
用于齿轮多轴端铣加工的夹具及其使用方法.pdf

俊英****22

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于齿轮多轴端铣加工的夹具及其使用方法.pdf
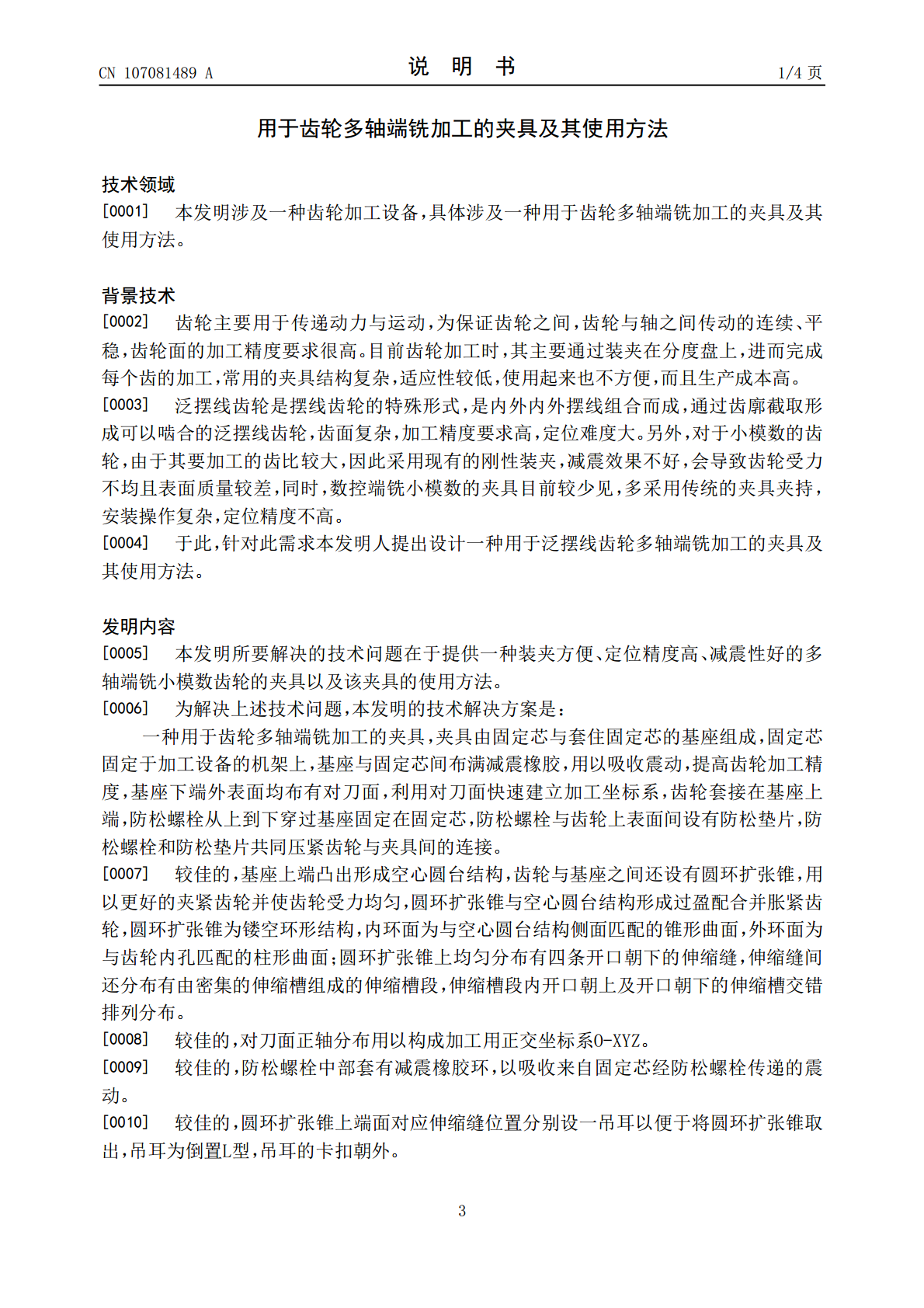
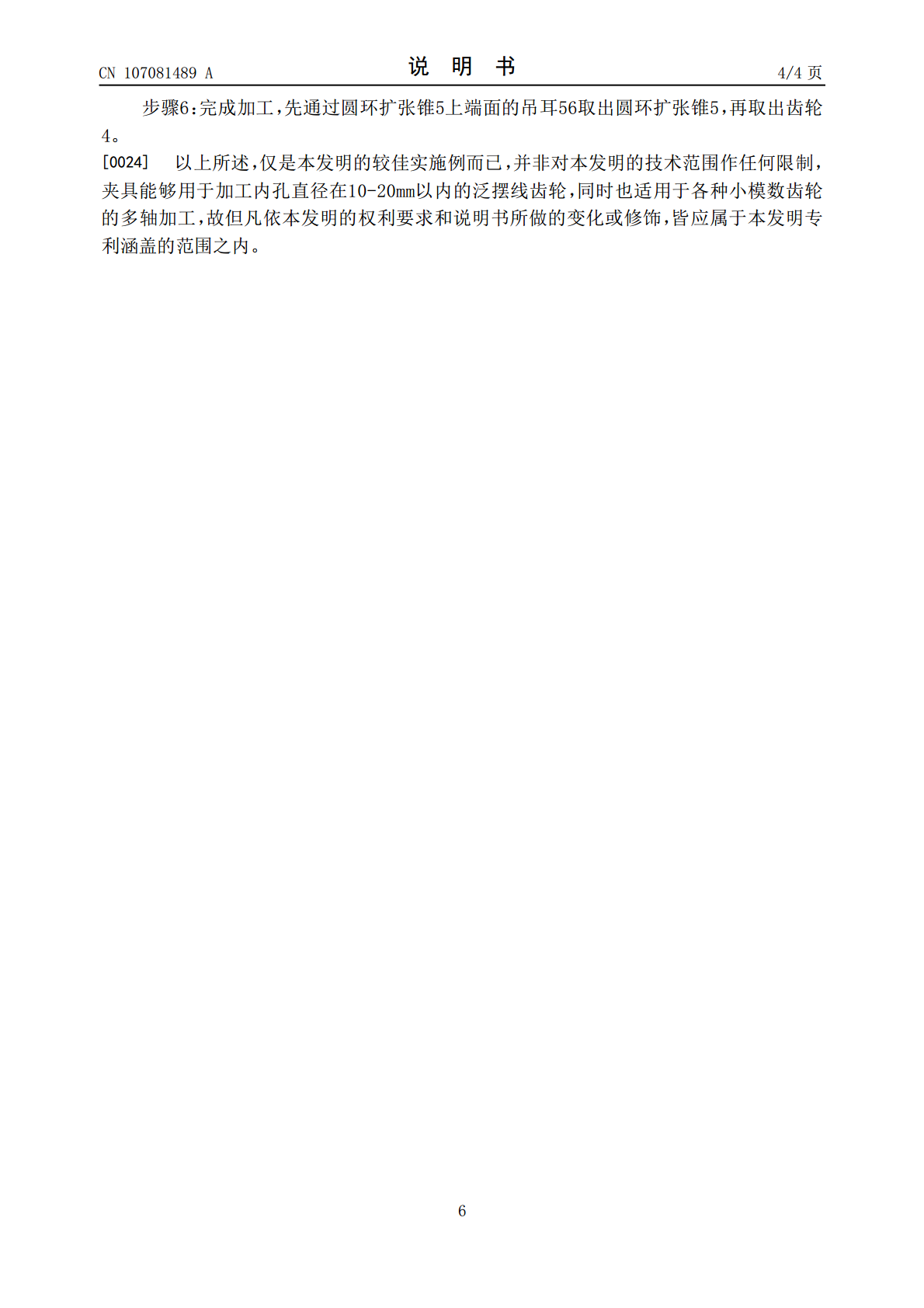
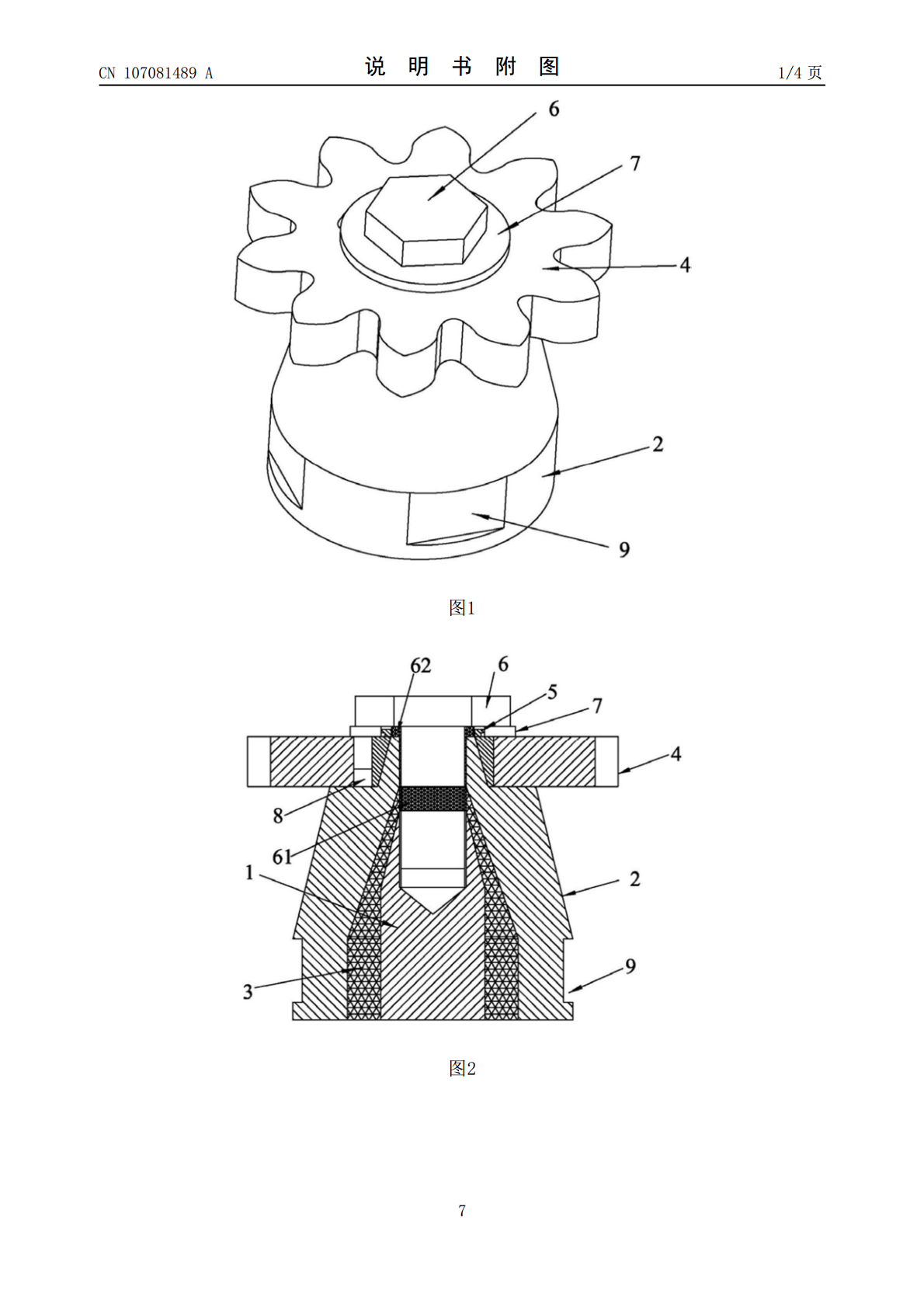
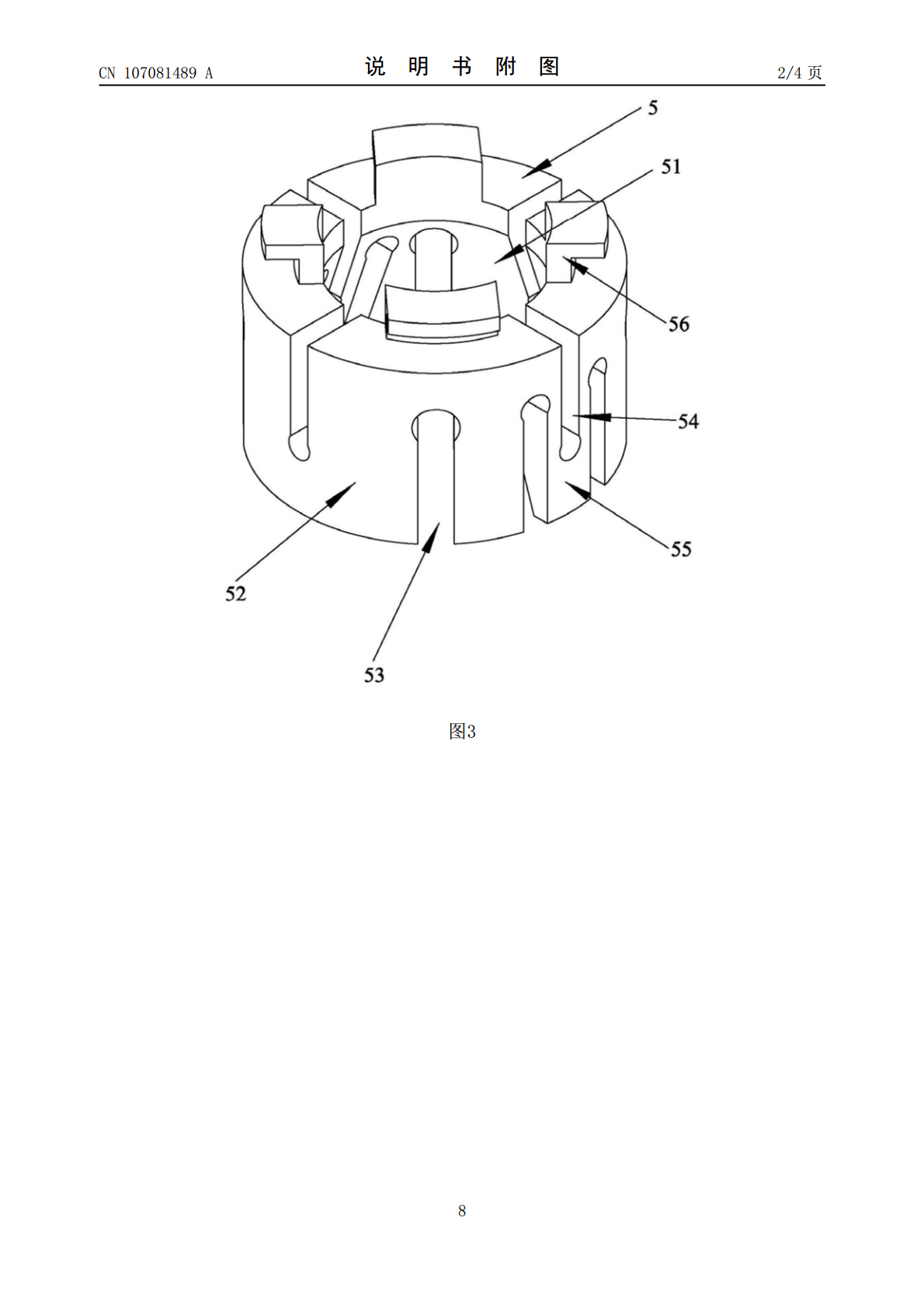
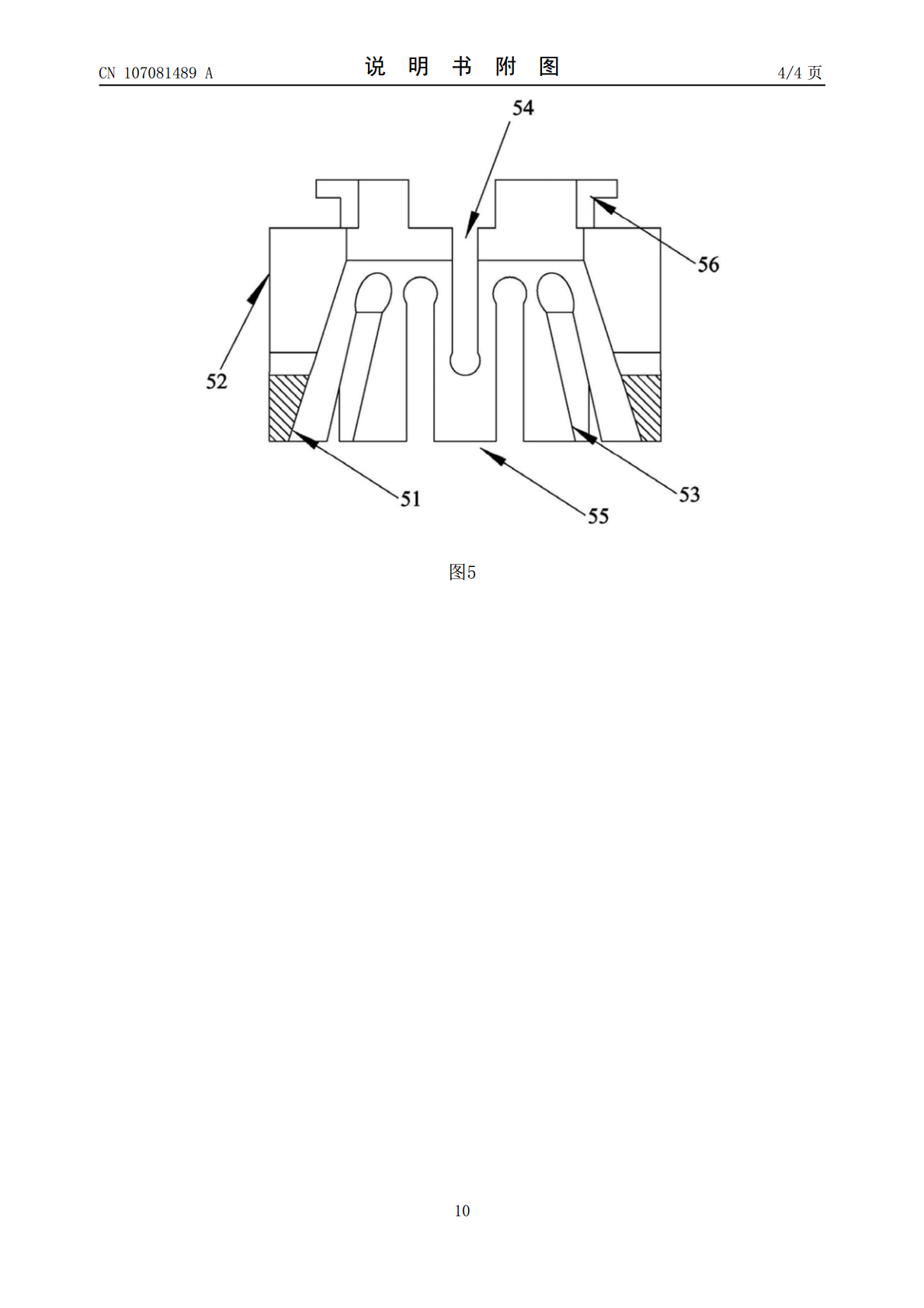
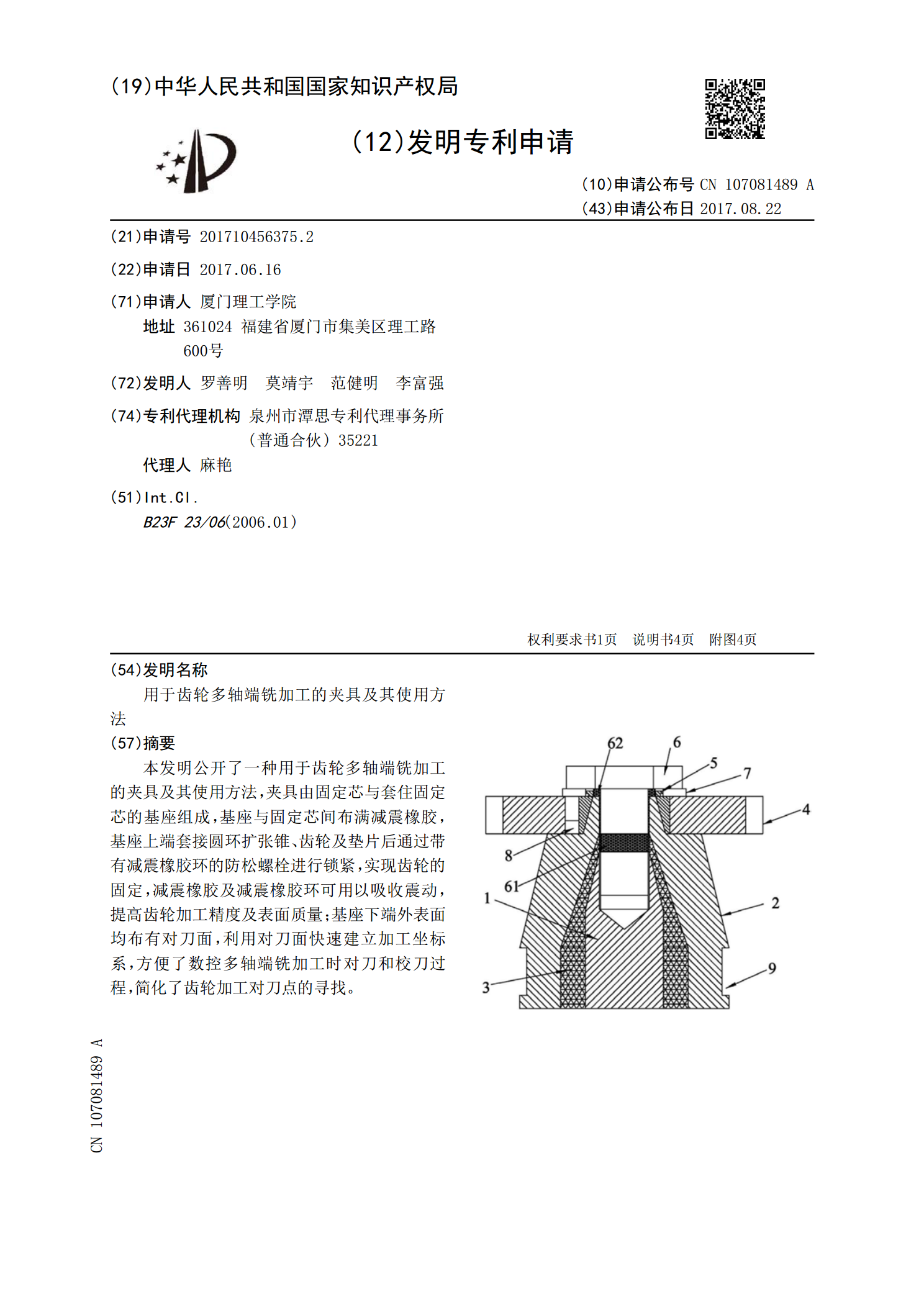
本发明公开了一种用于齿轮多轴端铣加工的夹具及其使用方法,夹具由固定芯与套住固定芯的基座组成,基座与固定芯间布满减震橡胶,基座上端套接圆环扩张锥、齿轮及垫片后通过带有减震橡胶环的防松螺栓进行锁紧,实现齿轮的固定,减震橡胶及减震橡胶环可用以吸收震动,提高齿轮加工精度及表面质量;基座下端外表面均布有对刀面,利用对刀面快速建立加工坐标系,方便了数控多轴端铣加工时对刀和校刀过程,简化了齿轮加工对刀点的寻找。

用于叉轴叉端中心孔的夹具及其加工叉轴方法.pdf
本发明公开了一种用于叉轴叉端中心孔的夹具及其加工叉轴方法,包括主轴,其中,所述主轴上安装有球轴承、本体和圆盘,所述本体和圆盘之间安装有导向轴,所述导向轴上安装有弹簧实现圆盘与本体之间的轴向回复移动,所述圆盘上安装有与叉轴叉头部位相配合的V型块以及用于限制叉头上下移动的叉块。本发明提供的用于叉轴叉端中心孔的夹具及其加工叉轴方法,通过设置V型块和叉块进行叉轴中心孔定位,从而保证两中心孔轴线与叉头部位的相互位置关系。此外,本发明提供的用于叉轴叉端中心孔的夹具加工叉轴方法,由于仅需操作车床尾部手轮,因此操作简单方
齿轮加工抓取夹具及其使用方法.pdf
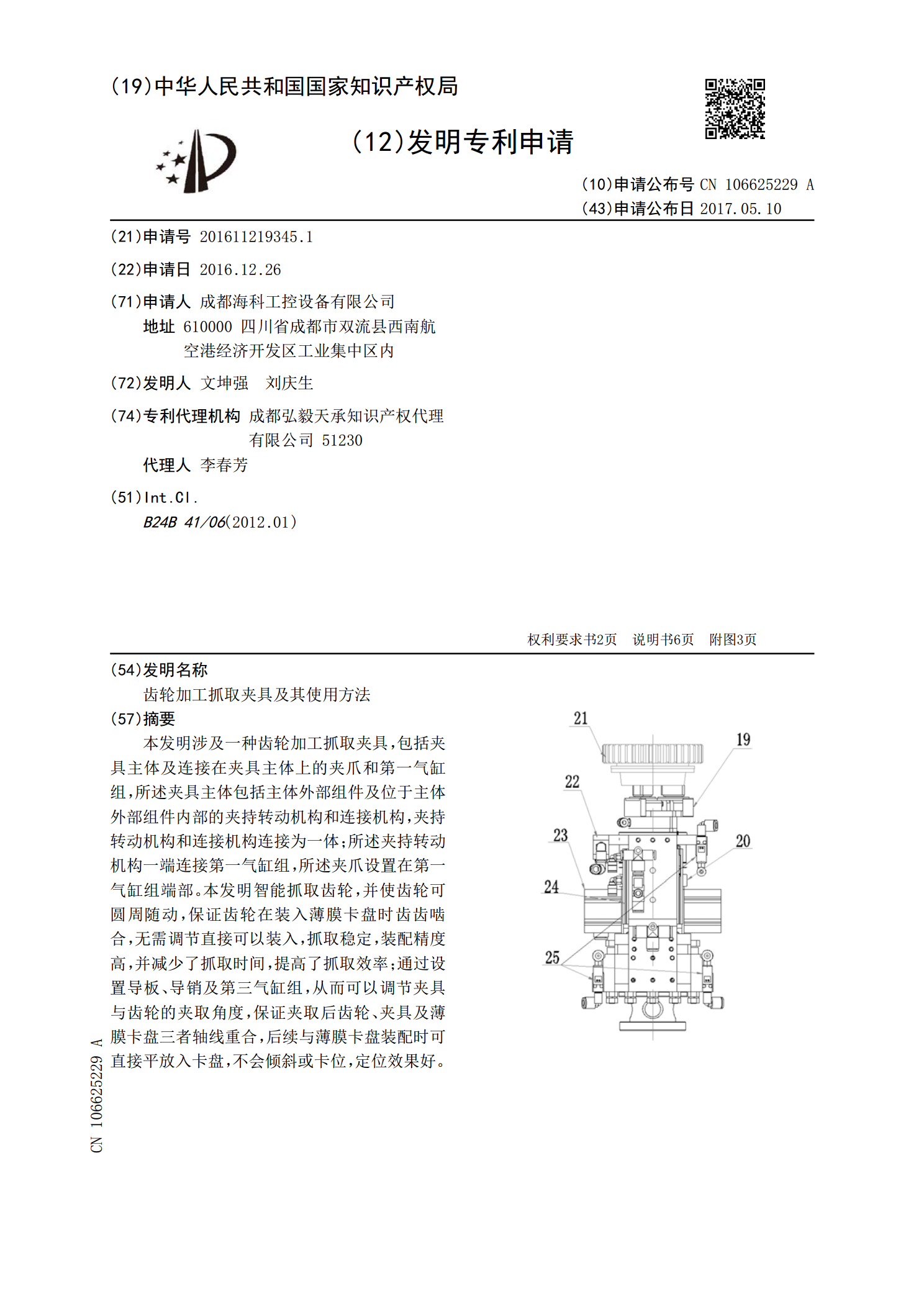
本发明涉及一种齿轮加工抓取夹具,包括夹具主体及连接在夹具主体上的夹爪和第一气缸组,所述夹具主体包括主体外部组件及位于主体外部组件内部的夹持转动机构和连接机构,夹持转动机构和连接机构连接为一体;所述夹持转动机构一端连接第一气缸组,所述夹爪设置在第一气缸组端部。本发明智能抓取齿轮,并使齿轮可圆周随动,保证齿轮在装入薄膜卡盘时齿齿啮合,无需调节直接可以装入,抓取稳定,装配精度高,并减少了抓取时间,提高了抓取效率;通过设置导板、导销及第三气缸组,从而可以调节夹具与齿轮的夹取角度,保证夹取后齿轮、夹具及薄膜卡盘三者
一种用于加工摇臂轴的夹具及其使用方法.pdf
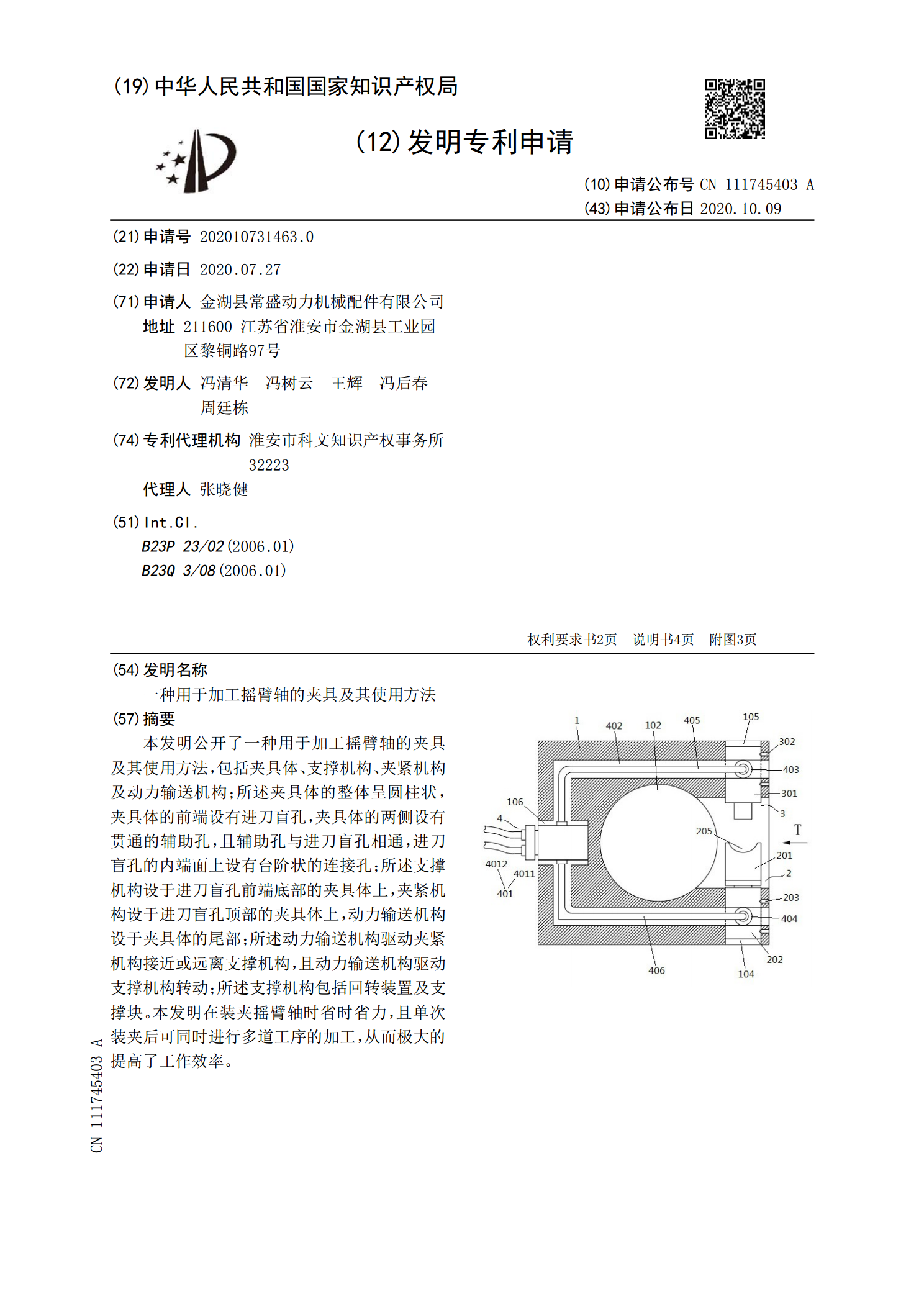
本发明公开了一种用于加工摇臂轴的夹具及其使用方法,包括夹具体、支撑机构、夹紧机构及动力输送机构;所述夹具体的整体呈圆柱状,夹具体的前端设有进刀盲孔,夹具体的两侧设有贯通的辅助孔,且辅助孔与进刀盲孔相通,进刀盲孔的内端面上设有台阶状的连接孔;所述支撑机构设于进刀盲孔前端底部的夹具体上,夹紧机构设于进刀盲孔顶部的夹具体上,动力输送机构设于夹具体的尾部;所述动力输送机构驱动夹紧机构接近或远离支撑机构,且动力输送机构驱动支撑机构转动;所述支撑机构包括回转装置及支撑块。本发明在装夹摇臂轴时省时省力,且单次装夹后可同

一种用于加工齿轮斜油孔的夹具及其使用方法.pdf
本发明揭示了一种用于加工齿轮斜油孔的夹具及其使用方法,该夹具包括油孔定位装置、盖板装置、支撑装置和压紧装置;油孔定位装置包括一钻模和一钻套,钻模上设有一斜面,斜面上开设有一与待钻斜油孔相对应的钻模孔,钻模孔内套装有一钻套;盖板装置包括固定连接的一压板和一芯板,压板靠近芯板的一侧与钻模固定连接;支撑装置包括固定连接的一底座和一偏心板;压紧装置包括一双头螺柱;待钻斜油孔设置在齿轮的上端面,齿轮的上端面与芯板相贴合,齿轮的下端面与偏心板相贴合,双头螺柱依次穿过盖板装置和齿轮与支撑装置通过螺纹连接。本发明结构简单