
新型钢骨轮胎及其制造工艺.pdf

Ch****75

1/10

2/10
3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

新型钢骨轮胎及其制造工艺.pdf
本发明提供一种新型钢骨轮胎及其制造工艺。该新型钢骨轮胎由内层密封橡胶层、复数横向U型薄钢片层、隔离橡胶层、胎侧橡胶层、胎冠内隔离橡胶层、复数纵向缠绕薄钢片层、胎冠内缓冲橡胶层、胎冠花纹橡胶层、胎圈钢丝构成。本发明还提供该新型钢骨轮胎的制造工艺。该新型钢骨轮胎通过增加钢片层使得轮胎抗扎抗爆胎能力更强,为车辆的安全行驶提供了可靠的保障。
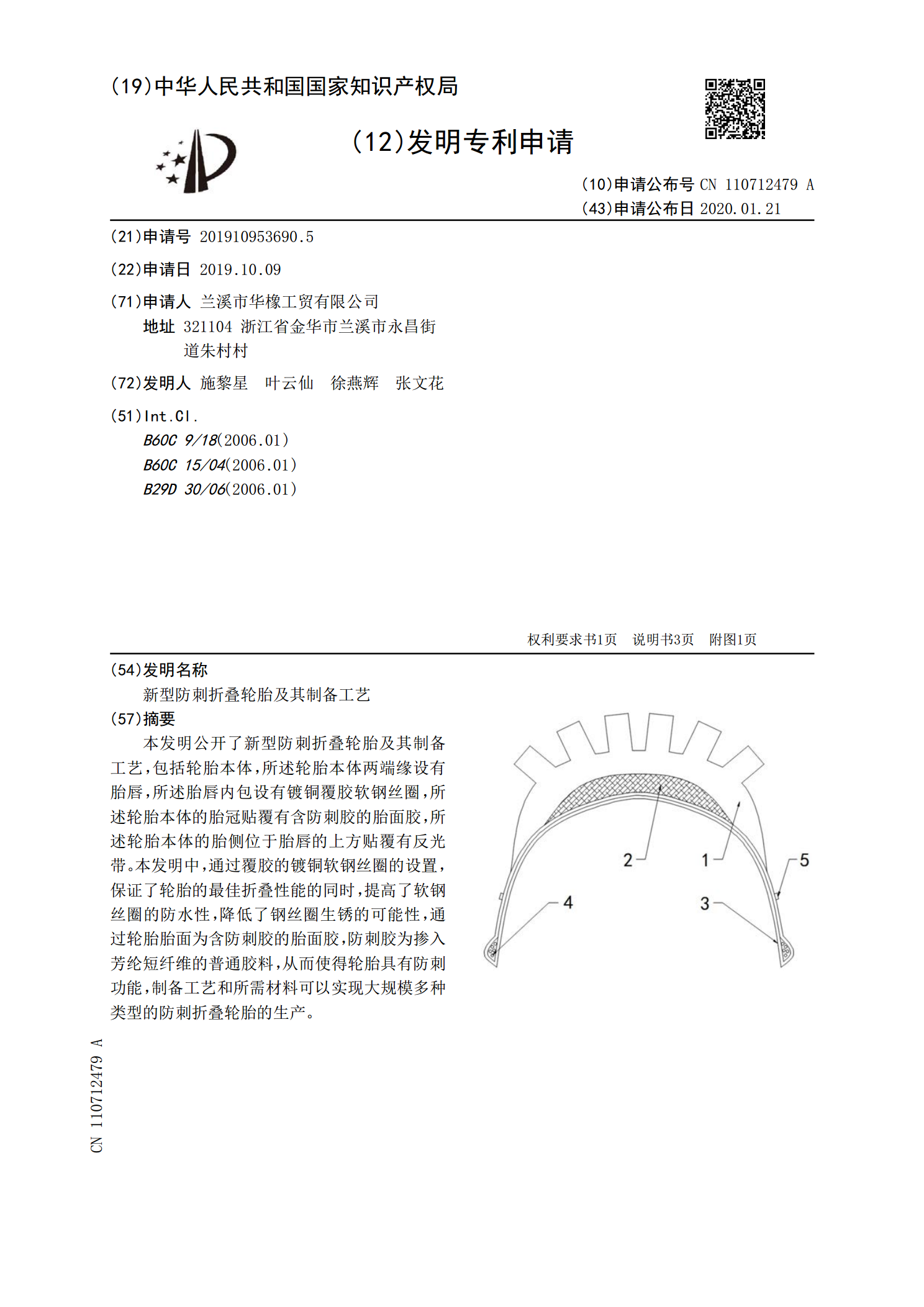
新型防刺折叠轮胎及其制备工艺.pdf
本发明公开了新型防刺折叠轮胎及其制备工艺,包括轮胎本体,所述轮胎本体两端缘设有胎唇,所述胎唇内包设有镀铜覆胶软钢丝圈,所述轮胎本体的胎冠贴覆有含防刺胶的胎面胶,所述轮胎本体的胎侧位于胎唇的上方贴覆有反光带。本发明中,通过覆胶的镀铜软钢丝圈的设置,保证了轮胎的最佳折叠性能的同时,提高了软钢丝圈的防水性,降低了钢丝圈生锈的可能性,通过轮胎胎面为含防刺胶的胎面胶,防刺胶为掺入芳纶短纤维的普通胶料,从而使得轮胎具有防刺功能,制备工艺和所需材料可以实现大规模多种类型的防刺折叠轮胎的生产。

轮胎预硫化模压集成低温硫化再制造工艺及其制造的轮胎.pdf
本发明公开一种轮胎预硫化模压集成低温硫化再制造工艺及其制造的轮胎,该工艺包括以下步骤:一、通过检测轮胎破损程度,筛选破损程度未超标的轮胎;二、打磨去除轮胎胎面及胎侧的老化部分;三、在轮胎胎面上依次贴中垫胶及胎面胶,并对轮胎胎侧贴胎侧胶;胎面胶为预硫化胶,中垫胶及胎侧胶均为生胶;四、在胎面胶外侧安装胎面模具,并在胎侧胶外侧安装胎侧模具,并套上包封套,抽真空,以形成模压集成,令胎面模具及胎侧模具定位于轮胎外侧;五、将套有包封套的轮胎放进硫化罐中硫化处理,令胎面胶及胎侧胶与轮胎固为一体;六、拆卸包封套、胎面模具

简述新型导轨结构及其制造工艺.docx
简述新型导轨结构及其制造工艺新型导轨结构及其制造工艺摘要:随着制造业的发展和需求的提高,导轨结构作为机械设备中重要的运动部件之一,其性能和制造工艺也得到了更高的要求。本文将详细介绍新型导轨结构及其制造工艺的研究和应用。一、引言导轨结构是机械设备中用于运动部件导向和稳定运动的重要组成部分。传统导轨结构通常采用滚动轴承或滑动轴承作为导向方式,但其存在着摩擦大、磨损快、精度差等问题,不能满足现代制造业对高精度、高速度的要求。为了提高导轨结构的性能和制造工艺,研究人员提出了新型导轨结构及其制造工艺。二、新型导轨结
一种轮胎用胶料以及加工工艺及其制造的轮胎.pdf
本发明公开了一种轮胎用胶料以及加工工艺及其制造的轮胎,所述胶料组份比例按重量份数计,包括以下组份:天然胶63~68;氧化锌3~3.5;硬脂酸1~1.5;炭黑25~29;促进剂1~1.7;胶粘剂1~1.5;防老剂1~1.4。本发明的有益效果是:制成的具有优异的耐磨及耐扎割性能,可有效增强了轮胎的使用寿命。