
一种蒸汽轮机高压主气阀铸件的铸造方法.pdf

飞飙****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种蒸汽轮机高压主气阀铸件的铸造方法.pdf
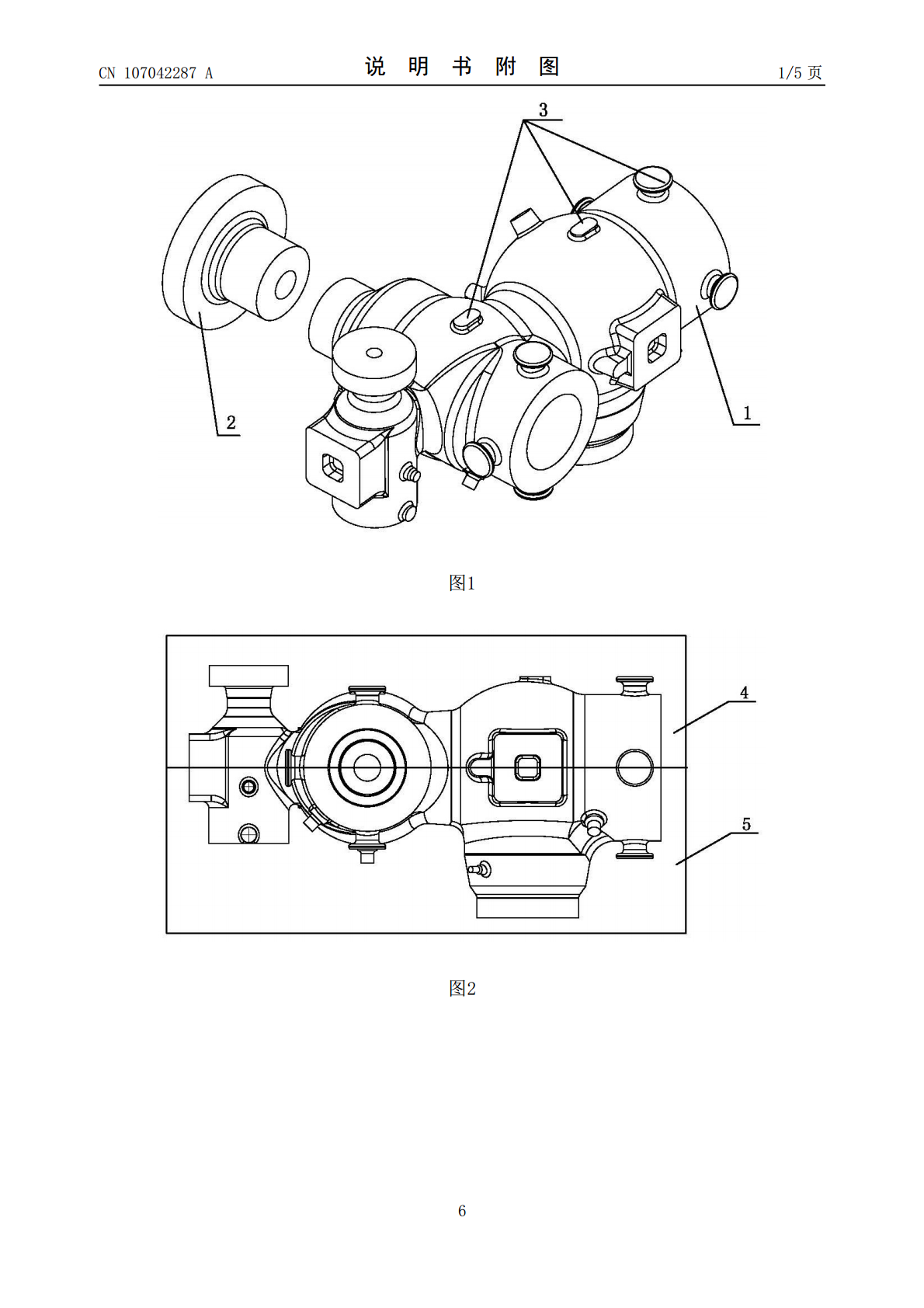
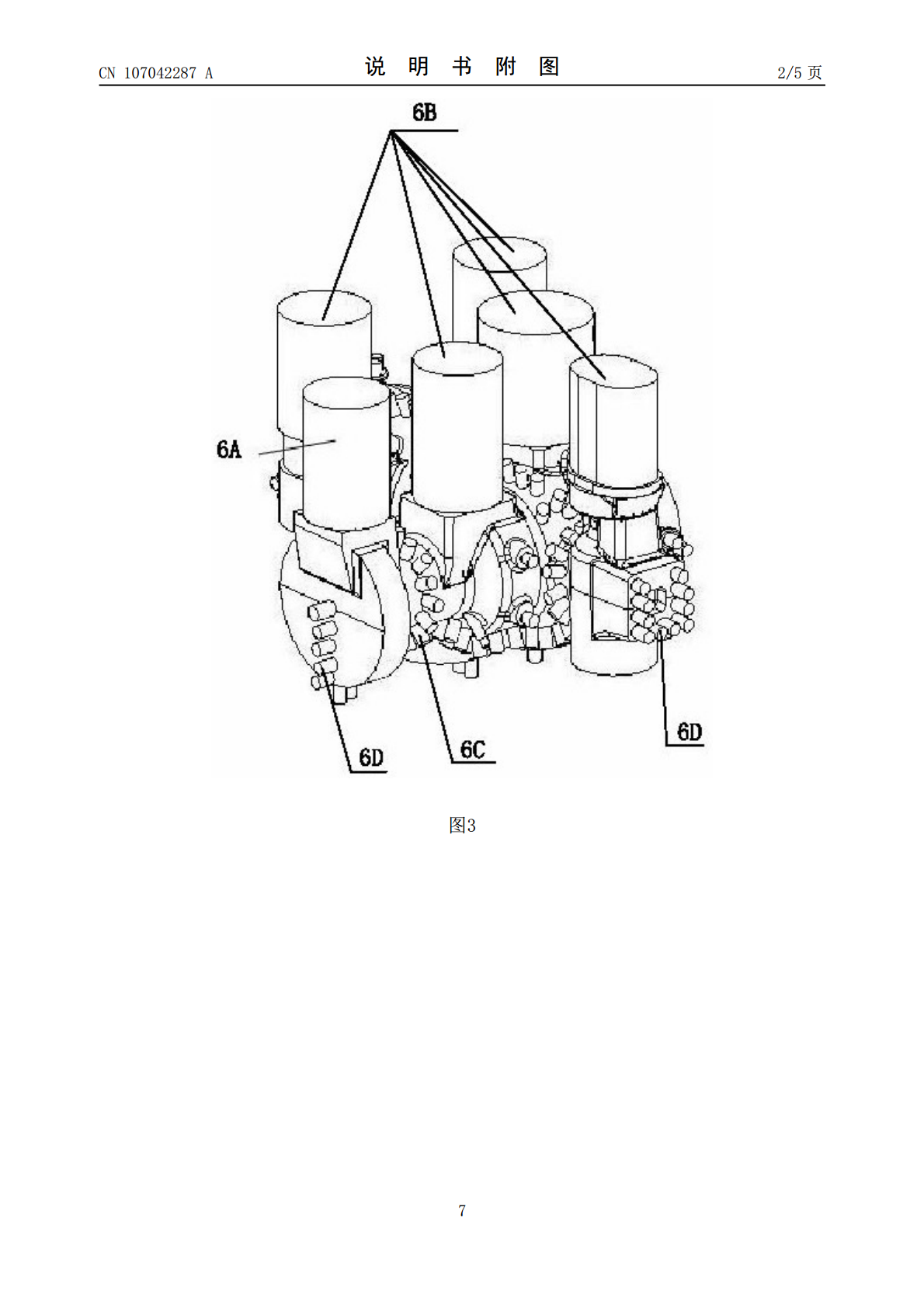
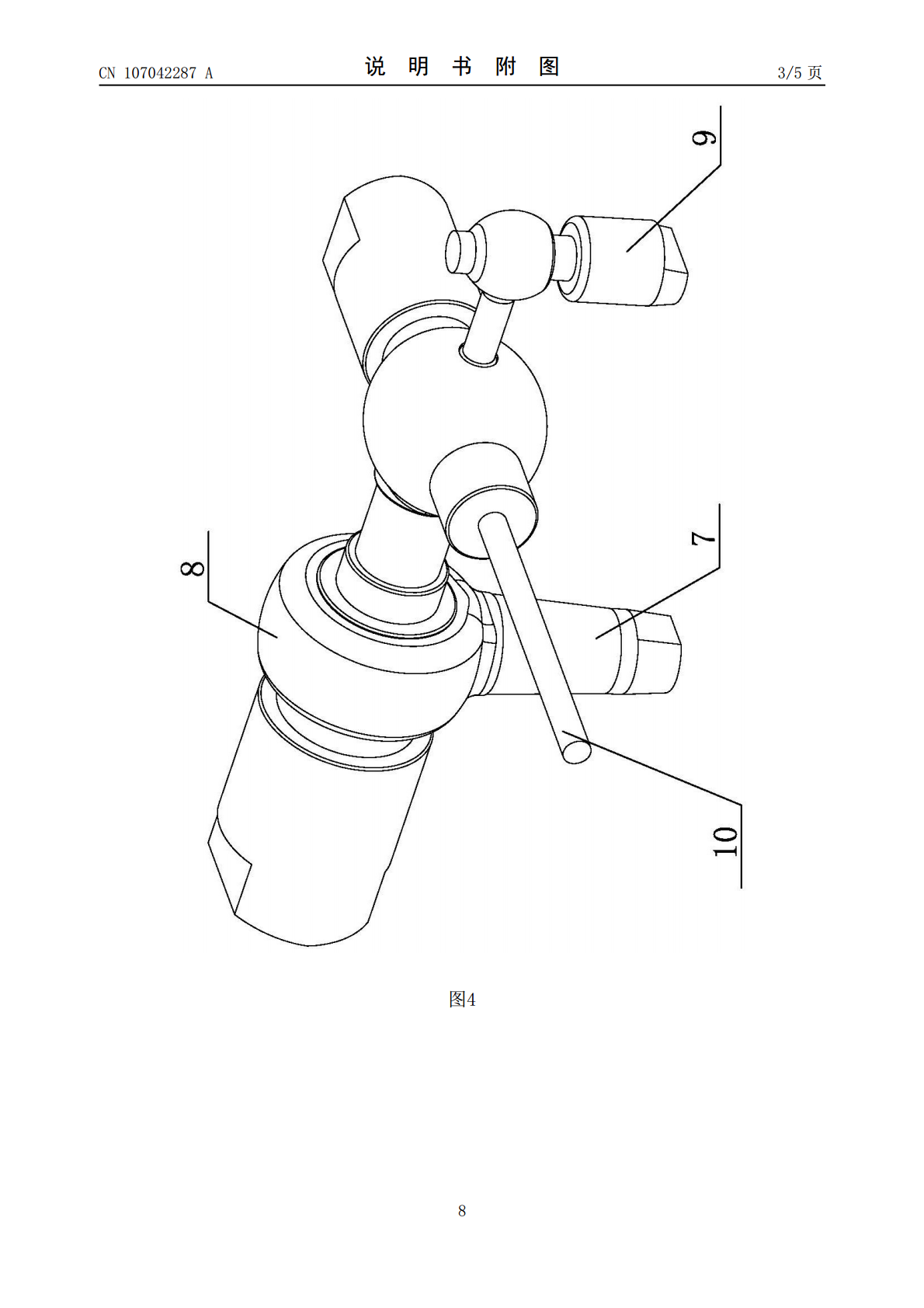
本发明涉及铸造技术领域,特别涉及一种蒸汽轮机高压主气阀铸件的铸造方法,本发明的铸造方法从铸件造型方案确定、冒口及冷铁设计、砂芯结构设计、浇注系统设计四方面进行工艺改进,将法兰与铸件本体整体铸造,在铸件的法兰部位采用钢棒充当内冷铁,避免了法兰内径粘砂及夹砂的缺陷,同时钢棒的激冷作用保证了此关键区域的组织致密;本发明的铸造方法中,只需要上箱和下箱两箱,减少造型工作量,并且省去后期的焊接工序,缩短生产周期和铸造工艺成本。
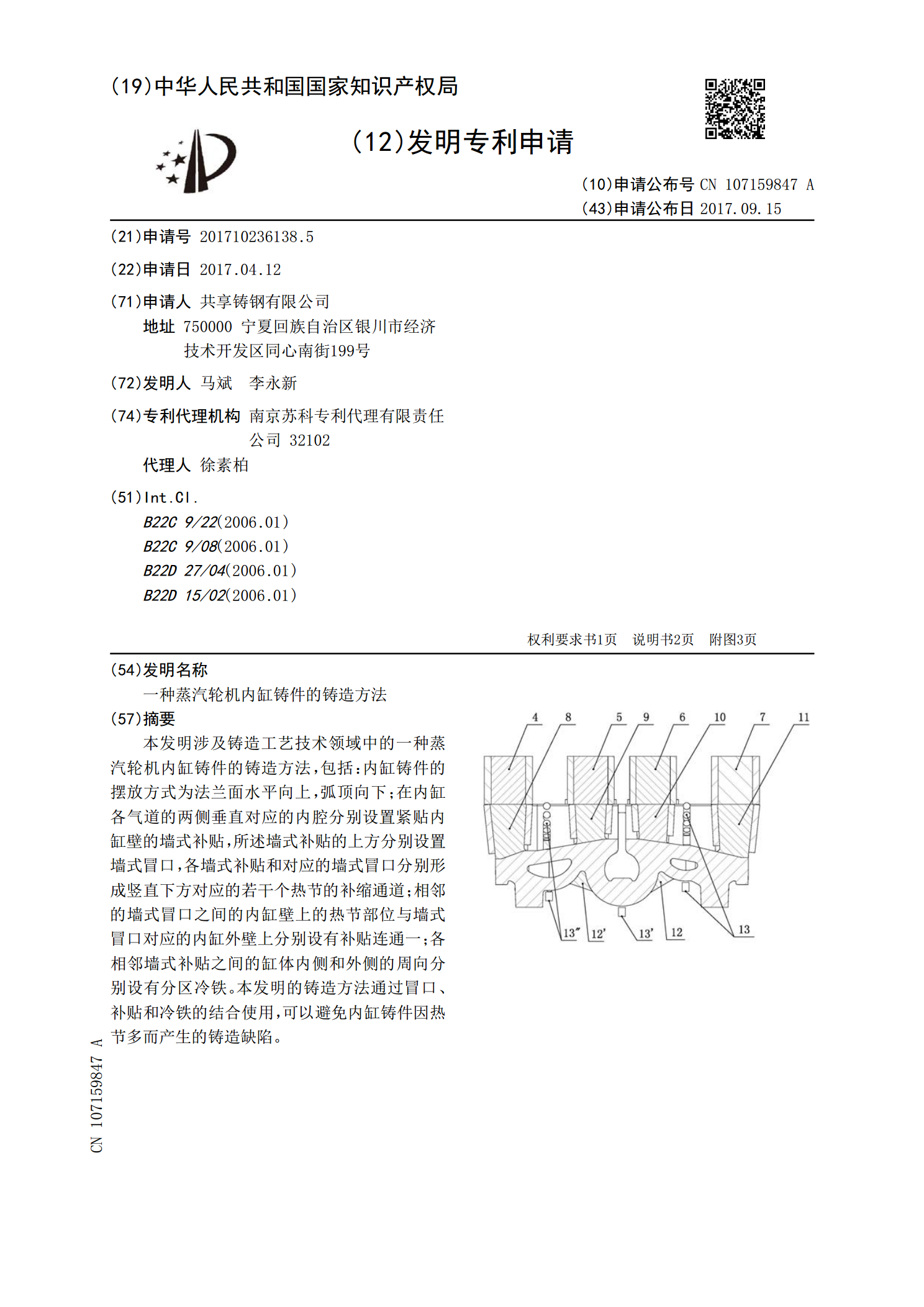
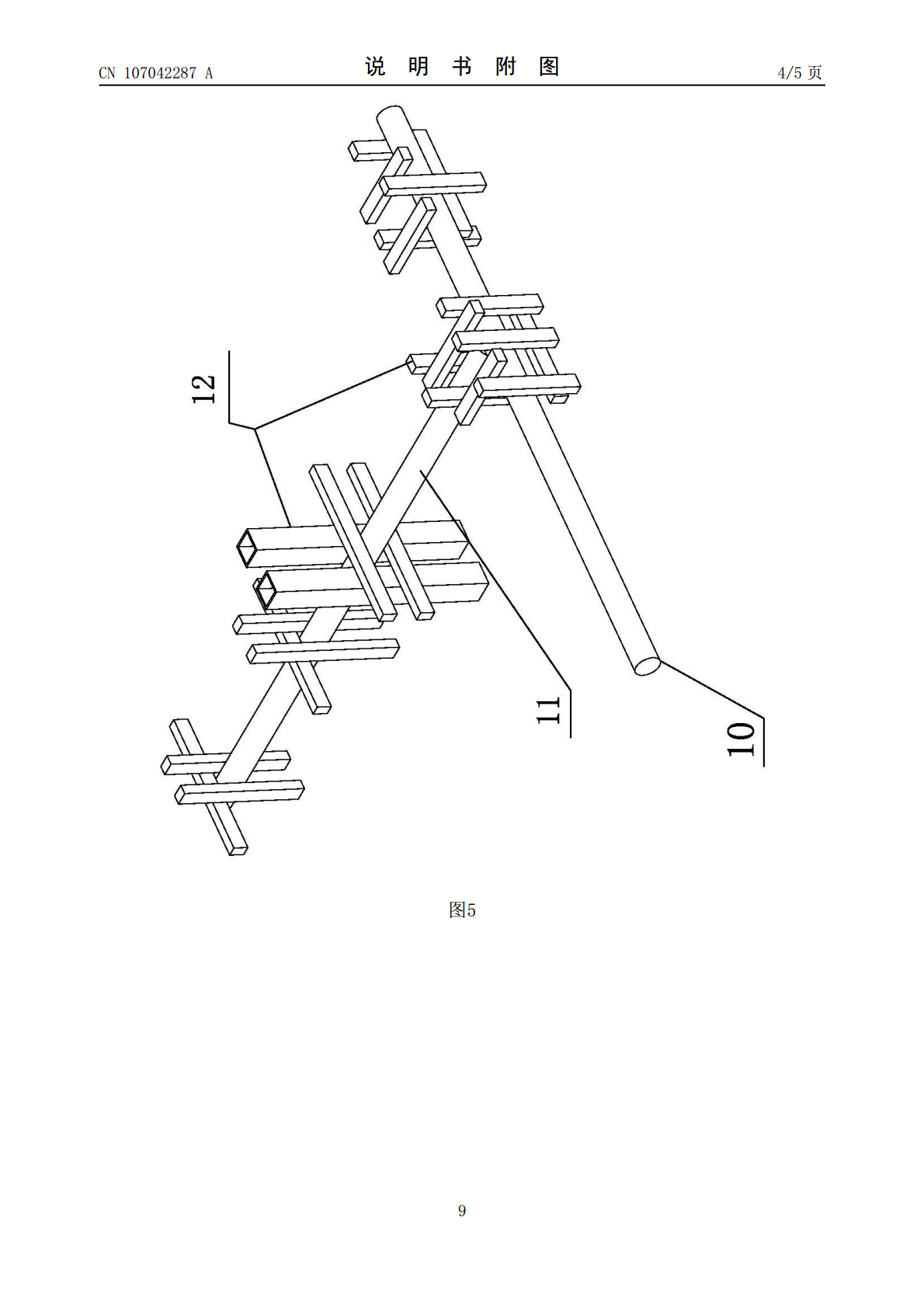
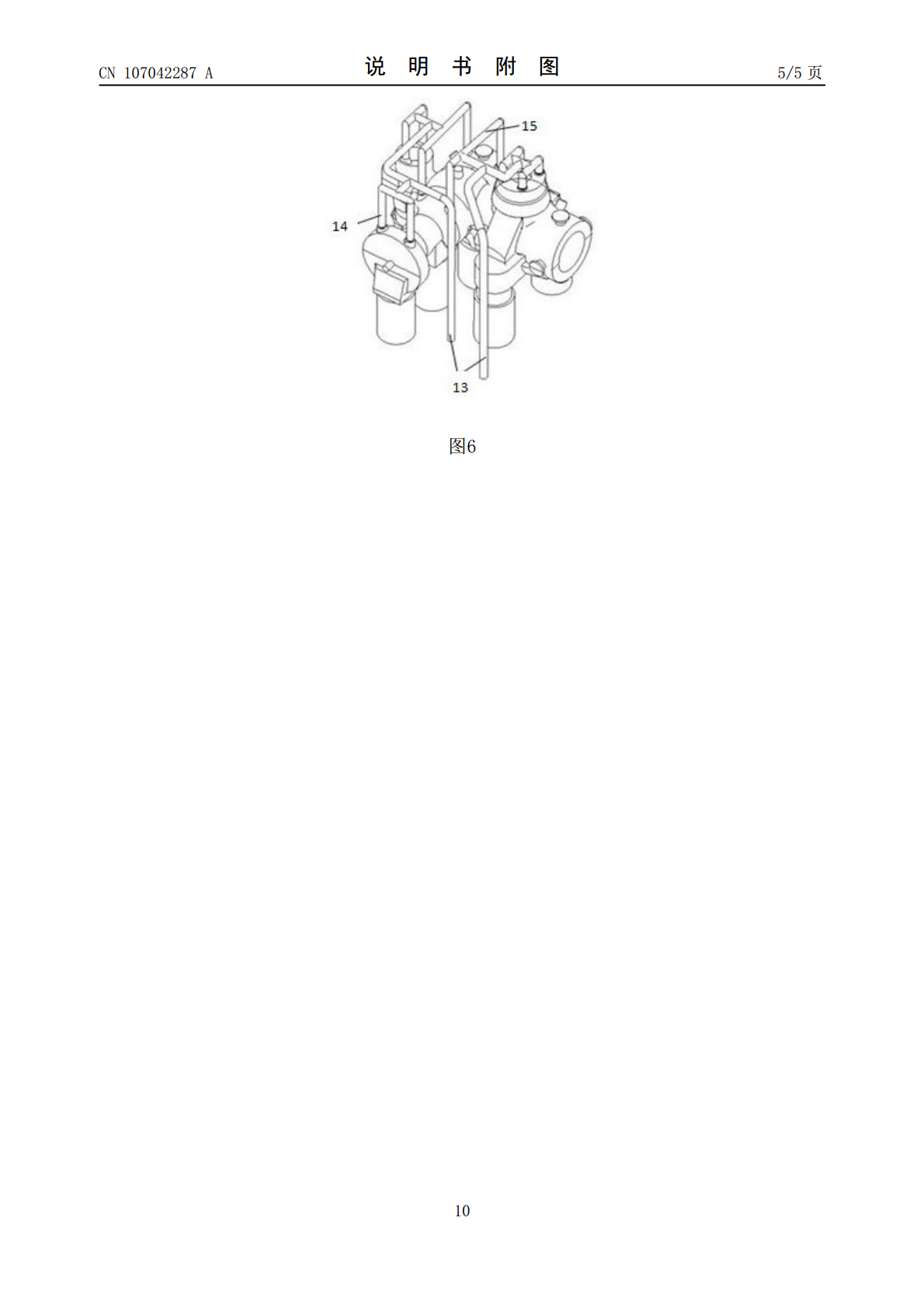
一种蒸汽轮机内缸铸件的铸造方法.pdf
本发明涉及铸造工艺技术领域中的一种蒸汽轮机内缸铸件的铸造方法,包括:内缸铸件的摆放方式为法兰面水平向上,弧顶向下;在内缸各气道的两侧垂直对应的内腔分别设置紧贴内缸壁的墙式补贴,所述墙式补贴的上方分别设置墙式冒口,各墙式补贴和对应的墙式冒口分别形成竖直下方对应的若干个热节的补缩通道;相邻的墙式冒口之间的内缸壁上的热节部位与墙式冒口对应的内缸外壁上分别设有补贴连通一;各相邻墙式补贴之间的缸体内侧和外侧的周向分别设有分区冷铁。本发明的铸造方法通过冒口、补贴和冷铁的结合使用,可以避免内缸铸件因热节多而产生的铸造缺
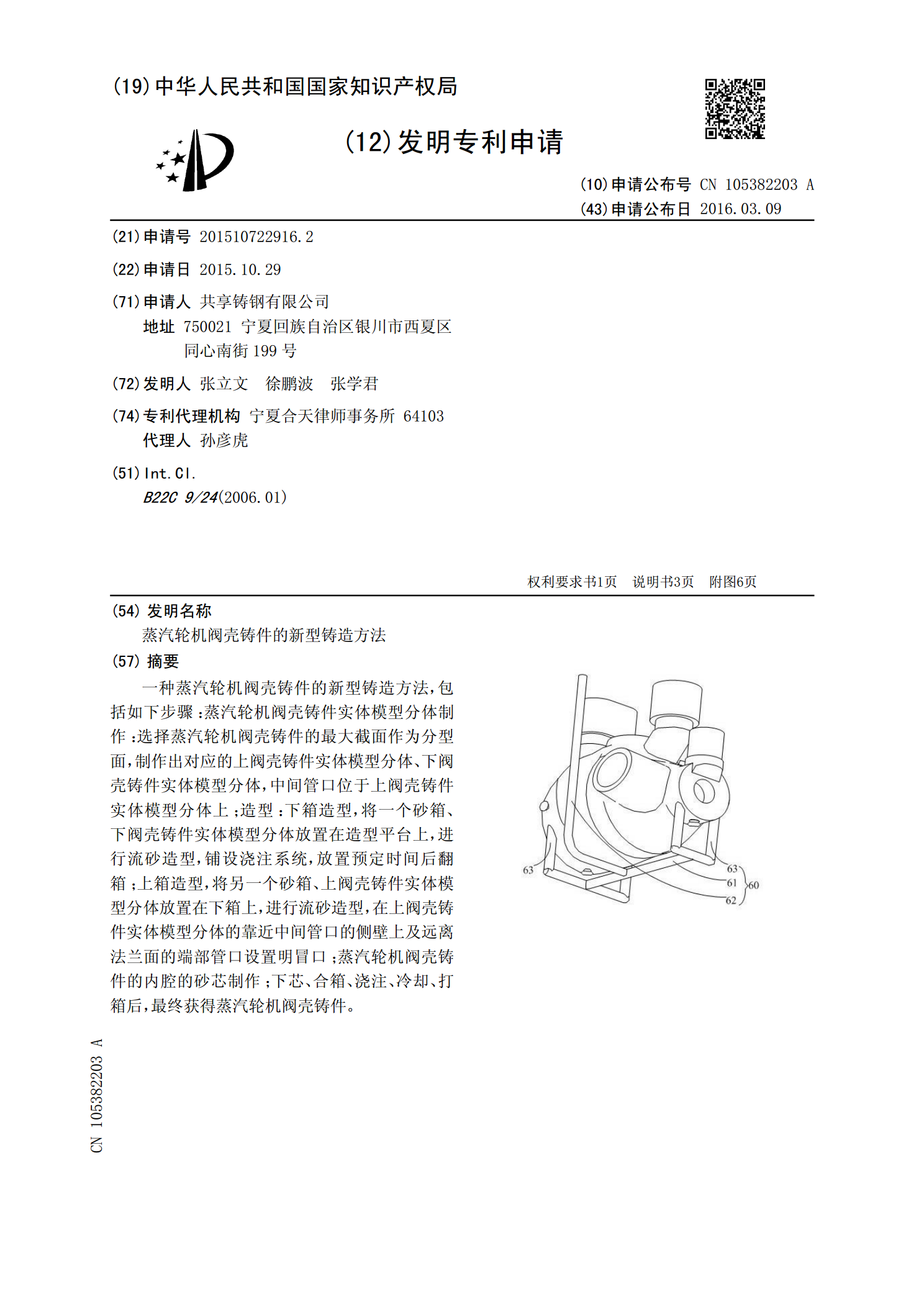
蒸汽轮机阀壳铸件的新型铸造方法.pdf
一种蒸汽轮机阀壳铸件的新型铸造方法,包括如下步骤:蒸汽轮机阀壳铸件实体模型分体制作:选择蒸汽轮机阀壳铸件的最大截面作为分型面,制作出对应的上阀壳铸件实体模型分体、下阀壳铸件实体模型分体,中间管口位于上阀壳铸件实体模型分体上;造型:下箱造型,将一个砂箱、下阀壳铸件实体模型分体放置在造型平台上,进行流砂造型,铺设浇注系统,放置预定时间后翻箱;上箱造型,将另一个砂箱、上阀壳铸件实体模型分体放置在下箱上,进行流砂造型,在上阀壳铸件实体模型分体的靠近中间管口的侧壁上及远离法兰面的端部管口设置明冒口;蒸汽轮机阀壳铸件
一种厚壁气轮机高压外缸进气端铸件的铸造方法.pdf
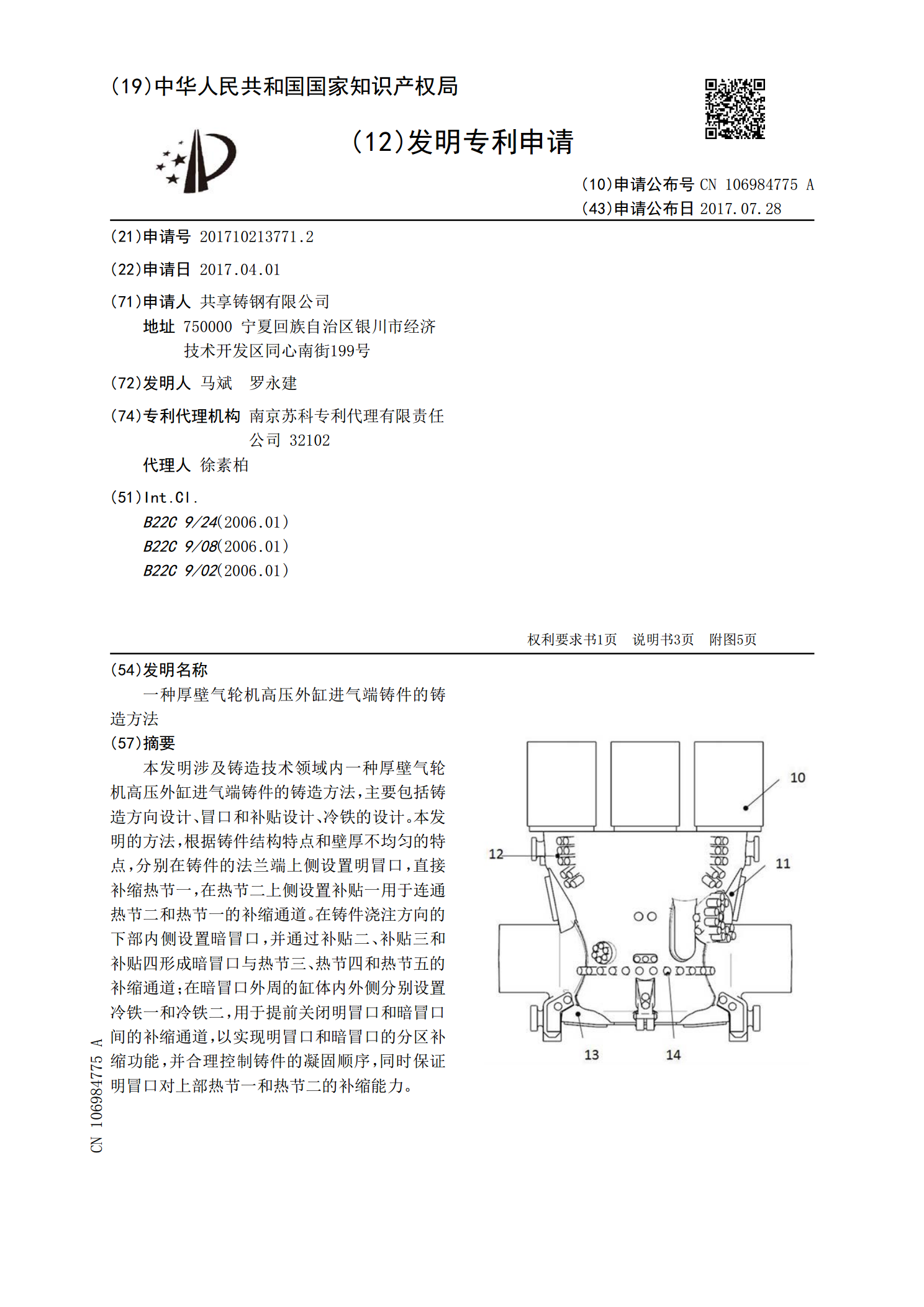
本发明涉及铸造技术领域内一种厚壁气轮机高压外缸进气端铸件的铸造方法,主要包括铸造方向设计、冒口和补贴设计、冷铁的设计。本发明的方法,根据铸件结构特点和壁厚不均匀的特点,分别在铸件的法兰端上侧设置明冒口,直接补缩热节一,在热节二上侧设置补贴一用于连通热节二和热节一的补缩通道。在铸件浇注方向的下部内侧设置暗冒口,并通过补贴二、补贴三和补贴四形成暗冒口与热节三、热节四和热节五的补缩通道;在暗冒口外周的缸体内外侧分别设置冷铁一和冷铁二,用于提前关闭明冒口和暗冒口间的补缩通道,以实现明冒口和暗冒口的分区补缩功能,并

铸件的内生蒸汽冷却铸造方法.pdf
本发明涉及一种铸件的内生蒸汽冷却铸造方法,包括以下步骤:将一个或多个带有多个小孔的细金属软管放入铸件埋管中,细金属软管与铸件埋管之间留有空隙,细金属软管与铸件埋管一起弯成一定形状;造上下箱砂型,并将上一步骤的弯好的铸件埋管放入砂型,将细金属软管与供水系统相连接;将金属熔液注入砂型,同时利用供水系统向细金属软管中通水,浇注完毕后,待铸件全部凝固后停止供水,待铸件冷却后进行落砂清理,得到铸件。本发明的铸件内生蒸汽冷却铸造方法安全高效、简单易行、值得大范围推广。