
一种汽车传动轴用一次冲压成型工艺.pdf

宁馨****找我


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车传动轴用一次冲压成型工艺.pdf
本发明公开了一种汽车传动轴用一次冲压成型工艺,先将棒料放入预热管道中进行预热处理,预热温度为140‑160℃,预热时间为10‑20min,得到预热棒料;再将上述预热棒料放入加热炉内进行加热处理,加热温度为380‑420℃,并保温30‑50min,得到高温棒料;接着将上述高温棒料转移至冲压工装中,利用冲压气缸逐渐将高温棒料压入冲压工装的型腔中,并且冲压气缸继续保持冲压状态;最终采用冷却气枪对准工装的冲压型腔进行气冷,冷却80‑100min后将冲压气缸复位,取出产品,通过上述方式,本发明只需一次冲压即可制得汽
一种定位稳固的汽车钣金冲压成型用模具及其冲压工艺.pdf
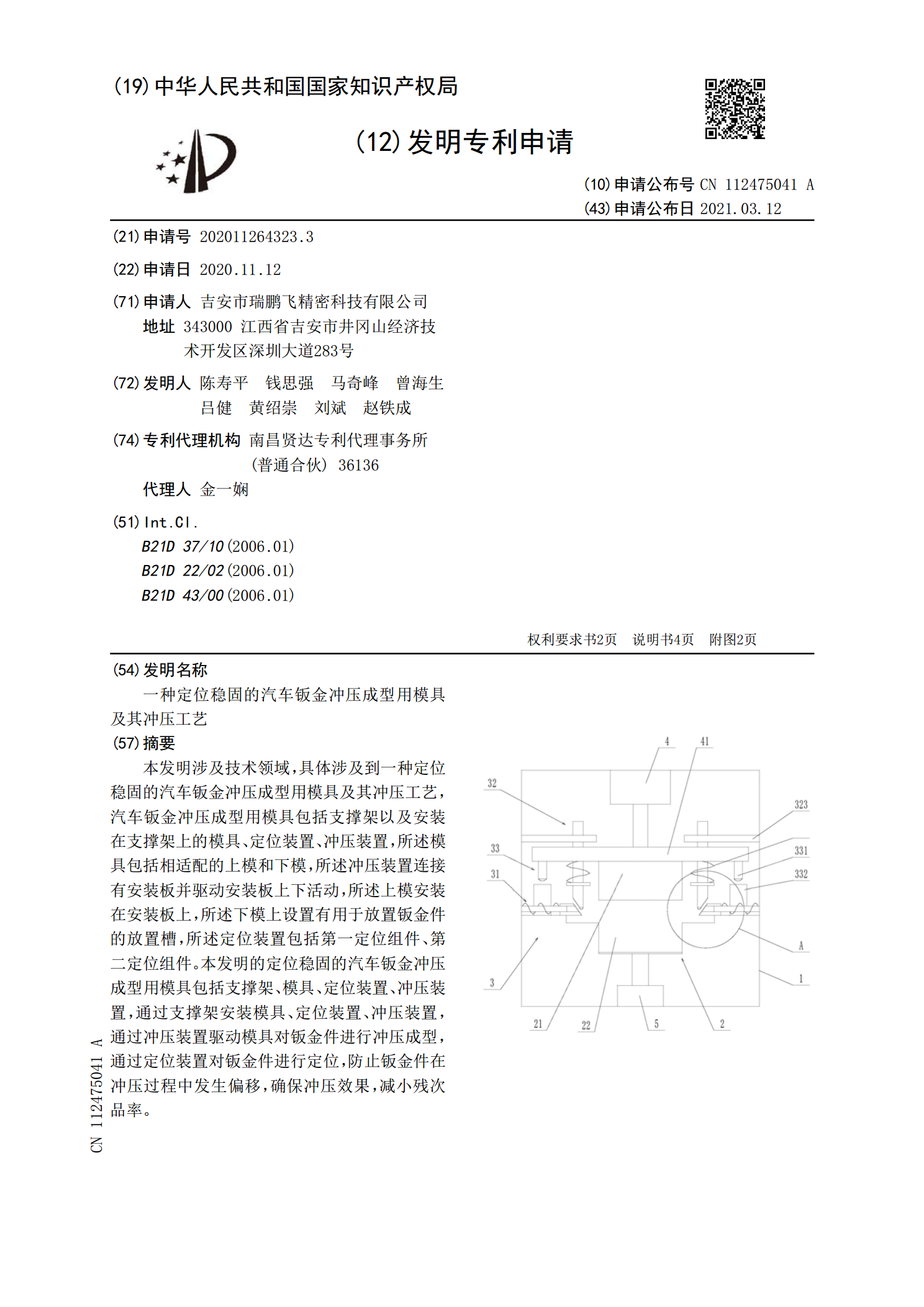
本发明涉及技术领域,具体涉及到一种定位稳固的汽车钣金冲压成型用模具及其冲压工艺,汽车钣金冲压成型用模具包括支撑架以及安装在支撑架上的模具、定位装置、冲压装置,所述模具包括相适配的上模和下模,所述冲压装置连接有安装板并驱动安装板上下活动,所述上模安装在安装板上,所述下模上设置有用于放置钣金件的放置槽,所述定位装置包括第一定位组件、第二定位组件。本发明的定位稳固的汽车钣金冲压成型用模具包括支撑架、模具、定位装置、冲压装置,通过支撑架安装模具、定位装置、冲压装置,通过冲压装置驱动模具对钣金件进行冲压成型,通过定
汽车用钣金部件深拉延冲压成型工艺.pdf
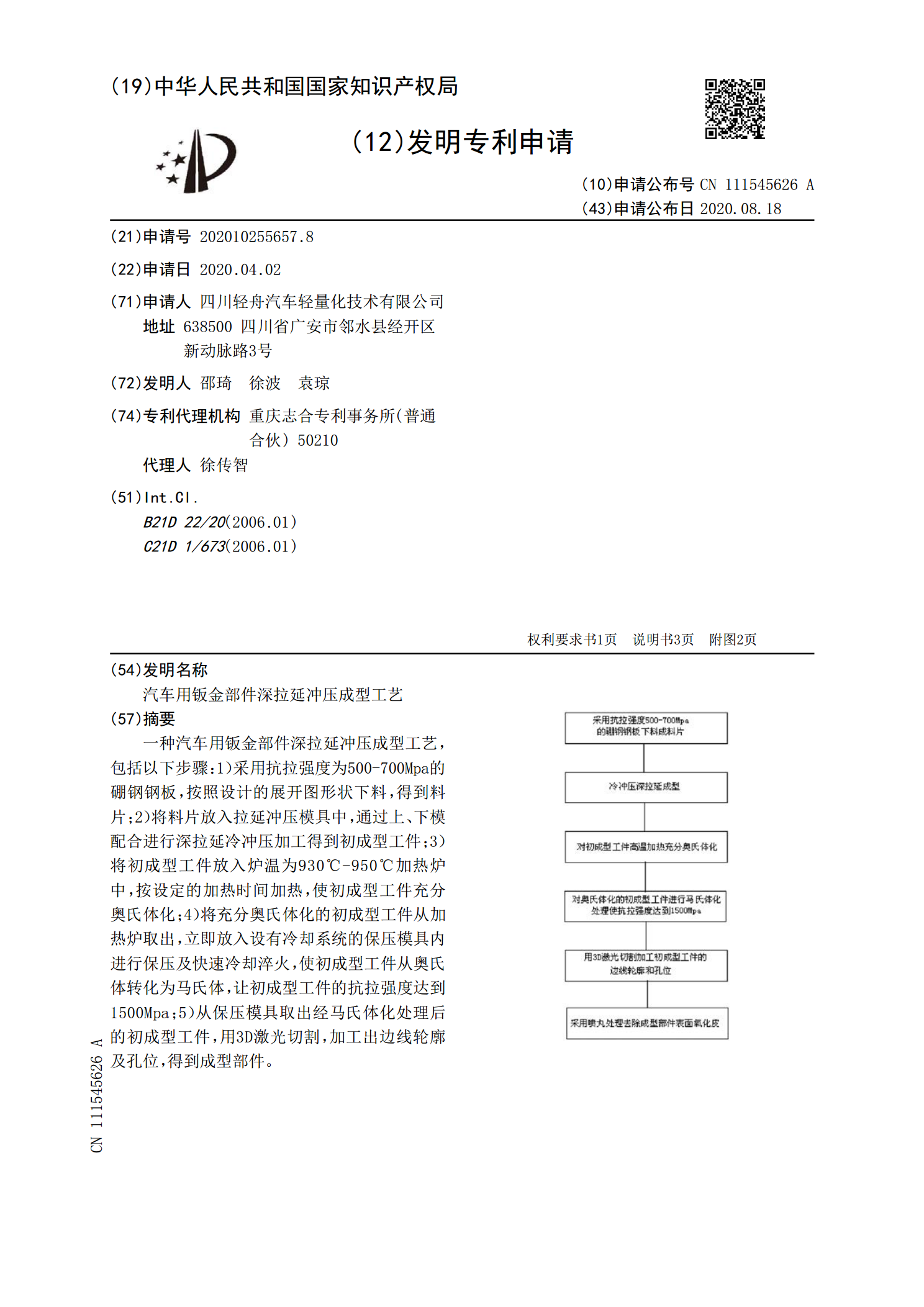
一种汽车用钣金部件深拉延冲压成型工艺,包括以下步骤:1)采用抗拉强度为500‑700Mpa的硼钢钢板,按照设计的展开图形状下料,得到料片;2)将料片放入拉延冲压模具中,通过上、下模配合进行深拉延冷冲压加工得到初成型工件;3)将初成型工件放入炉温为930℃‑950℃加热炉中,按设定的加热时间加热,使初成型工件充分奥氏体化;4)将充分奥氏体化的初成型工件从加热炉取出,立即放入设有冷却系统的保压模具内进行保压及快速冷却淬火,使初成型工件从奥氏体转化为马氏体,让初成型工件的抗拉强度达到1500Mpa;5)从保压模
一种汽车高强度钢板冲压成型工艺.pdf
本发明提供了一种汽车高强度钢板冲压成型工艺,包括如下步骤:1)将板材原料冲压成所需外轮廓钢板坯料;2)将上述坯料进行加热和保温操作,然后冷却降温至350~380℃,保温20~30s后,在钢板坯料表面涂覆一层硅酸镁的乙醇溶液,涂覆厚度为1~2mm,将涂覆物表面晾干;3)将步骤2)处理后的钢板坯料放入加热炉内进行完全奥氏体化,从加热炉中取出迅速放进热成型模具中,对钢板坯料进行高温冲压成形,然后保压8~12s;4)在模具中以32~35℃/s的冷却速度冷却至室温;5)取出成型件进行后续处理即得。本发明提供的工艺可

汽车传动轴冷挤压成型工艺研究概述.docx
汽车传动轴冷挤压成型工艺研究概述随着汽车工业的迅速发展,汽车传动轴作为汽车动力传输的核心部件之一,其质量和性能的要求也越来越高。传统的汽车传动轴制造工艺往往需要多道工序,包括锻造、车削、磨削等,在工艺上存在一定的局限性和不足。为了提高传动轴的质量和性能,以及降低生产成本,冷挤压成型工艺逐渐引起了人们的关注和研究。冷挤压成型是一种将金属坯料经过一系列挤压操作,塑性变形成复杂形状的零件的制造方法。相比于传统的制造方法,冷挤压成型具有以下几方面的优势:1.提高材料利用率:冷挤压成型时,可通过合理的模具设计和挤压