
一种轮胎用胶料以及加工工艺及其制造的轮胎.pdf

星菱****23

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种轮胎用胶料以及加工工艺及其制造的轮胎.pdf
本发明公开了一种轮胎用胶料以及加工工艺及其制造的轮胎,所述胶料组份比例按重量份数计,包括以下组份:天然胶63~68;氧化锌3~3.5;硬脂酸1~1.5;炭黑25~29;促进剂1~1.7;胶粘剂1~1.5;防老剂1~1.4。本发明的有益效果是:制成的具有优异的耐磨及耐扎割性能,可有效增强了轮胎的使用寿命。
轮胎加工装置、轮胎修补装置、修补用片材、轮胎修补方法以及轮胎的制造方法.pdf
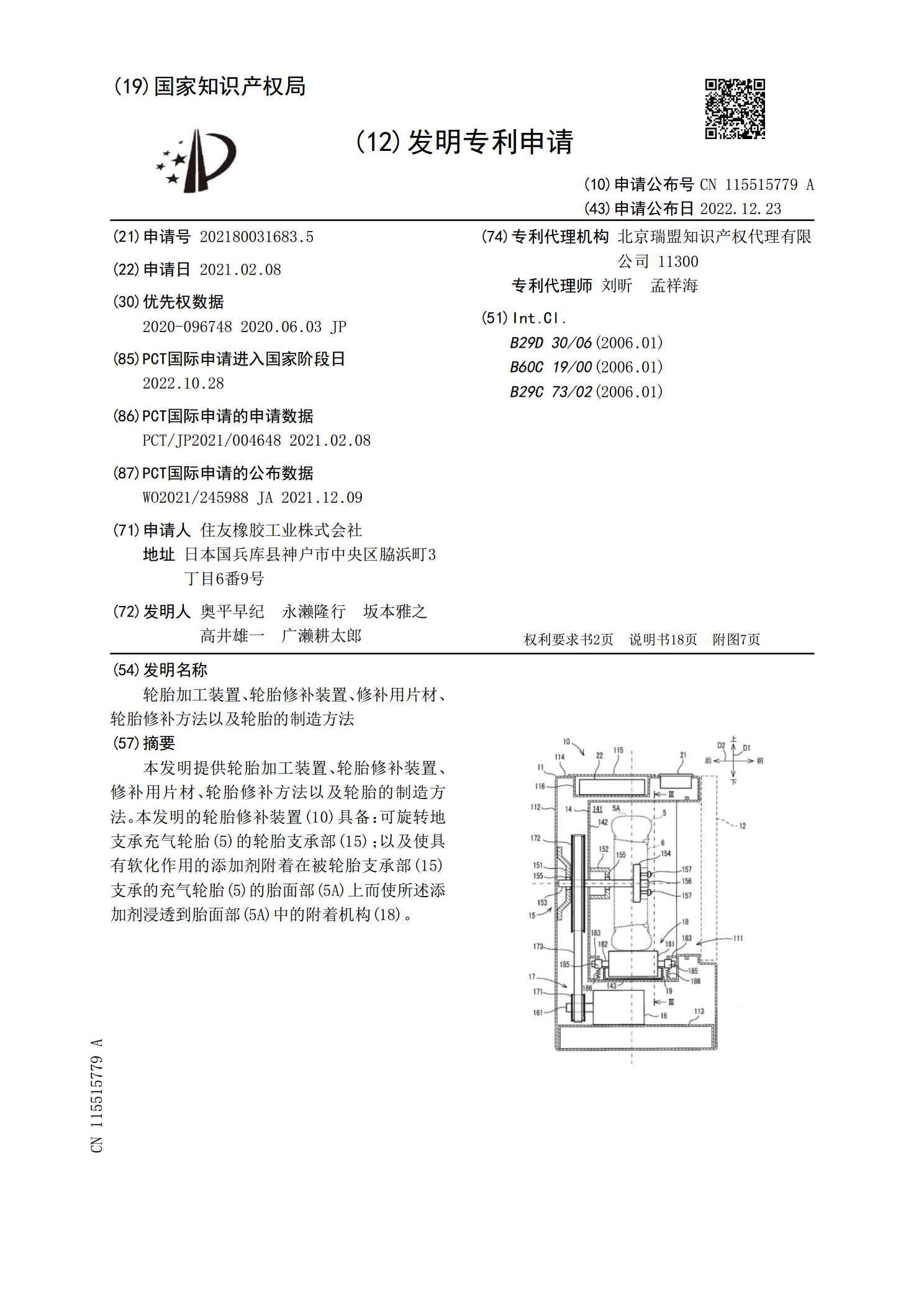
本发明提供轮胎加工装置、轮胎修补装置、修补用片材、轮胎修补方法以及轮胎的制造方法。本发明的轮胎修补装置(10)具备:可旋转地支承充气轮胎(5)的轮胎支承部(15);以及使具有软化作用的添加剂附着在被轮胎支承部(15)支承的充气轮胎(5)的胎面部(5A)上而使所述添加剂浸透到胎面部(5A)中的附着机构(18)。
轮胎胶料混炼工艺.pdf
本发明公开了一种轮胎胶料混炼工艺,属于轮胎制造技术领域,包括一段混炼步骤、二段混炼步骤和终炼步骤,在一段混炼步骤和二段混炼步骤中,分别将胶料投入密炼机中进行混炼,混炼完成后,将混炼好的胶料进入双锥双螺杆压片挤出机中进行挤出,再将挤出后的胶料进入橡胶压片机中,胶料经往返式翻胶辊捣胶1‑2次后,下片,停放。本发明在原有母炼胶混炼的基础上增加了橡胶压片机用于对混炼后的胶料进行进一步补充混炼,大大提高了混炼的均匀性,改善了胶料停放温度过高,优化了胶料的各项性能,同时减少了各批次胶料性能波动,有效保证生产的稳定性。
轮胎用模具以及轮胎的制造方法.pdf
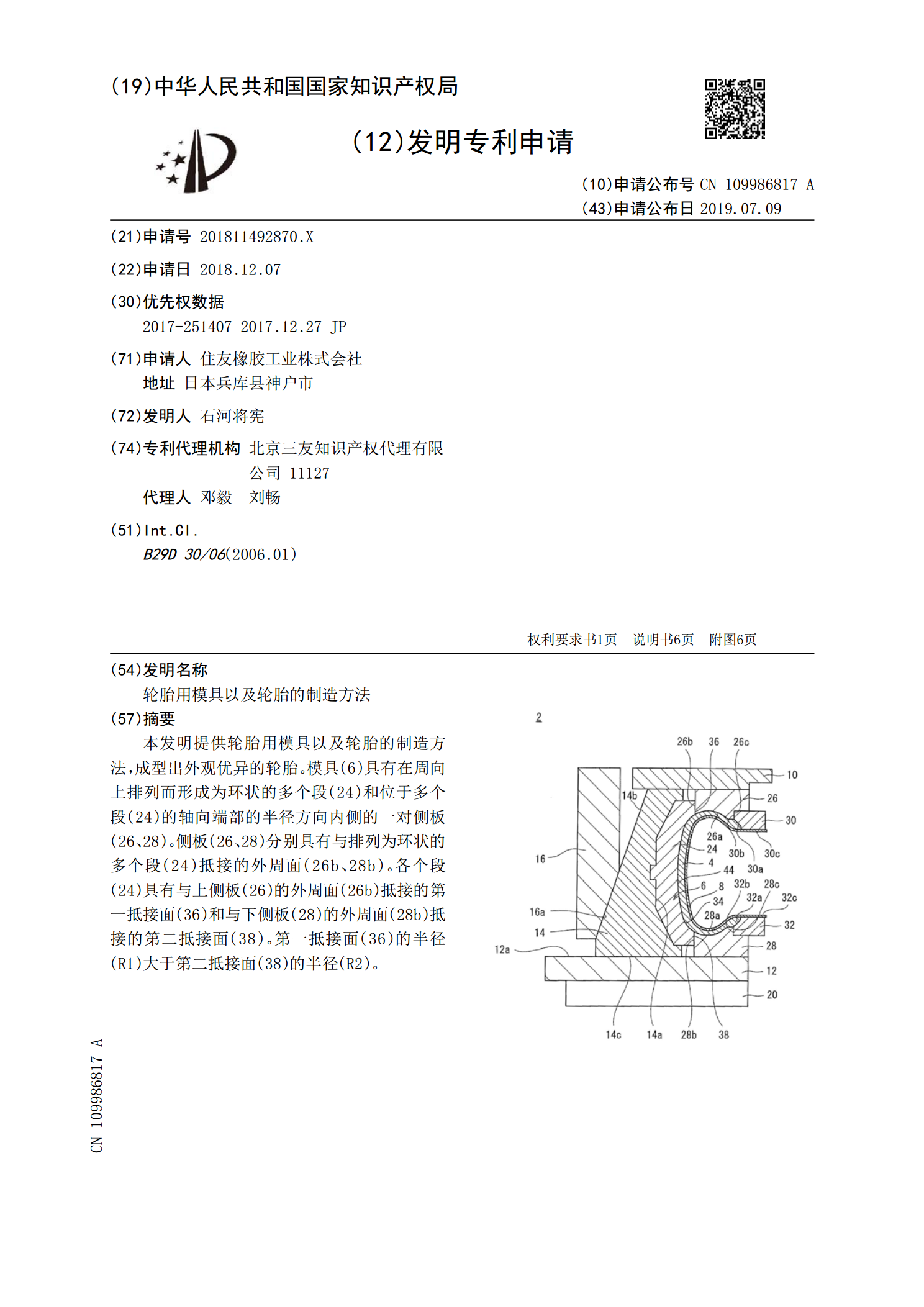
本发明提供轮胎用模具以及轮胎的制造方法,成型出外观优异的轮胎。模具(6)具有在周向上排列而形成为环状的多个段(24)和位于多个段(24)的轴向端部的半径方向内侧的一对侧板(26、28)。侧板(26、28)分别具有与排列为环状的多个段(24)抵接的外周面(26b、28b)。各个段(24)具有与上侧板(26)的外周面(26b)抵接的第一抵接面(36)和与下侧板(28)的外周面(28b)抵接的第二抵接面(38)。第一抵接面(36)的半径(R1)大于第二抵接面(38)的半径(R2)。

一种轮胎胶囊用混炼胶料生产工艺.pdf
一种轮胎胶囊用混炼胶料生产工艺,属于轮胎橡胶技术领域。其包括以下工艺步骤:(1)一段混炼、(2)二段混炼、(3)过滤挤出,硫化成型,脱模打磨。本发明缩短了混炼周期,材料分子链受机械力的破坏作用时间较短,因此能使得后续硫化生产后产品保持较高的弹性模量和物理机械性能。本发明通过原料的选择以及配比量、混炼条件的改进,有效提高了产品的使用寿命。