
一种双金属双性能钛合金整体叶盘制造方法.pdf

山梅****ai

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种双金属双性能钛合金整体叶盘制造方法.pdf
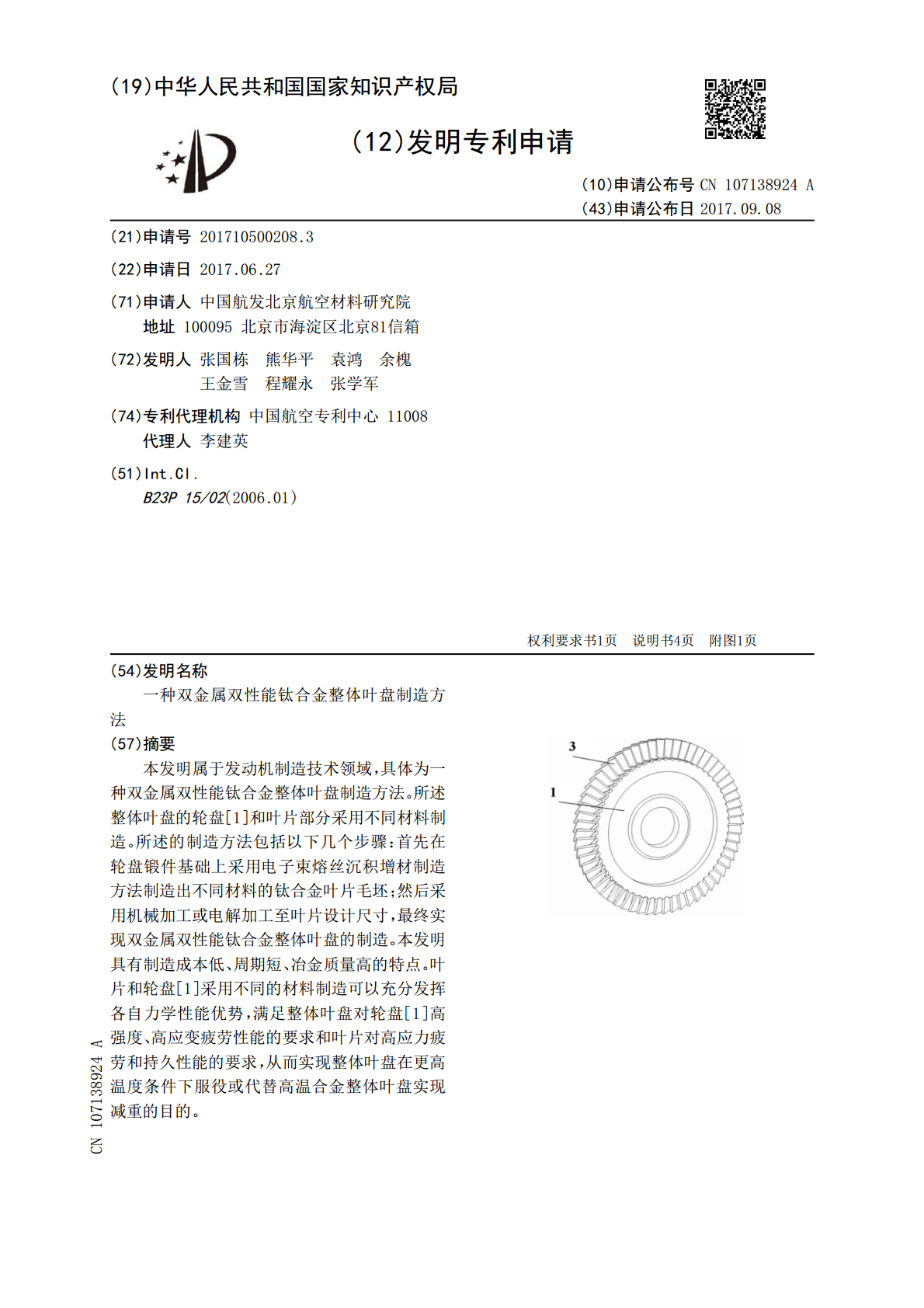
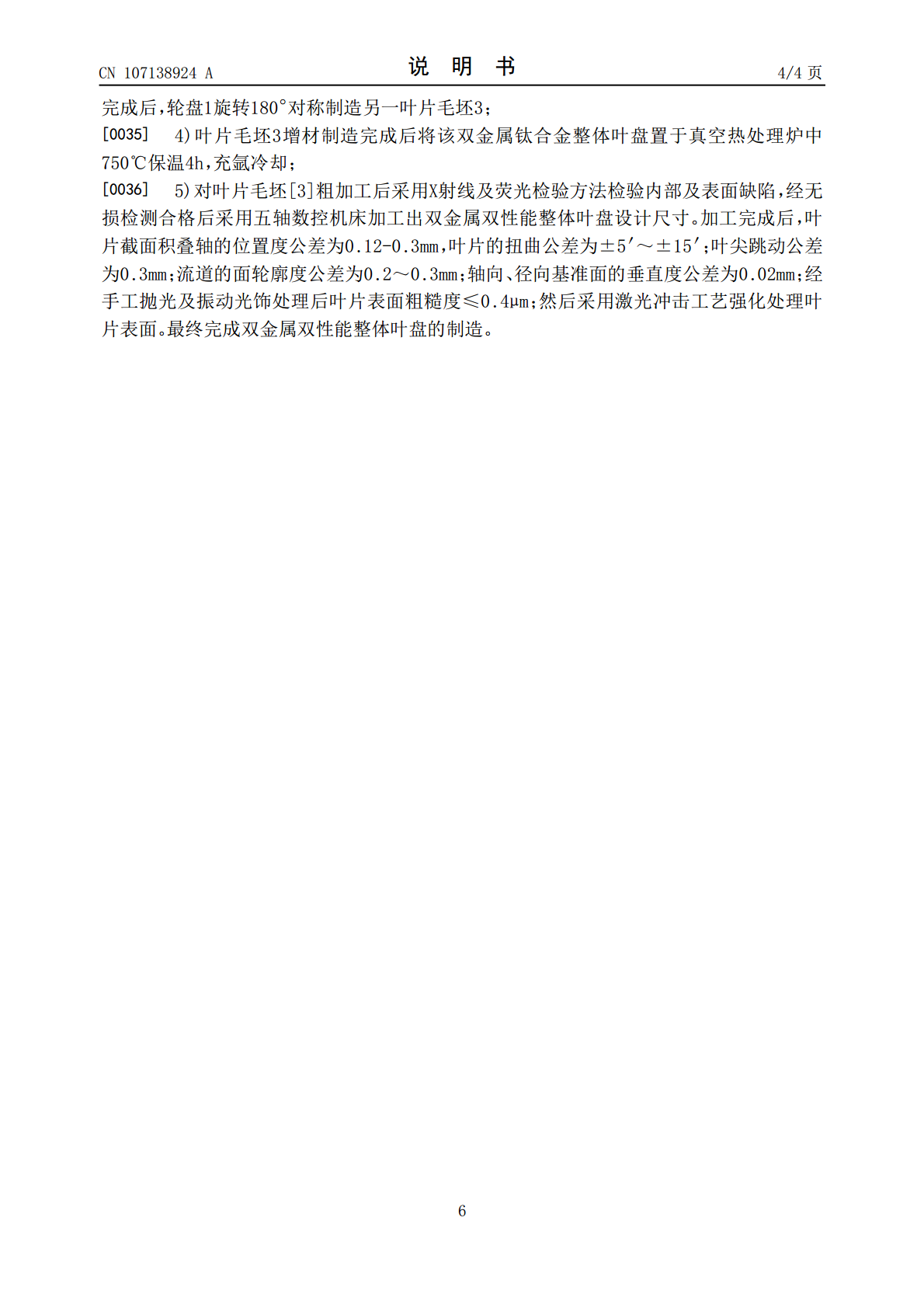
本发明属于发动机制造技术领域,具体为一种双金属双性能钛合金整体叶盘制造方法。所述整体叶盘的轮盘[1]和叶片部分采用不同材料制造。所述的制造方法包括以下几个步骤:首先在轮盘锻件基础上采用电子束熔丝沉积增材制造方法制造出不同材料的钛合金叶片毛坯;然后采用机械加工或电解加工至叶片设计尺寸,最终实现双金属双性能钛合金整体叶盘的制造。本发明具有制造成本低、周期短、冶金质量高的特点。叶片和轮盘[1]采用不同的材料制造可以充分发挥各自力学性能优势,满足整体叶盘对轮盘[1]高强度、高应变疲劳性能的要求和叶片对高应力疲劳和
Ti60合金双性能整体叶盘的制造方法.pdf
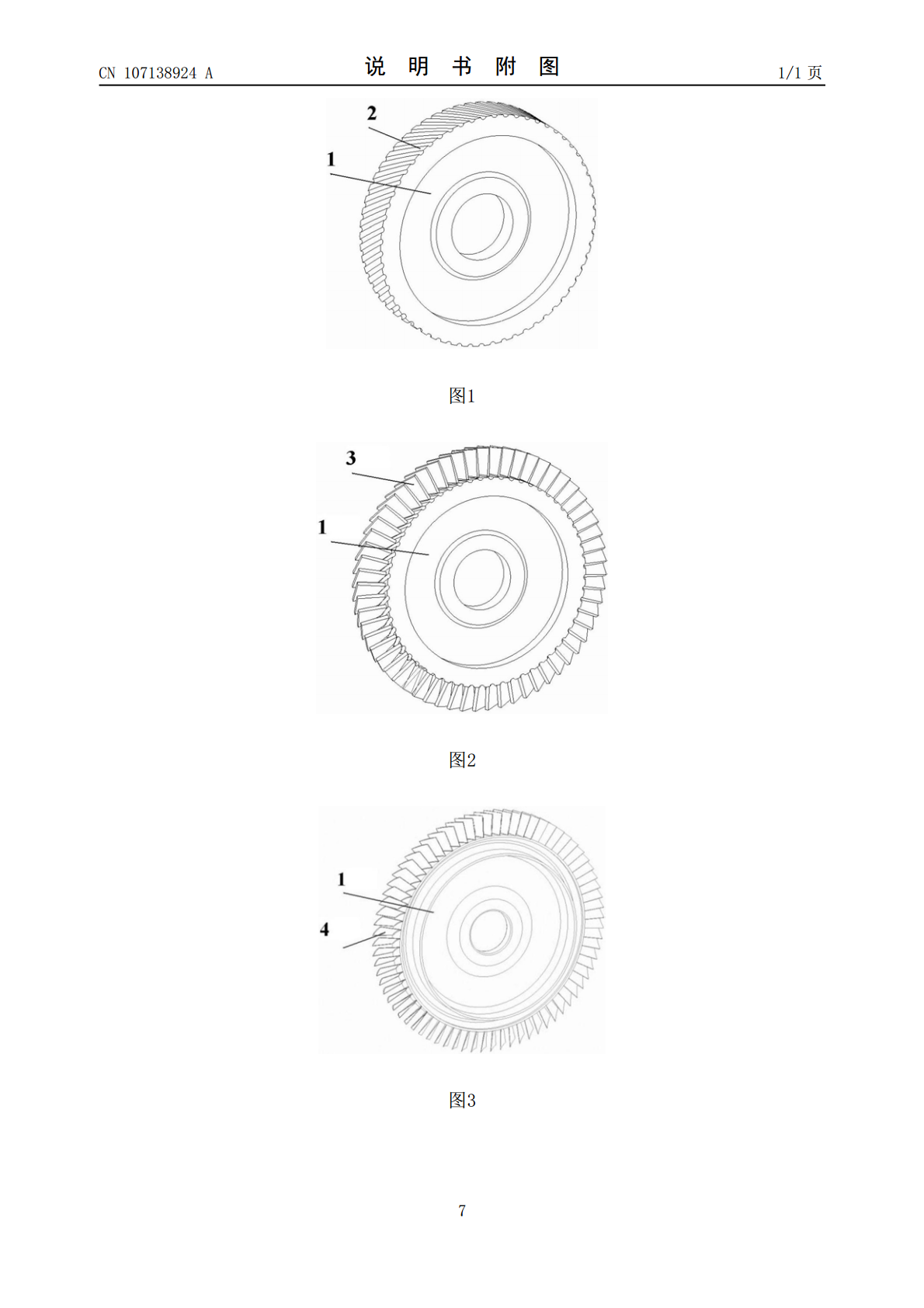
本发明公开了一种Ti60合金双性能整体叶盘的制造方法,其步骤为:将Ti60合金棒材进行2次镦粗,然后冲孔,获得二次饼坯;将二次饼坯进行机械加工获得三次饼坯;将三次饼坯放入压力机下进行塑性变形获得叶盘锻件;将叶盘锻件放入隔热装置一起加热,从而获得不同性能的微观组织的整体叶盘,其中,轮毂部位存在着良好的网篮组织,而轮缘部位存在两相区加工组织,促使叶盘在工作中能够实现优良的工作性能。该方法用于Ti60合金双性能整体叶盘制造。
涡轮整体叶盘及其制造方法.pdf
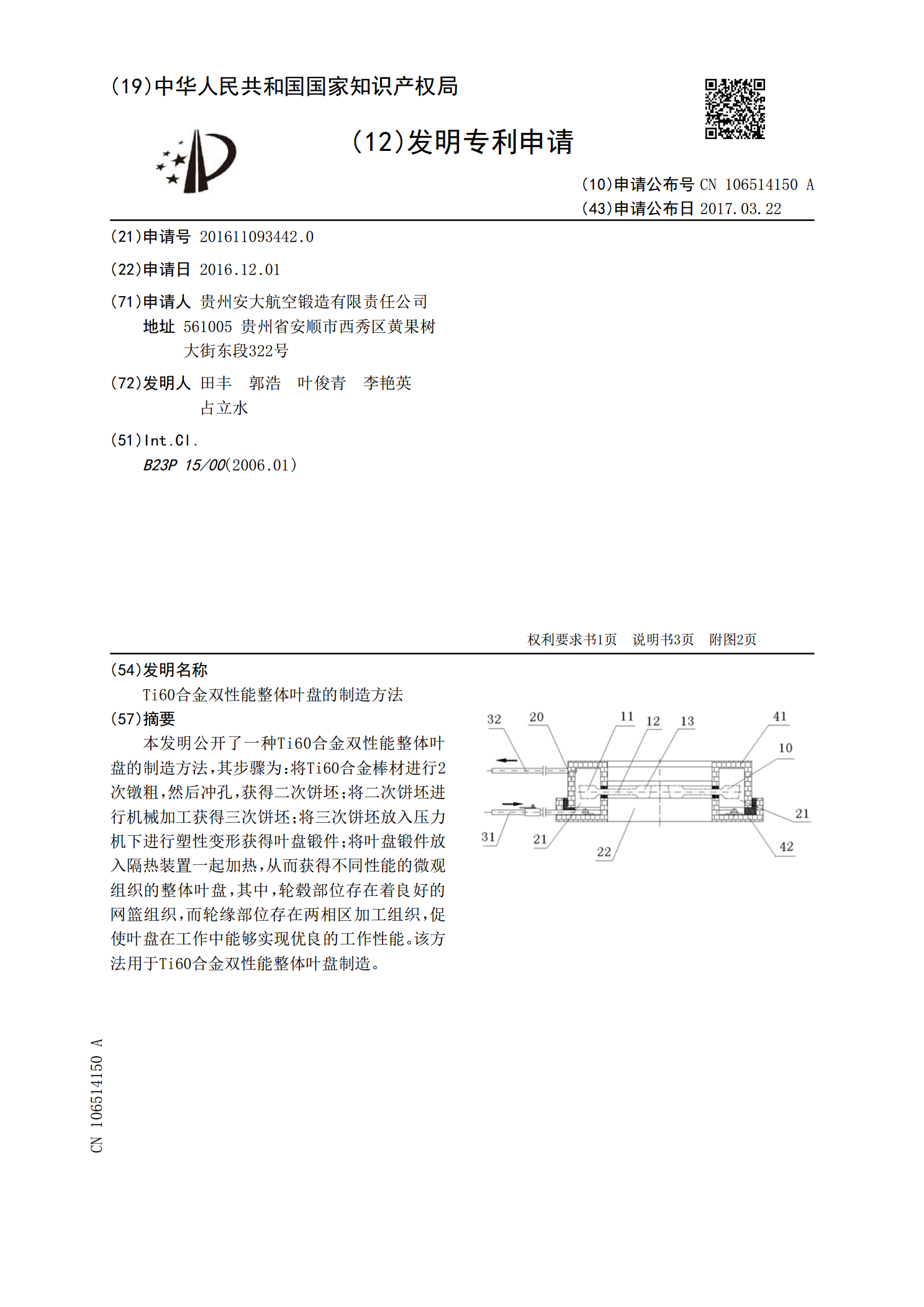
提供一种涡轮整体叶盘。该涡轮整体叶盘包括内缘;从所述内缘径向向外延伸的多个邻近的转子叶片;整体地联接至该多个邻近的转子叶片中的每个的护罩部段,因此形成多个邻近的护罩部段;以及在各个邻近的护罩部段之间限定的间隙。当扭转力被施加至该多个邻近的转子叶片时,间隙具有有助于使该多个邻近的护罩部段互锁的几何形状。

双合金整体叶盘、驱动装置和双合金整体叶盘的加工方法.pdf
本发明提供了一种双合金整体叶盘、驱动装置和双合金整体叶盘的加工方法。双合金整体叶盘包括:轮盘和设置在轮盘上的包括多个叶片的环形叶片组,环形叶片组和轮盘之间具有连接界面,多个叶片中每两个相邻的叶片之间设置有狭槽,狭槽由外向内穿过连接界面并包括延伸到轮盘内部的内侧端部。根据本发明的双合金整体叶盘,环形叶片组和轮盘形成整体并在每两个相邻叶片之间设有狭槽,狭槽穿过连接界面并包括位于轮盘内的内侧端部,每个叶片独立的设置在轮盘上,连接界面的周向用狭槽分隔,在轮盘膨胀或收缩时,叶片周向没有约束,可以自由随轮盘一起膨胀或

整体叶盘制造技术.doc
新材料构件制造技术出现较大突破推重比15-20一级的航空发动机要求材料具有高温、高强度、高韧性等特性。金属基复合材料、陶瓷基复合材料、碳/碳复合材料是当前高温复合材料领域开发和应用研究的热点。与其同时进行的高温复合材料构件制造技术正在深入地发展。金属基复合材料构件制造技术SiC长纤维增强Ti基复合材料(TiMMC)具有比强度高、比刚度高,使用温度高及疲劳和蠕变性能好的优点,例如德国研制的SCS-6SiC/IMI834复合材料的抗拉强度高达2200MPa,刚度达220GPa,而且具有极为优异的热稳定性,70