转轴线沿水平方向,数控转台29配有电机与驱动器并连接至机床的数控系统,由数控系统控制绕机床X轴做旋转运动,面齿轮28安装于附加数控转台29上,蜗杆砂轮21安装于机床主轴上,在加工过程中,面齿轮28绕A旋转轴旋转,蜗杆砂轮21绕B旋转轴旋转,同时蜗杆砂轮21沿面齿轮的齿宽方向做进给。该方法在现有圆柱齿轮蜗杆砂轮磨齿机床基础上,实现对面齿轮齿面的高精度磨

基于蜗杆砂轮的面齿轮磨齿加工方法.pdf
一种基于蜗杆砂轮的面齿轮磨齿加工方法,包括面齿轮28、蜗杆砂轮21、直齿轮30和修整蜗杆的砂轮片22。其特征是:在加工过程中面齿轮28以恒定的转速Wf绕Z-f旋转,蜗杆砂轮21以恒定的转速Ww绕Zw旋转,直齿轮以恒定的转速绕Wc绕Zc轴旋转,砂轮片22以恒定的转速绕Wt绕Xt轴旋转。在旋转过程中,蜗杆砂轮齿面磨削掉与其相接触的面齿轮齿面,达到磨削加工面齿轮的效果。同时蜗杆砂轮21沿着面齿轮的齿宽Xf方向做直线进给,直至加工完面齿轮的整个齿廓。该方法可以实现对面齿轮齿面的高精度创成,达到面齿轮高精度加工的效

一种面齿轮数控磨齿机床.pdf
一种面齿轮数控磨齿加工机床。机床床身1上安装有绕Z轴旋转的圆弧导轨2,C轴旋转工作台3安装在圆弧导轨2上C轴旋转台上安装有面齿轮28。机床床身1上安装有沿X轴方向直线运动的直线导轨7,X轴滑台8安装在导轨7上。X轴滑台8上安装有沿Y轴方向的直线导轨9,Y轴滑台10安装在导轨9上。Y轴滑台10上安装有圆弧导轨12,圆弧导轨13上安装有B旋转工作台14。Z轴滑台19嵌入于工作台14中,由伺服电动机17驱动运动。主轴电机15通过主轴20驱动蜗杆砂轮旋转。机床床身1上安装有支撑A旋转轴25的支架和驱动A轴旋转的伺

一种用于行星齿轮组件的磨齿装置以及磨齿方法.pdf
本发明公开了一种用于行星齿轮组件的磨齿装置,包括齿轮承载结构、齿环承载结构以及打磨结构,本发明涉及齿轮加工设备技术领域,本发明,通过齿轮承载结构可以根据不同直径的行星齿轮组中的太阳轮、行星轮直径进行更换并安装限位;通过齿环承载结构可以对行星齿轮组中的内齿环或者使外齿环进行限位安装,并可套装在太阳轮或者行星轮外侧,根据齿根间距借助打磨结构进行调整并一同打磨,且打磨结构可以随着打磨工件的直径进行契合变换;整体操作简单,可以实现三个行星齿轮一同打磨、也可三个太阳轮或者三个内齿环进行一同打磨,也可根据直径上齿根的