
新型防刺折叠轮胎及其制备工艺.pdf

是向****23


1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
新型防刺折叠轮胎及其制备工艺.pdf
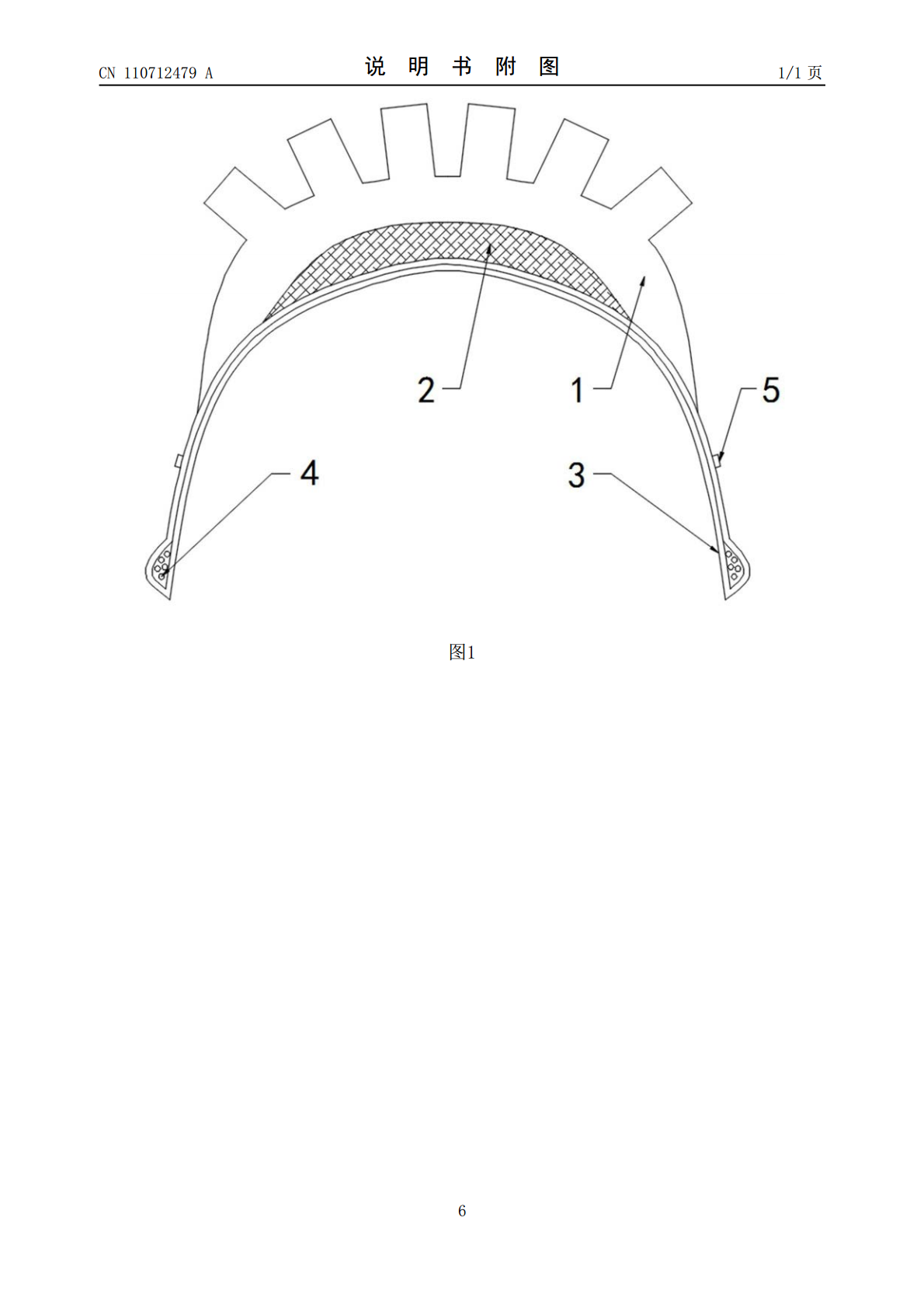
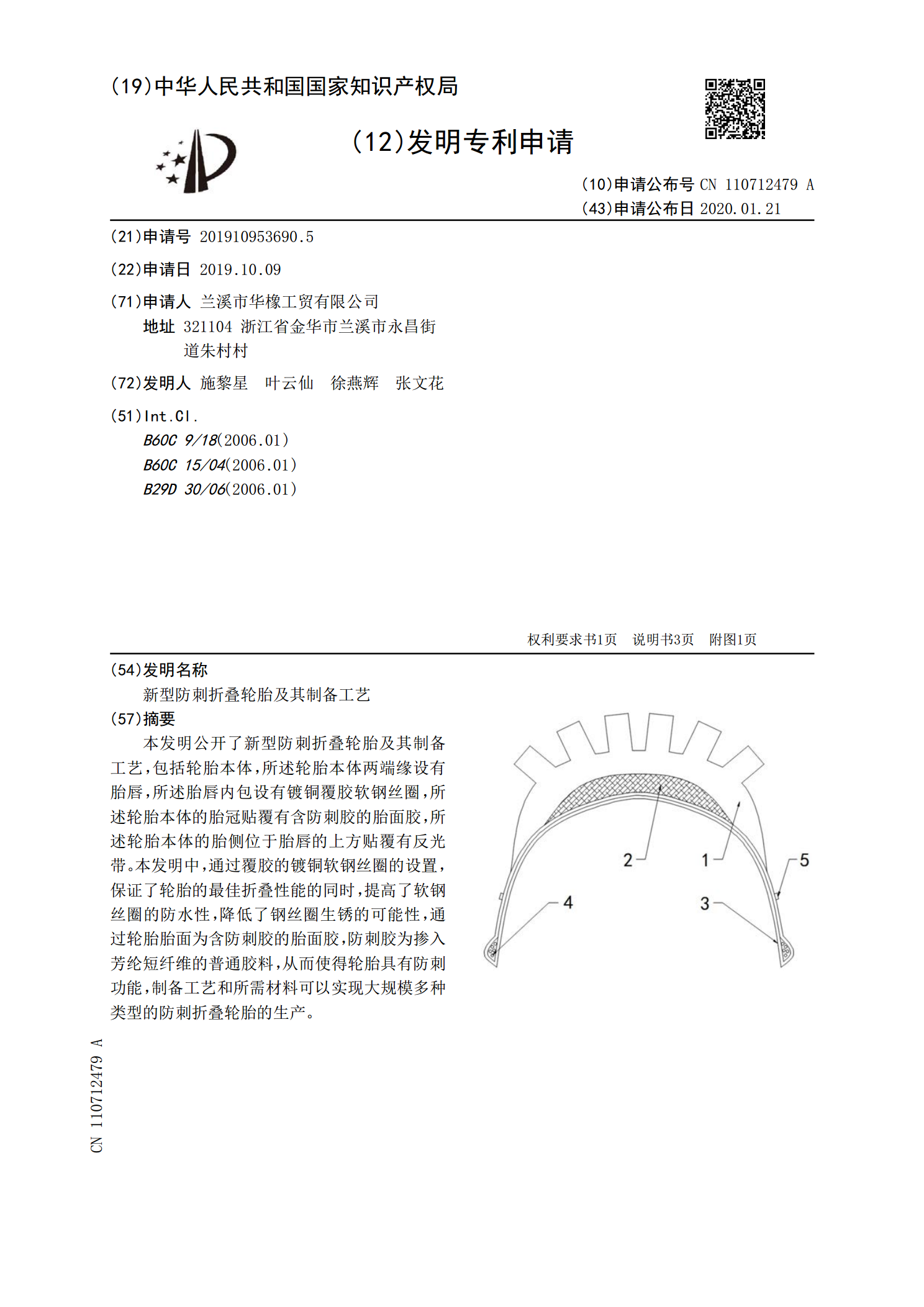
本发明公开了新型防刺折叠轮胎及其制备工艺,包括轮胎本体,所述轮胎本体两端缘设有胎唇,所述胎唇内包设有镀铜覆胶软钢丝圈,所述轮胎本体的胎冠贴覆有含防刺胶的胎面胶,所述轮胎本体的胎侧位于胎唇的上方贴覆有反光带。本发明中,通过覆胶的镀铜软钢丝圈的设置,保证了轮胎的最佳折叠性能的同时,提高了软钢丝圈的防水性,降低了钢丝圈生锈的可能性,通过轮胎胎面为含防刺胶的胎面胶,防刺胶为掺入芳纶短纤维的普通胶料,从而使得轮胎具有防刺功能,制备工艺和所需材料可以实现大规模多种类型的防刺折叠轮胎的生产。

新型防刺轮胎结构.pdf
本发明公开了一种新型防刺轮胎结构,包括:外胎和设置在所述外胎内部的内胎,所述外胎包括外胎本体和两个外胎侧边,所述外胎本体的外表面上设置有多个凹槽,所述凹槽内部设置有钢片层,所述钢片层的外部设置有橡胶固定层。通过上述方式,本发明结构简单合理,具有较好的防刺性能,内外胎配合较好。

一种耐磨防刺轮胎及其制造工艺.pdf
本发明公开了一种耐磨防刺轮胎及其制造工艺,所述耐磨防刺轮胎包括的组分及其重量百分比为:橡胶:14.39%-94.48%;氧化锌:0-2.51%;硬酸脂:0.35%-14.39%;软化剂:0-1.44%;白蜡油:0.59%-1.38%;炭黑:0-5.87%;促进剂:1.30%-45.93%;硫磺:0.8%-16.6%;树脂C5:???0-0.36%。本耐磨防刺轮胎通过改变现有的配方比例,改良现有的工艺步骤和工艺条件,使得制得的耐磨防刺轮胎增强了胎身强力、气门嘴拔力和接头拉力,同时增强了胎身伸长力及胎体耐磨强
一种防刺漏轮胎生产工艺及防刺漏轮胎.pdf
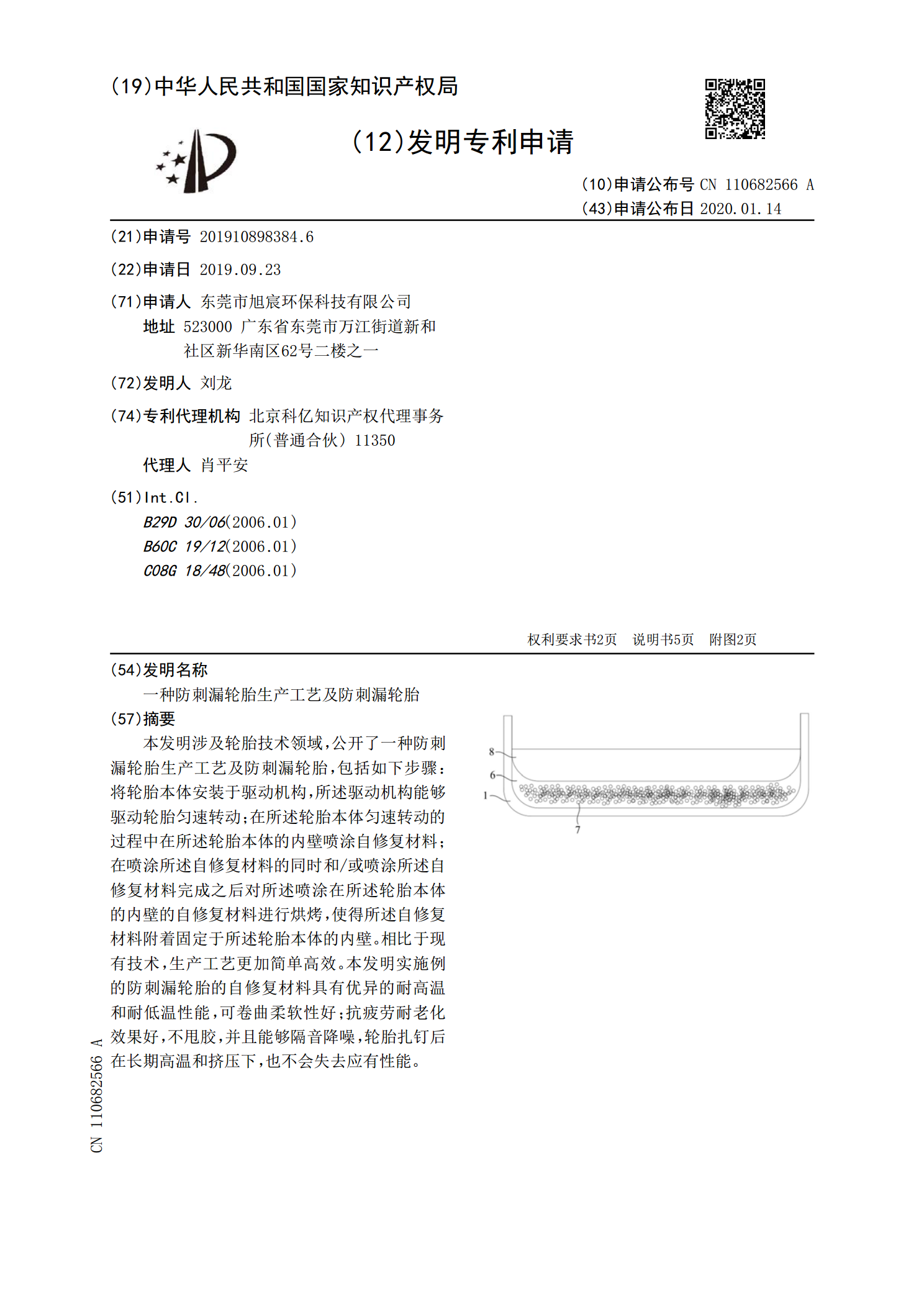
本发明涉及轮胎技术领域,公开了一种防刺漏轮胎生产工艺及防刺漏轮胎,包括如下步骤:将轮胎本体安装于驱动机构,所述驱动机构能够驱动轮胎匀速转动;在所述轮胎本体匀速转动的过程中在所述轮胎本体的内壁喷涂自修复材料;在喷涂所述自修复材料的同时和/或喷涂所述自修复材料完成之后对所述喷涂在所述轮胎本体的内壁的自修复材料进行烘烤,使得所述自修复材料附着固定于所述轮胎本体的内壁。相比于现有技术,生产工艺更加简单高效。本发明实施例的防刺漏轮胎的自修复材料具有优异的耐高温和耐低温性能,可卷曲柔软性好;抗疲劳耐老化效果好,不甩胶

自补防刺防爆轮胎、用于该轮胎的自补胶及其喷涂工艺.pdf
本发明公开了一种自补防刺防爆轮胎、用于该轮胎的自补胶及其喷涂工艺,所述轮胎内壁表面有凸起的纹路,所述自补胶包括75%~90%的聚异丁烯胶及10%~25%的高分子聚合物;一种将自补胶涂覆在自补防刺防爆轮胎内壁表面的喷涂工艺,第一步清洗,使用中性清洗液对自补防刺防爆轮胎内壁表面进行清洗2~3次,然后再用水冲洗干净;第二步烘干,第三步喷涂,第四步降温;经试验,在本自补防刺防爆轮胎内壁外表面上通过涂覆这种自补胶之后,轮胎扎到钉子等尖锐物后不漏气、不爆胎,可以继续行驶,若将钉子等尖锐物拔下,所产生的孔洞自动被自补胶