
蒸汽轮机阀壳铸件的新型铸造方法.pdf

是翠****ng


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
蒸汽轮机阀壳铸件的新型铸造方法.pdf
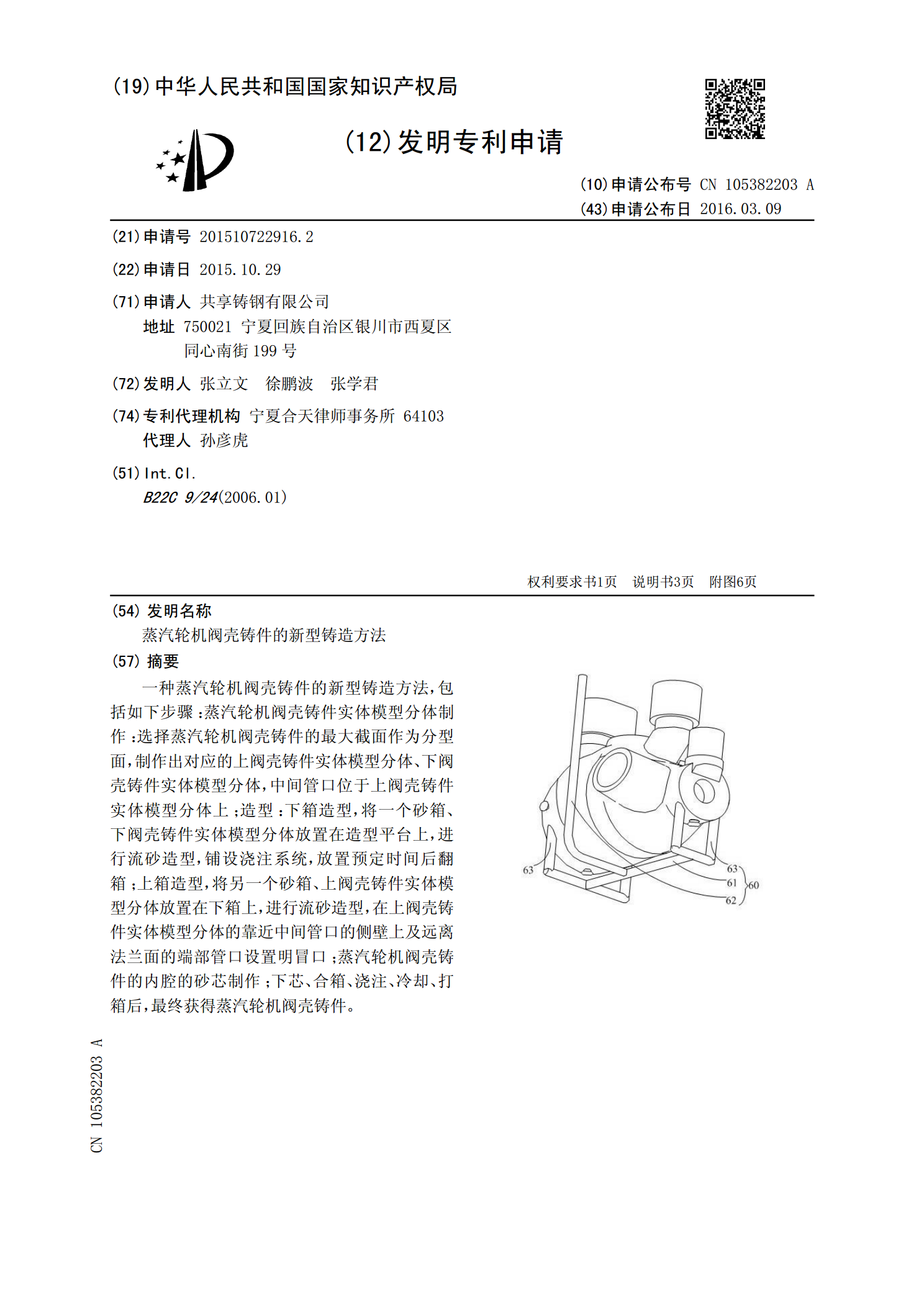
一种蒸汽轮机阀壳铸件的新型铸造方法,包括如下步骤:蒸汽轮机阀壳铸件实体模型分体制作:选择蒸汽轮机阀壳铸件的最大截面作为分型面,制作出对应的上阀壳铸件实体模型分体、下阀壳铸件实体模型分体,中间管口位于上阀壳铸件实体模型分体上;造型:下箱造型,将一个砂箱、下阀壳铸件实体模型分体放置在造型平台上,进行流砂造型,铺设浇注系统,放置预定时间后翻箱;上箱造型,将另一个砂箱、上阀壳铸件实体模型分体放置在下箱上,进行流砂造型,在上阀壳铸件实体模型分体的靠近中间管口的侧壁上及远离法兰面的端部管口设置明冒口;蒸汽轮机阀壳铸件
一种蒸汽轮机内缸铸件的铸造方法.pdf
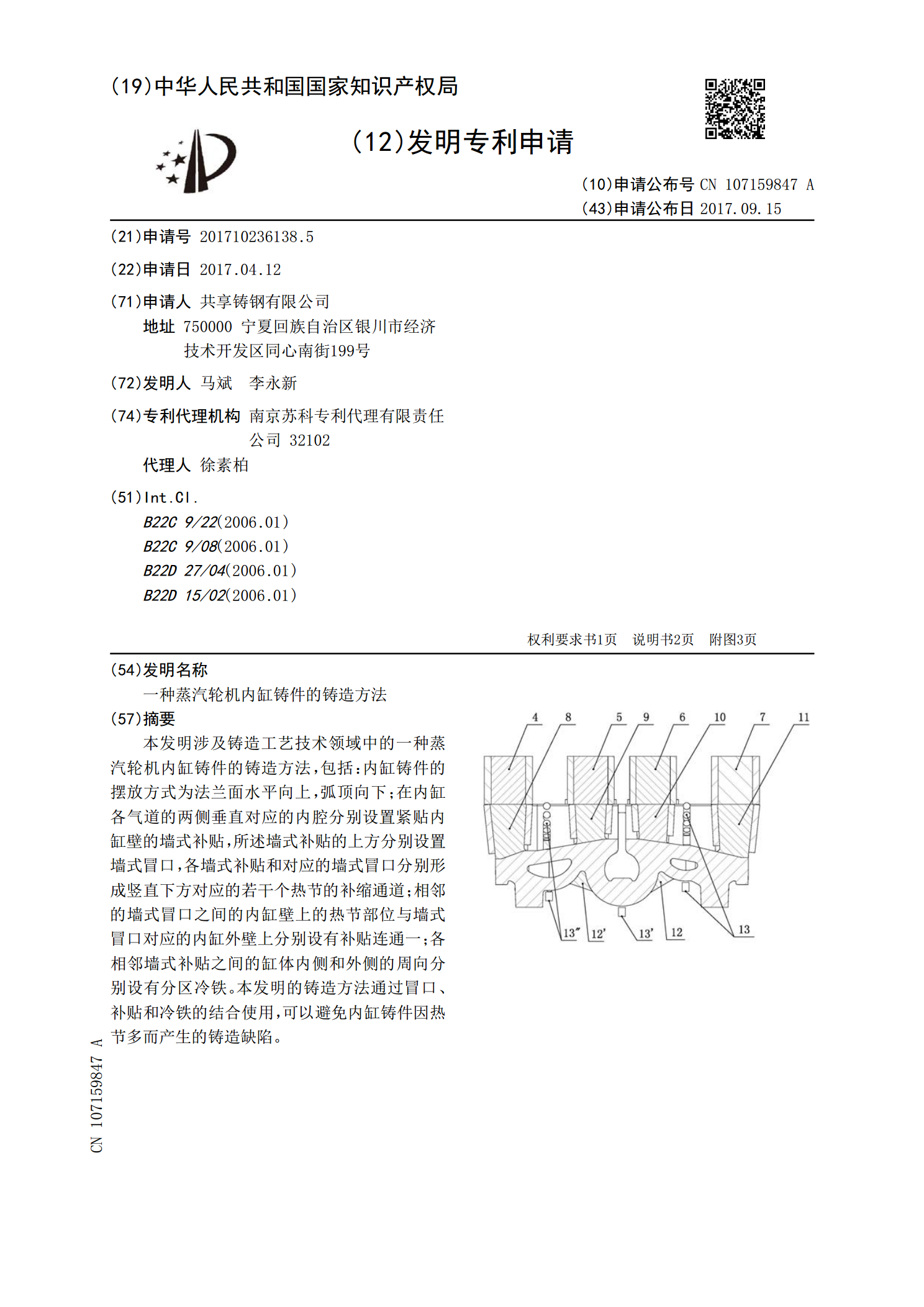
本发明涉及铸造工艺技术领域中的一种蒸汽轮机内缸铸件的铸造方法,包括:内缸铸件的摆放方式为法兰面水平向上,弧顶向下;在内缸各气道的两侧垂直对应的内腔分别设置紧贴内缸壁的墙式补贴,所述墙式补贴的上方分别设置墙式冒口,各墙式补贴和对应的墙式冒口分别形成竖直下方对应的若干个热节的补缩通道;相邻的墙式冒口之间的内缸壁上的热节部位与墙式冒口对应的内缸外壁上分别设有补贴连通一;各相邻墙式补贴之间的缸体内侧和外侧的周向分别设有分区冷铁。本发明的铸造方法通过冒口、补贴和冷铁的结合使用,可以避免内缸铸件因热节多而产生的铸造缺

具有阀的三壳式蒸汽轮机.pdf
本发明涉及一种三壳式蒸汽轮机,其具有外部的内壳(4)和内部的内壳(3)以及外壳(10),其中,阀借助于第一角形环连接件(13)和第二角形环连接件(14)耦联在所述三壳式蒸汽轮机上,其中,所述第二角形环连接件(14)借助于热装的阀圈(5)实现。

一种蒸汽轮机高压主气阀铸件的铸造方法.pdf
本发明涉及铸造技术领域,特别涉及一种蒸汽轮机高压主气阀铸件的铸造方法,本发明的铸造方法从铸件造型方案确定、冒口及冷铁设计、砂芯结构设计、浇注系统设计四方面进行工艺改进,将法兰与铸件本体整体铸造,在铸件的法兰部位采用钢棒充当内冷铁,避免了法兰内径粘砂及夹砂的缺陷,同时钢棒的激冷作用保证了此关键区域的组织致密;本发明的铸造方法中,只需要上箱和下箱两箱,减少造型工作量,并且省去后期的焊接工序,缩短生产周期和铸造工艺成本。
一种汽轮机中压阀壳的铸造方法.pdf
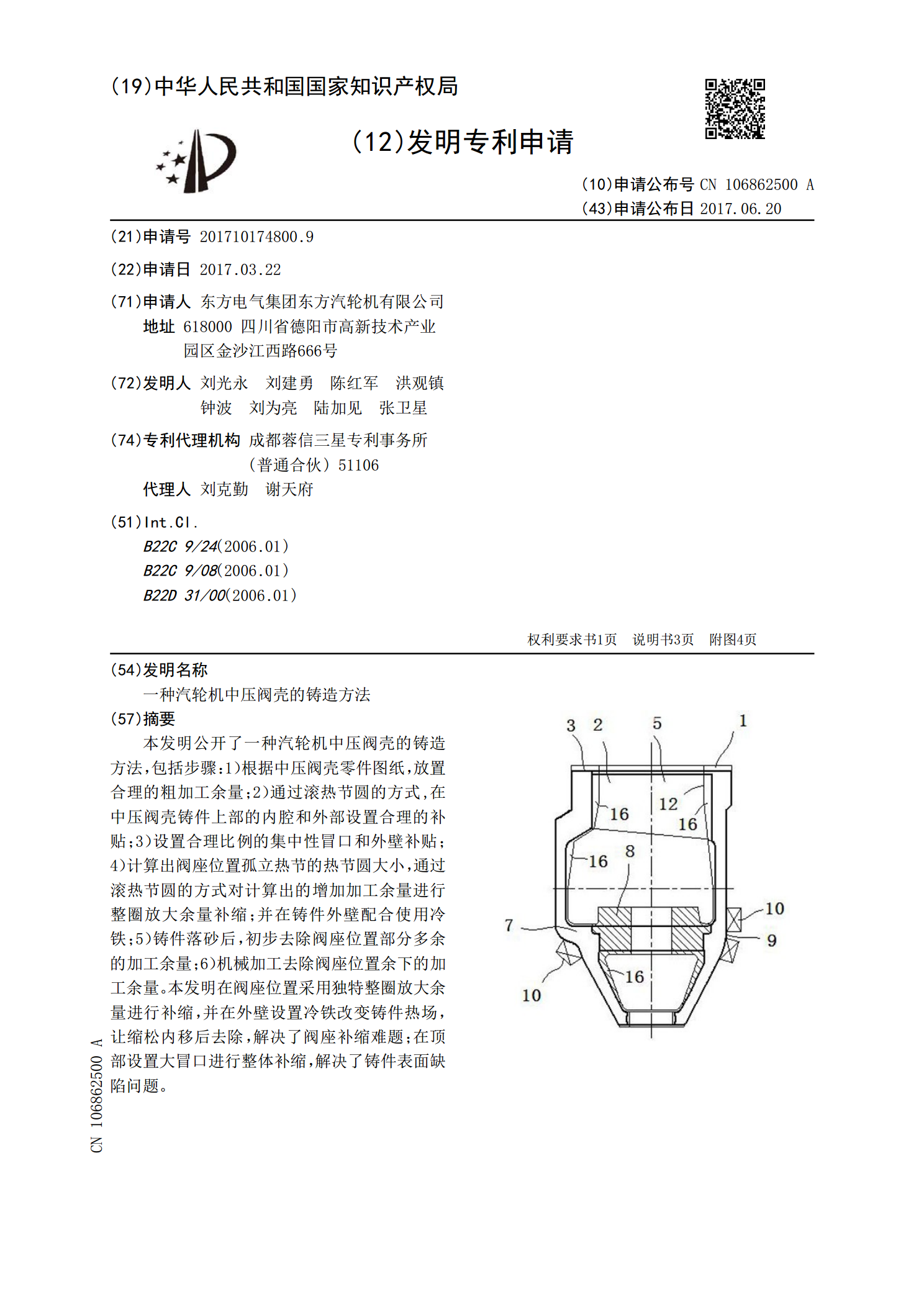
本发明公开了一种汽轮机中压阀壳的铸造方法,包括步骤:1)根据中压阀壳零件图纸,放置合理的粗加工余量;2)通过滚热节圆的方式,在中压阀壳铸件上部的内腔和外部设置合理的补贴;3)设置合理比例的集中性冒口和外壁补贴;4)计算出阀座位置孤立热节的热节圆大小,通过滚热节圆的方式对计算出的增加加工余量进行整圈放大余量补缩;并在铸件外壁配合使用冷铁;5)铸件落砂后,初步去除阀座位置部分多余的加工余量;6)机械加工去除阀座位置余下的加工余量。本发明在阀座位置采用独特整圈放大余量进行补缩,并在外壁设置冷铁改变铸件热场,让缩