
一种渗碳淬火薄壁件防变形方法.pdf

努力****爱敏


1/5

2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种渗碳淬火薄壁件防变形方法.pdf
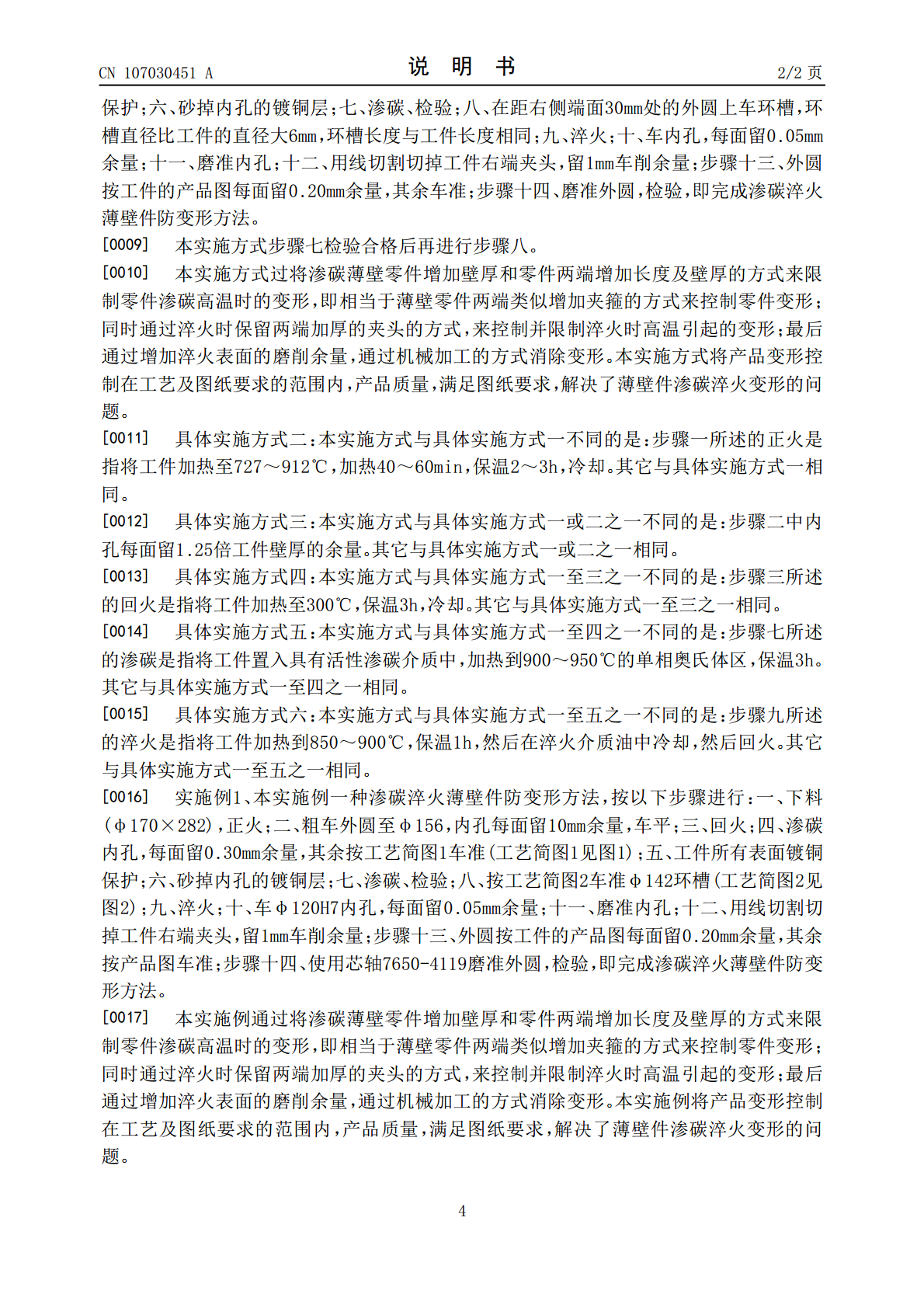
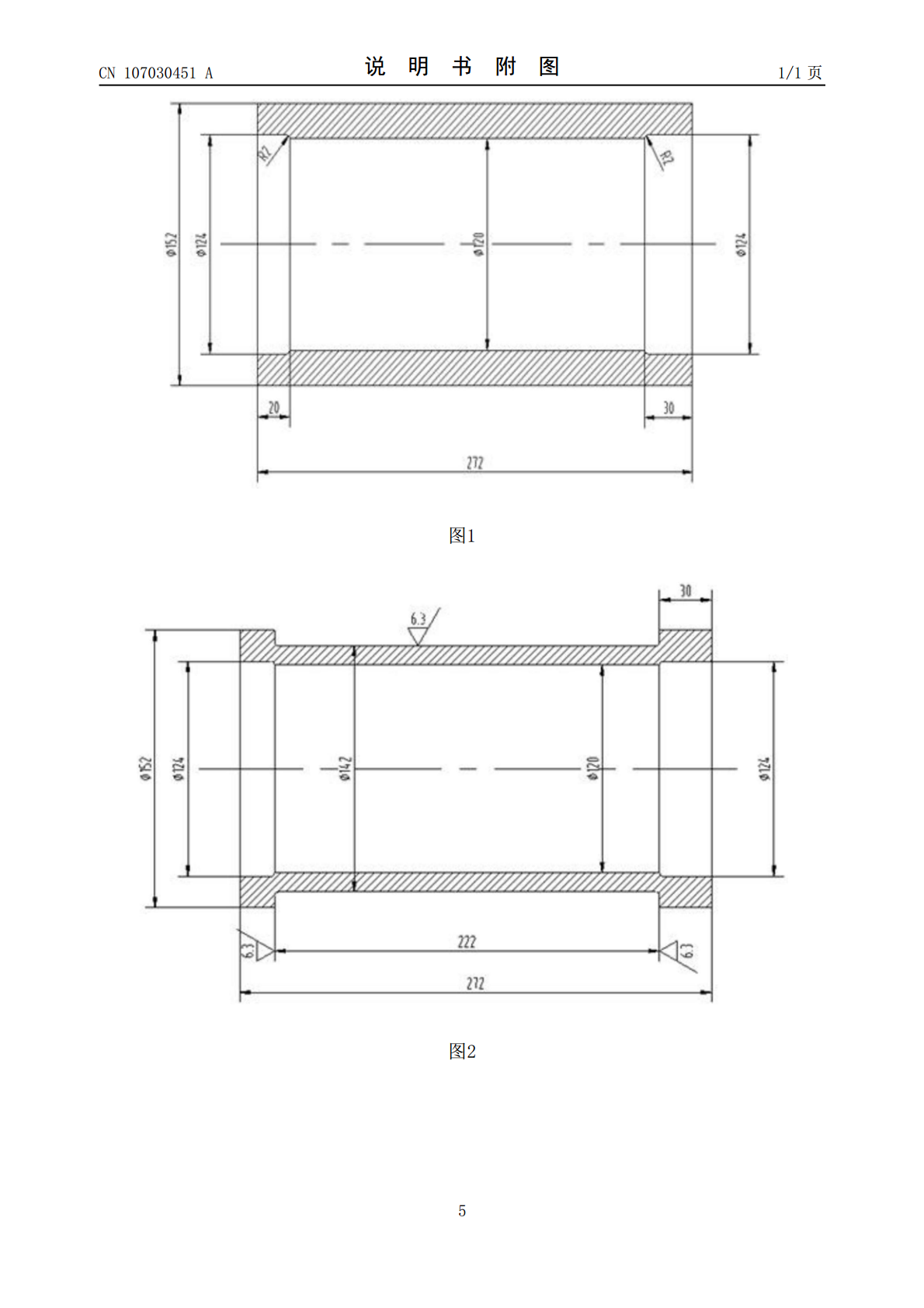
一种渗碳淬火薄壁件防变形方法,它涉及一种渗碳淬火薄壁件防变形方法。本发明的目的是为了解决薄壁件在渗碳淬火时,非常容易变形,变形过大,导致机械加工后达不到图纸要求的问题。本发明方法为:下料,正火;粗车外圆,内孔每面留一定的余量,车平;回火;渗碳内孔;工件所有表面镀铜保护;砂掉内孔的镀铜层;渗碳、检验;车环槽;淬火;车内孔;磨准内孔;用线切割切掉工件右端夹头;外圆按工件的产品图每面留0.20mm余量,其余车准;磨准外圆,检验,即完成。本发明将产品变形控制在工艺及图纸要求的范围内,产品质量,满足图纸要求,解决了
一种控制薄壁齿轮渗碳淬火变形的方法.pdf
本发明提供一种控制薄壁齿轮渗碳淬火变形的方法,该方法是将薄壁齿轮按下述工艺参数进行渗碳淬火:强渗温度为930±10℃、碳浓度Cp=1.16‑1.22,扩散温度为840±5℃、Cp=0.82‑0.86,淬火温度为840℃,升温速度≦4℃/min,淬火油温为90±5℃,装炉方式为平铺装炉,并在齿轮内部放置一个等高实心工装。将薄壁齿轮渗碳淬火变形控制在一定的范围内,同时保证不同批次薄壁齿轮渗碳淬火变形的一致性,从而克服现有技术方法的不足。属于薄壁齿轮渗碳淬火技术及其应用领域。

一种渗碳淬火件防变形的方法及装置.pdf
本发明公开了一种渗碳淬火件防变形的方法及装置,涉及渗碳淬火领域,包括A1:检查零件和装置:零件表面和设备的密封性,A2:装载量选择应合适,保证装料盘受力均匀,A3:将装料盘送入预氧化炉,并控制碳浓度,A4:控制预氧化炉内的升温速率,A5:将装料盘从预氧化炉取出,放入渗碳箱,A6:将装料盘从渗碳箱取出,放入淬火箱,A7:将装料盘从淬火箱取出,放入回火池,装置包括装料盘、预氧化炉、渗碳箱、淬火箱、回火池和小车,所述装料盘被吊起在小车上,小车位于预氧化炉正面,预氧化炉右侧设置渗碳箱,渗碳箱右侧设置淬火箱,淬火箱
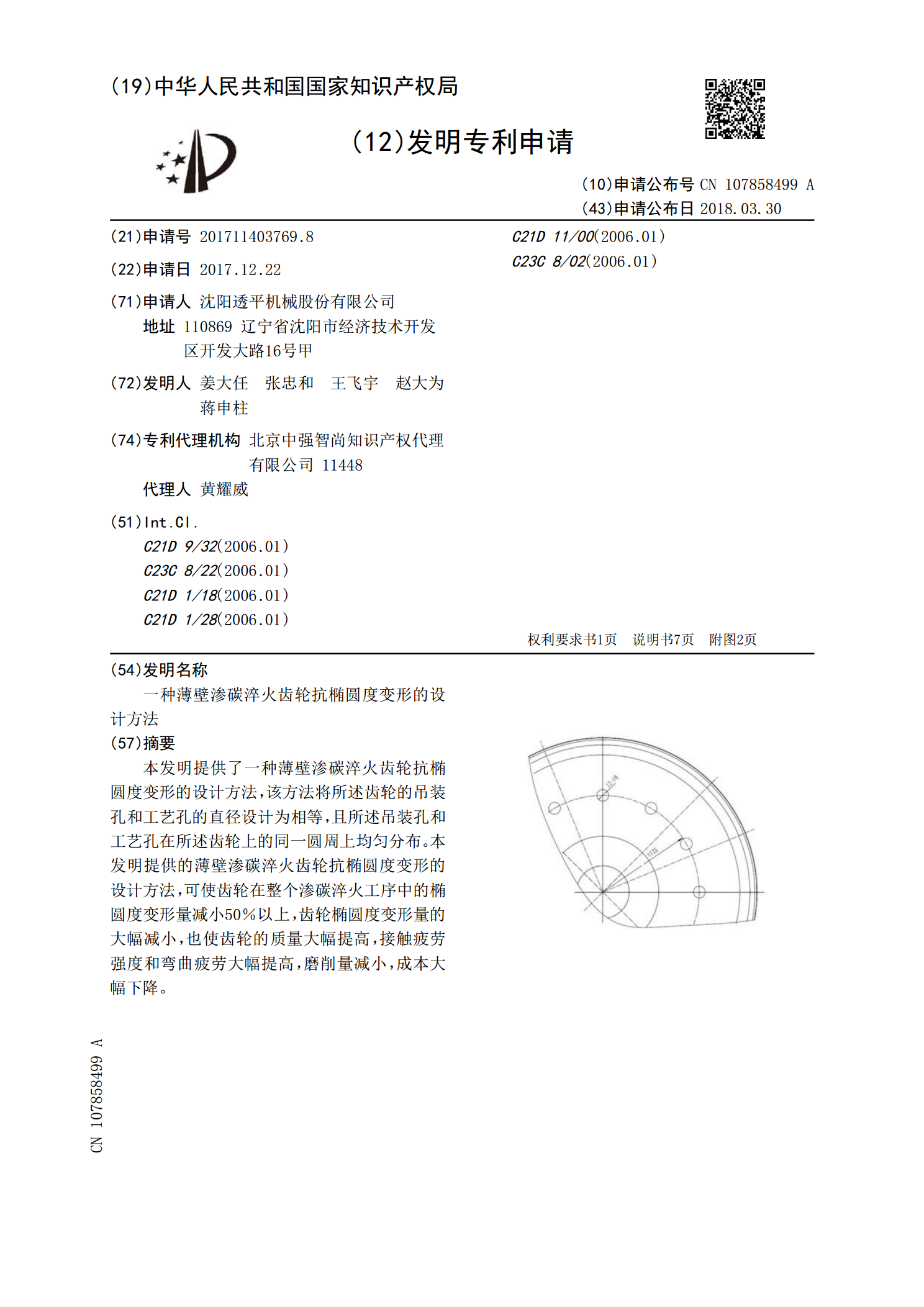
一种薄壁渗碳淬火齿轮抗椭圆度变形的设计方法.pdf
本发明提供了一种薄壁渗碳淬火齿轮抗椭圆度变形的设计方法,该方法将所述齿轮的吊装孔和工艺孔的直径设计为相等,且所述吊装孔和工艺孔在所述齿轮上的同一圆周上均匀分布。本发明提供的薄壁渗碳淬火齿轮抗椭圆度变形的设计方法,可使齿轮在整个渗碳淬火工序中的椭圆度变形量减小50%以上,齿轮椭圆度变形量的大幅减小,也使齿轮的质量大幅提高,接触疲劳强度和弯曲疲劳大幅提高,磨削量减小,成本大幅下降。
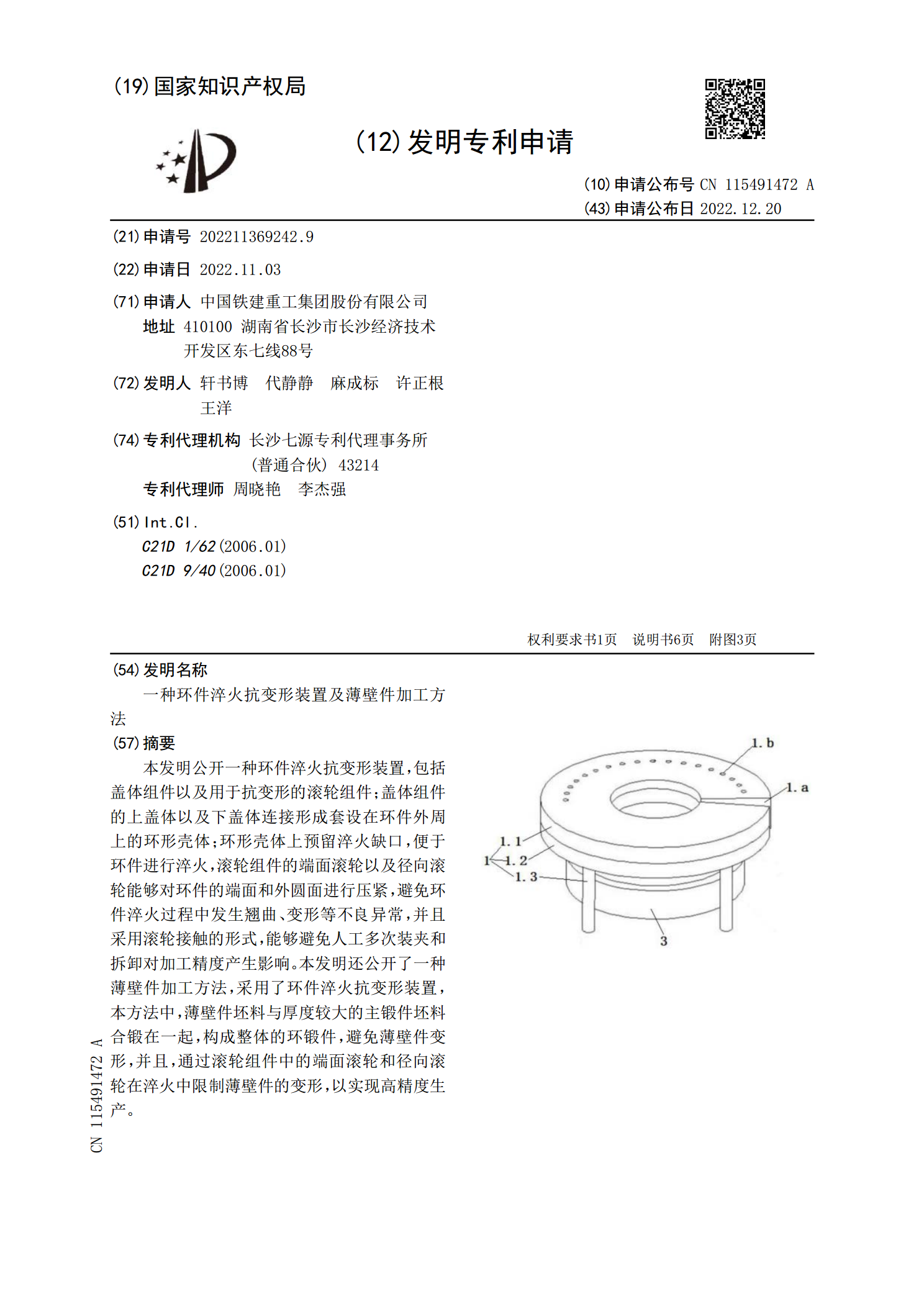
一种环件淬火抗变形装置及薄壁件加工方法.pdf
本发明公开一种环件淬火抗变形装置,包括盖体组件以及用于抗变形的滚轮组件;盖体组件的上盖体以及下盖体连接形成套设在环件外周上的环形壳体;环形壳体上预留淬火缺口,便于环件进行淬火,滚轮组件的端面滚轮以及径向滚轮能够对环件的端面和外圆面进行压紧,避免环件淬火过程中发生翘曲、变形等不良异常,并且采用滚轮接触的形式,能够避免人工多次装夹和拆卸对加工精度产生影响。本发明还公开了一种薄壁件加工方法,采用了环件淬火抗变形装置,本方法中,薄壁件坯料与厚度较大的主锻件坯料合锻在一起,构成整体的环锻件,避免薄壁件变形,并且,通