
一种厚壁气轮机高压外缸进气端铸件的铸造方法.pdf

猫巷****晓容


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚壁气轮机高压外缸进气端铸件的铸造方法.pdf
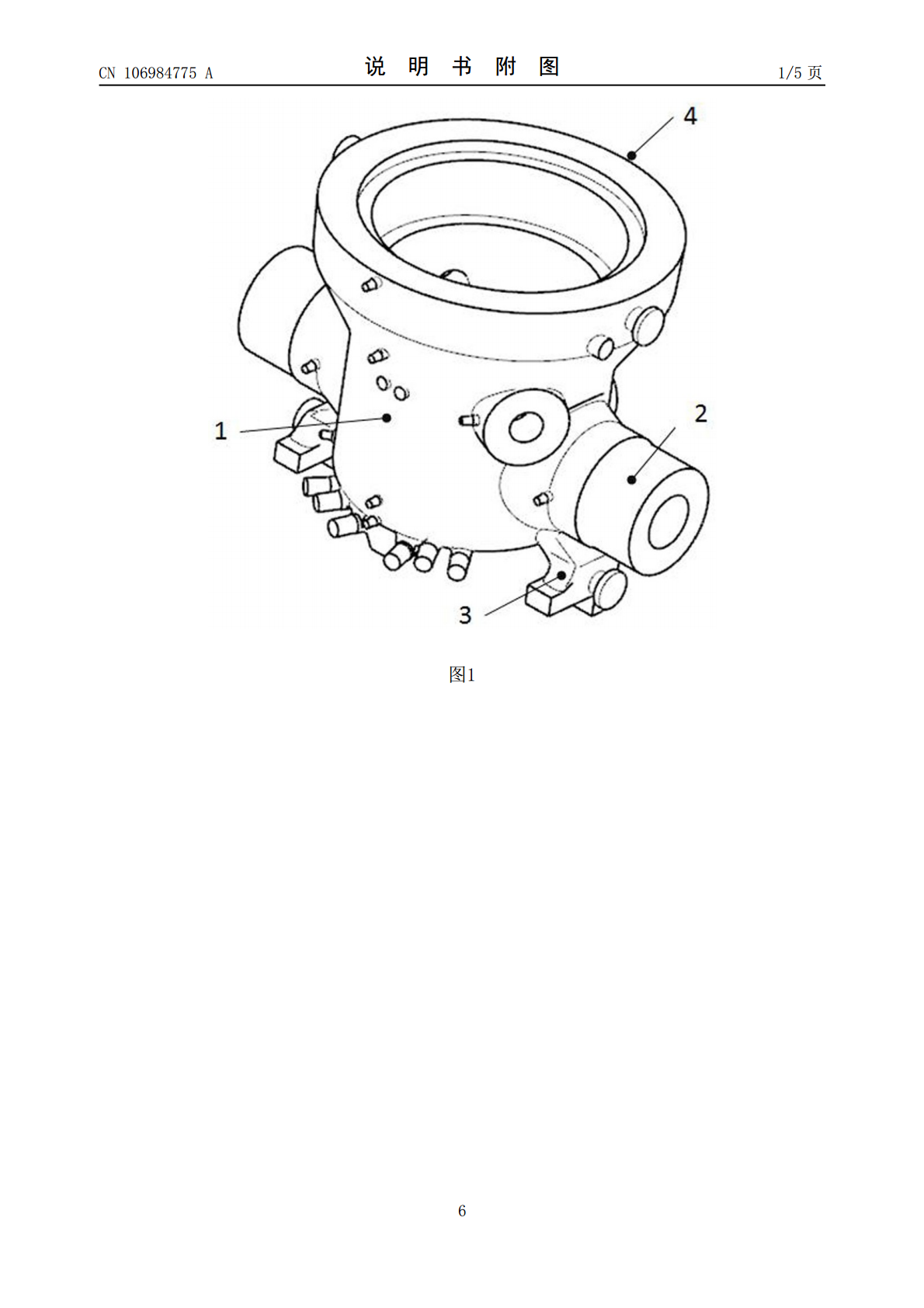
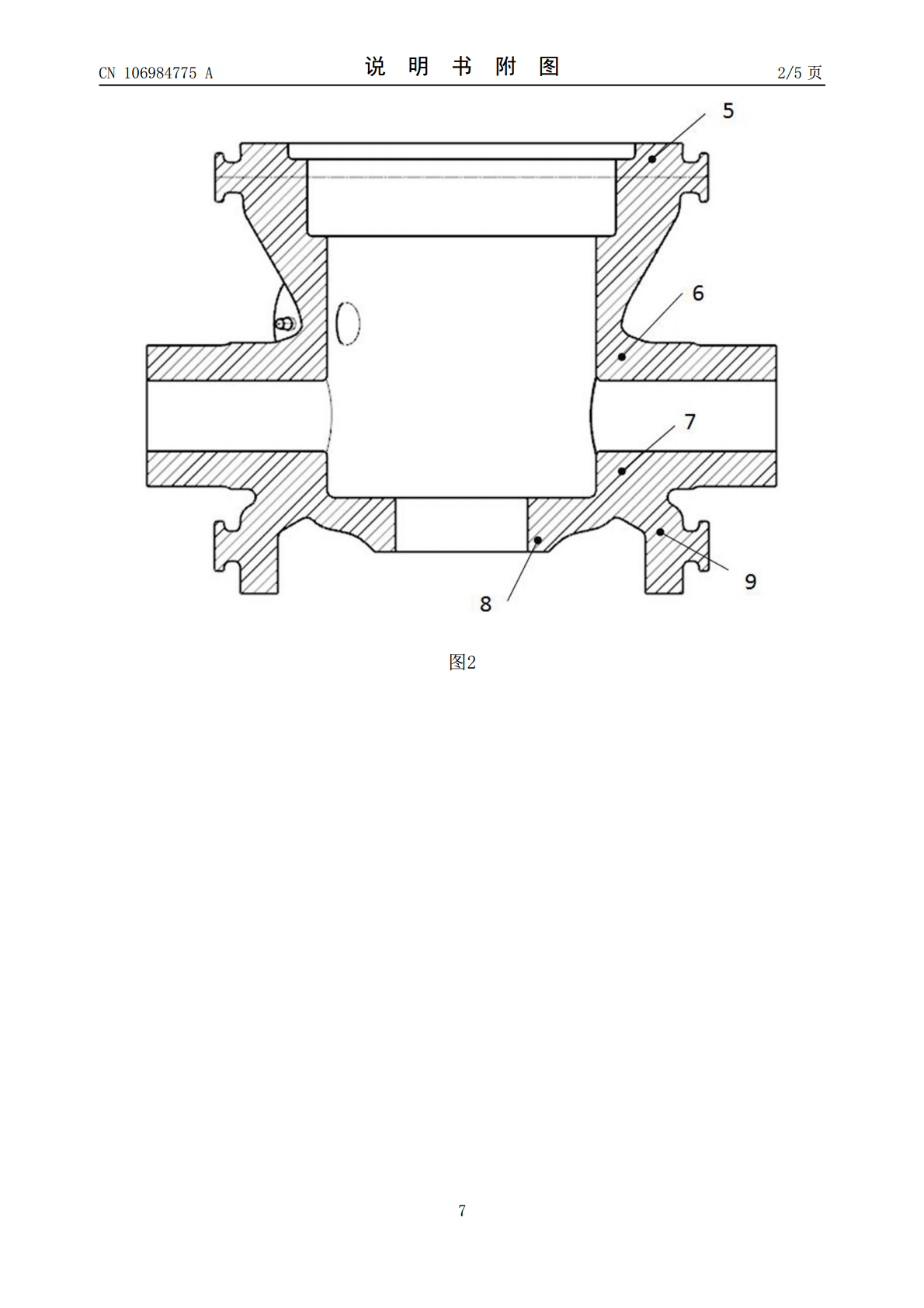
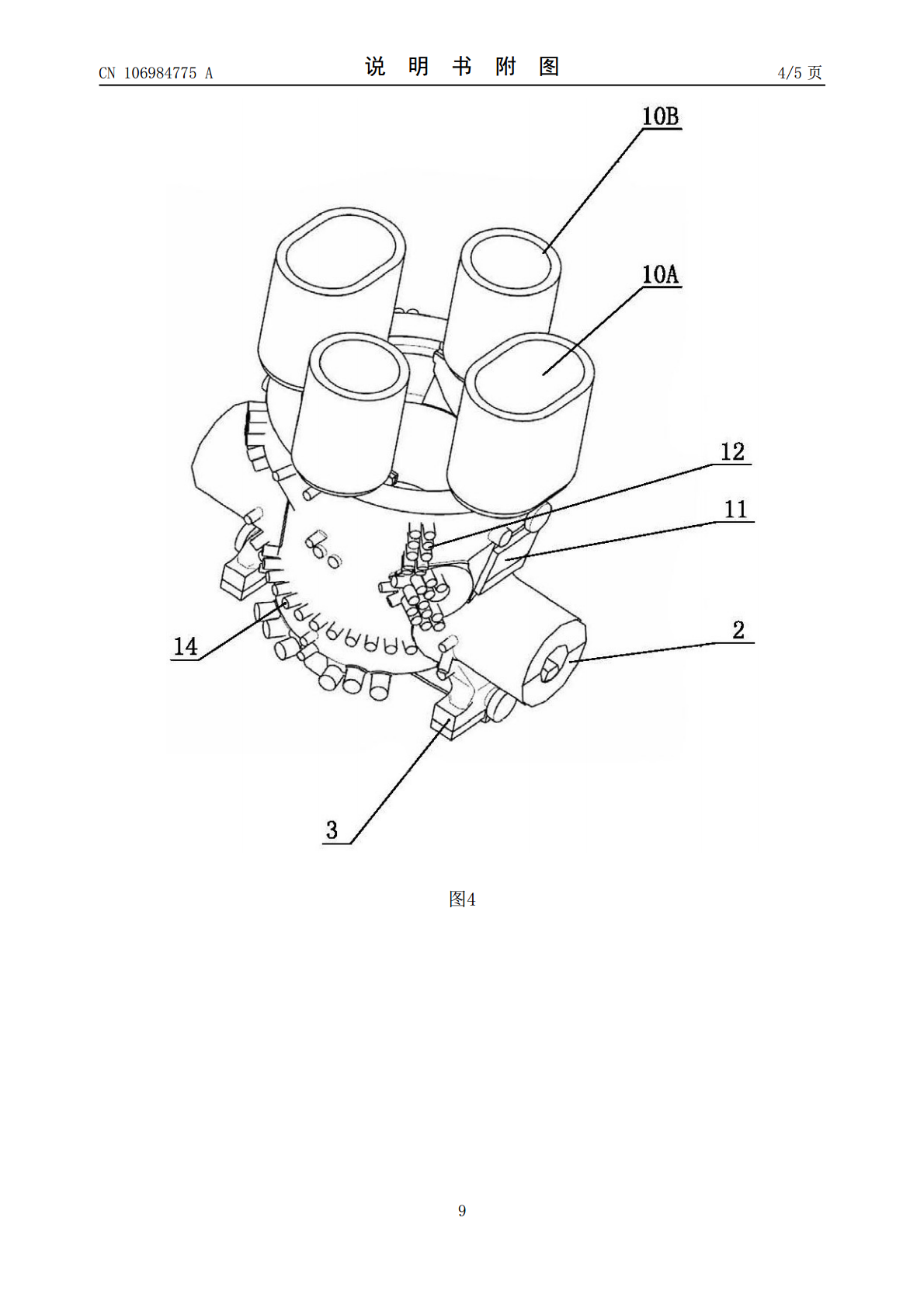
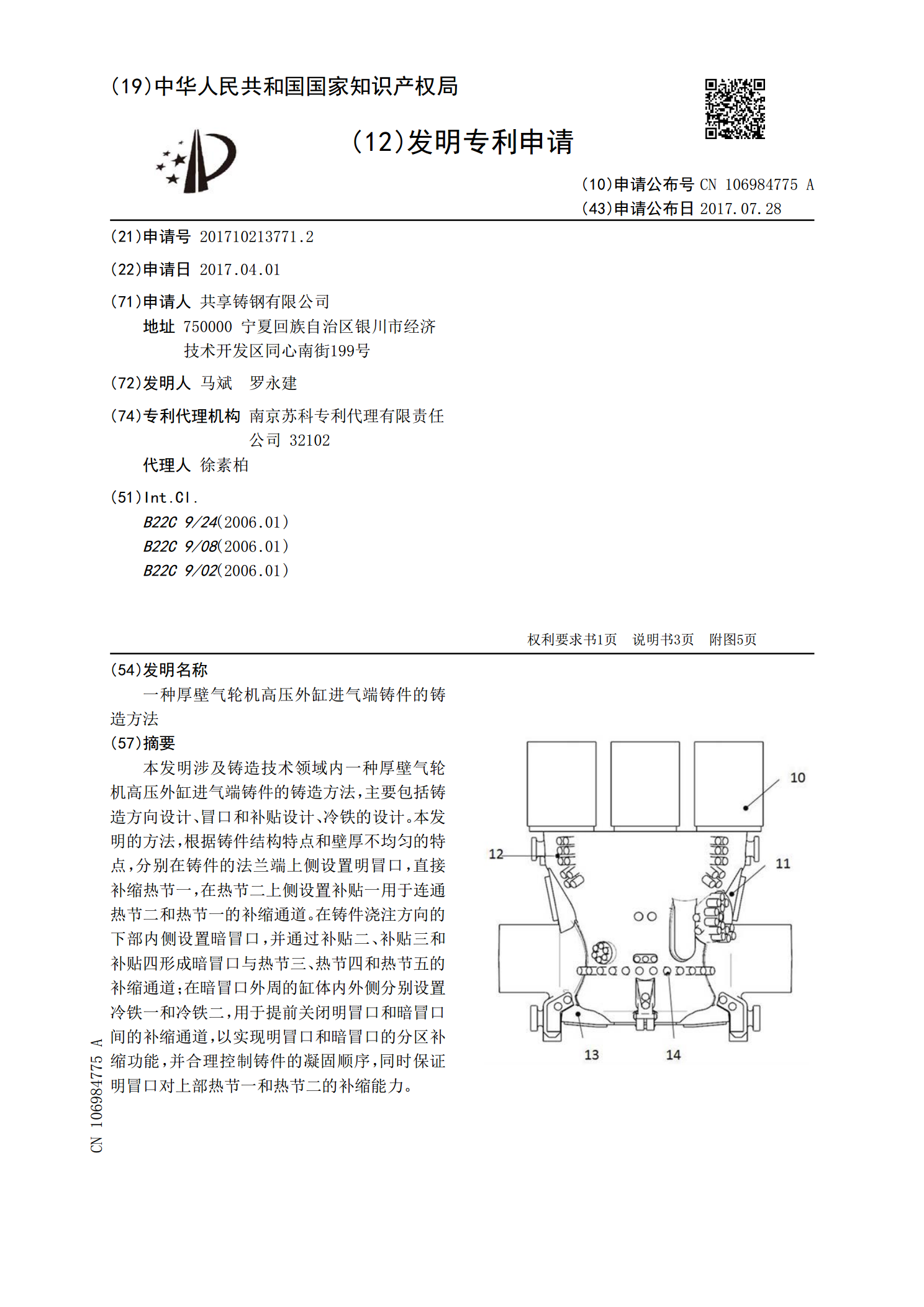
本发明涉及铸造技术领域内一种厚壁气轮机高压外缸进气端铸件的铸造方法,主要包括铸造方向设计、冒口和补贴设计、冷铁的设计。本发明的方法,根据铸件结构特点和壁厚不均匀的特点,分别在铸件的法兰端上侧设置明冒口,直接补缩热节一,在热节二上侧设置补贴一用于连通热节二和热节一的补缩通道。在铸件浇注方向的下部内侧设置暗冒口,并通过补贴二、补贴三和补贴四形成暗冒口与热节三、热节四和热节五的补缩通道;在暗冒口外周的缸体内外侧分别设置冷铁一和冷铁二,用于提前关闭明冒口和暗冒口间的补缩通道,以实现明冒口和暗冒口的分区补缩功能,并

简单厚壁铸件的铸造方法研究.pptx
简单厚壁铸件的铸造方法研究目录铸造方法概述铸造方法的分类铸造方法的选择依据简单厚壁铸件的特点铸造材料的选择铸钢的种类和特性铸铁的种类和特性铸造有色金属的种类和特性材料选择的原则和方法铸造工艺设计浇注系统的设计冒口和出气孔的设计冷却系统的设计铸造工艺参数的选择铸造缺陷及其防止措施铸造缺陷的分类和成因常见铸造缺陷的防止措施铸造缺陷的检测与修复方法铸造过程控制与优化铸造过程的监测与控制铸造工艺优化的方法和技术铸造过程的数值模拟与仿真技术铸造过程的智能化和绿色化发展应用实例与分析简单厚壁铸件的应用领域和实例介绍实

顶盖厚壁铜铸件铸造工艺改进.docx
顶盖厚壁铜铸件铸造工艺改进标题:顶盖厚壁铜铸件铸造工艺改进摘要:本文旨在对顶盖厚壁铜铸件的铸造工艺进行全面的改进,以提高产品质量和生产效率。通过优化原有的铸造工艺流程、改进熔炼和浇注方案,以及选用合适的模具材料和工艺参数等,该研究在提高生产效率的同时确保了产品质量,取得了一定的改进效果。一、引言顶盖厚壁铜铸件广泛应用于航空航天、能源和交通等领域,其质量和性能直接影响到系统的安全性和可靠性。然而,由于其复杂的几何形状和铸造过程中的特殊要求,传统的铸造工艺存在一些问题,如气孔、缩松等缺陷。因此,对顶盖厚壁铜铸

外齿槽带凸台的厚截面轮型铸件铸造方法.pdf
本发明公开了一种外齿槽带凸台的厚截面轮型铸件铸造方法,包括;利用热节圆滚圆法设置热节向轴孔内倾斜的斜度,形成圆台形轴孔孔芯,同时使用发热冒口进行补缩;在齿槽凸台外侧面设置第一冷铁;熔炼后期加入0.3%‑0.5%稀土硅铁合金进行变质及微合金处理;采用复合脱氧的方式进行终脱氧;控制浇注温度为1540‑1550℃进行浇注。通过轴孔优化补贴设置与外冷铁配合的方法调整铸件的凝固顺序和时间,实现异形铸件的整体的顺序凝固和局部的同时凝固,最大限度的发挥顶端冒口的补缩作用,杜绝齿槽凸台部位的缩松、疏松类缺陷的产生,并通过

测量铸件壁厚的新方法.docx
测量铸件壁厚的新方法题目:基于光学测量技术的铸件壁厚测量新方法Abstract:本论文主要探讨了一种基于光学测量技术的新方法用于测量铸件壁厚。传统的铸件壁厚测量方法存在许多问题,如操作复杂、测量精度低等。本文提出的新方法基于光学原理,利用光学传感器实现对铸件壁厚的非接触式测量。通过对铸件壁厚测量原理的研究和实验验证,结果表明该方法具有较高的测量精度和可靠性,为铸件壁厚测量提供了一种新的解决方案。1.引言铸件壁厚是评估铸件质量的重要指标之一。而传统的测量方法主要依靠切割铸件、显微镜观察等方式,操作繁琐且对铸