
铜包铝高速拉丝机.pdf

一吃****春艳

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜包铝高速拉丝机.pdf
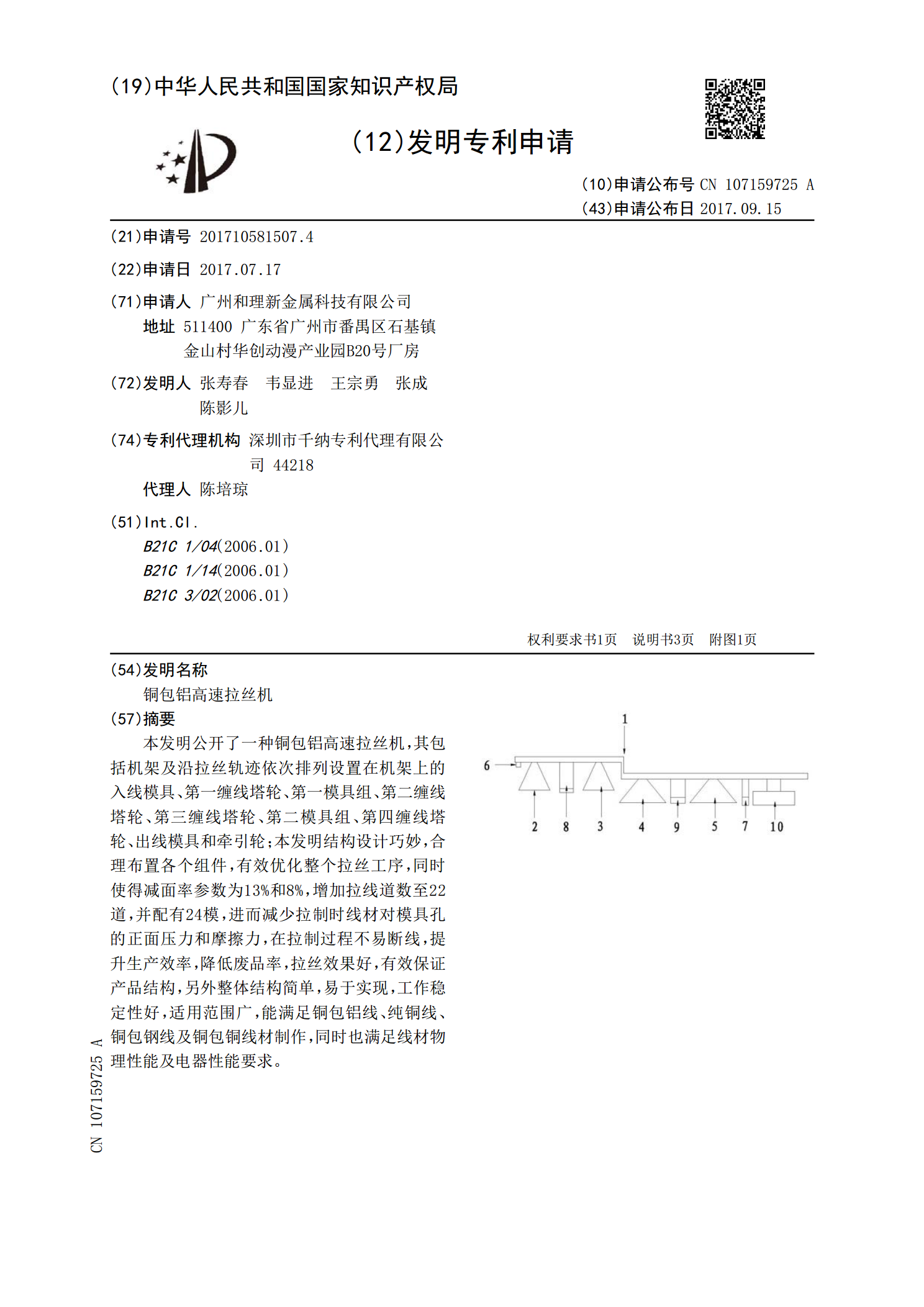
本发明公开了一种铜包铝高速拉丝机,其包括机架及沿拉丝轨迹依次排列设置在机架上的入线模具、第一缠线塔轮、第一模具组、第二缠线塔轮、第三缠线塔轮、第二模具组、第四缠线塔轮、出线模具和牵引轮;本发明结构设计巧妙,合理布置各个组件,有效优化整个拉丝工序,同时使得减面率参数为13%和8%,增加拉线道数至22道,并配有24模,进而减少拉制时线材对模具孔的正面压力和摩擦力,在拉制过程不易断线,提升生产效率,降低废品率,拉丝效果好,有效保证产品结构,另外整体结构简单,易于实现,工作稳定性好,适用范围广,能满足铜包铝线、纯

铜包铝电缆介绍.docx
铜包铝电缆电缆1.直流电阻率:铜包铝线的电阻率比纯铜线大,约为纯铜线的1.5倍,在阴值相同时,铜包铝线重量约为纯铜线的1/2。根据集肤效应计算,在5MHz以上高频时,与相同截面的铜导体相比,其电阻率相等。在50Hz频率的电力电缆的使用中,其铜导体的集肤效应和邻近效应在150mm以上就逐渐显得突出,同时由于科学技术的不断发展,产生高次谐波电流和能源会注入到供电系统中,在系统的阻抗上产生出相应频率的高次谐波电压,致使电压的波形发生畸变,增加供电系统的损耗,使导体发热增加;此外,电缆使谐波放大,在接头处产生过电

高速铜铝大拉机.pdf
本发明公开了一种高速铜铝大拉机,包括塔轮、门罩和起连接作用的座一和座二,所述座一和座二之间设置有能绕着座一转动并控制门罩自动开启和闭合的气缸一,且所述座二的上端和下端分别连接气缸一和门罩;所述塔轮采用分离机构,且所述塔轮的工作表面为“V”型结构,所述塔轮的轮圈设置在轮圈座和压盖之间。本发明通过气缸控制门罩自动开启和关闭,并将塔轮采用“V”型结构和分离机构设计,使得其操作方便快捷且润滑均匀,同时能避免了压线现象和降低使用成本。

铜包铝漆包线加工工艺.pdf
本发明公开了一种铜包铝漆包线加工工艺,它包括以下步骤:(a)对铜包铝线芯进行4次至6次拉拔;(b)对拉拔后线芯进行10道至13道涂漆,每一道涂漆包括以下步骤:(b1)给线芯上漆,(b2)将上漆后的线芯放入退火炉中退火,(b3)将退火后的线芯放入烘炉中烘干;(c)收线,该收线的速度为(5±1)米/分钟;(d)下盘并包装。本发明铜包铝漆包线加工工艺,是铜和铝冶金结合,获得一定直径及所需电气性能的铜包铝线,再通过热处理方法赋予成品所需的力学性能,为大型变压器提供了一种可以代替纯铜漆包线的材料,以铜包铝漆包线代替

铜包铝漆包线加工工艺.pdf
本发明公开了一种铜包铝漆包线加工工艺,它包括以下步骤:(a)对铜包铝线芯进行多次拉拔;(b)对拉拔后线芯进行多道涂漆,每一道涂漆包括以下步骤:(b1)给线芯上漆,(b2)将上漆后的线芯放入烘炉中进行多道烘干;(c)收线;(d)下盘并包装。对铜包铝线芯进行4到6次拉拔。对拉拔后的线芯进行10到12道涂漆。在每一道涂漆步骤中,将上漆后的漆包线进行6-10道烘干。该收线的速度为(5±1)米/分钟。以上步骤中,由于线芯进行了多道烘干,因而其达到了去除应力的要求,也就是说不必在经过退火这一道工序,进而省去了退火炉这