
平面研磨装置及游星轮.pdf

是你****辉呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

平面研磨装置及游星轮.pdf
本发明提供一种平面研磨装置及游星轮,即使在游星轮为不具有光透过性的游星轮的情况下,也能够通过激光来测定该游星轮的厚度,并省去在测定上述游星轮的厚度时将该游星轮从研磨装置拆下的劳力和时间,由此容易进行工件的厚度与游星轮的厚度之间的间隔管理,而削减其作业工时。对保持在游星轮(30)上的工件(40)进行研磨的平面研磨装置(1)具有测定该工件及游星轮的厚度的厚度测定装置(X),上述厚度测定装置构成为朝向上述工件及上述游星轮照射激光并根据来自表背面的反射光来测定厚度,上述游星轮具有:主体部(31),其具有用于保持上

两面研磨装置用的被研磨物保持用游星轮.pdf
本发明提供一种被研磨物保持用游星轮,该被研磨物保持用游星轮是两面研磨装置用的被研磨物保持用游星轮,用于获得具有精密的上下面粗糙度、并且具有优良的平行度、优良的平坦度的被研磨物。利用下述两面研磨装置用的被研磨物保持用游星轮解决问题,该被研磨物保持用游星轮具有一个或者一个以上用于保持被研磨物的保持孔,其特征在于,在比假想同心圆靠内侧的游星轮基材上穿孔多个小孔,并且在比前述假想同心圆靠外侧的游星轮基材上穿孔多个具有比前述小孔大的直径的小孔,该假想同心圆与用于保持被研磨物的保持孔具有相同的中心,并且以具有比该保持

一种双面研磨机用游星轮定位装置.pdf
本发明公开了一种双面研磨机用游星轮定位装置,包括安装顶板,安装底板,吸盘组件;其中,所述测力结构包括球体、第一凹槽、第二凹槽、弹性元件和测力传感器;所述安装顶板的面积小于所述安装底板的面积;所述测力传感器的一端设置在所述安装顶板的底部周侧另一端连接在所述安装底板的顶部;所述安装底板上设有用于容纳所述测力传感器形变位移的容纳空间。通过安装顶板、安装底板和测力结构的设置;使得定位精准,提高了生产效率,自动化程度高,降低劳动力,提高了生产质量。
平面研磨装置.pdf
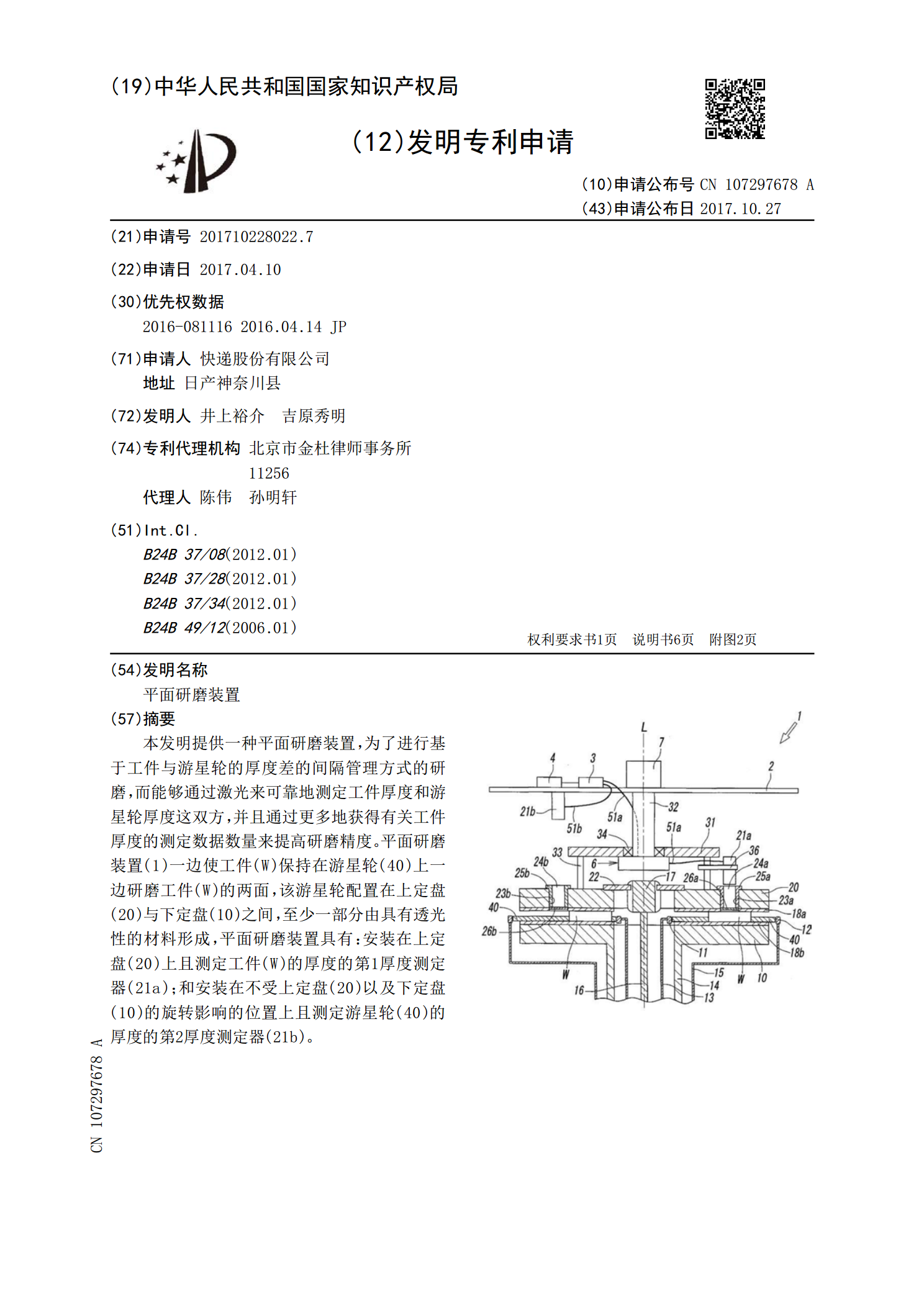
本发明提供一种平面研磨装置,为了进行基于工件与游星轮的厚度差的间隔管理方式的研磨,而能够通过激光来可靠地测定工件厚度和游星轮厚度这双方,并且通过更多地获得有关工件厚度的测定数据数量来提高研磨精度。平面研磨装置(1)一边使工件(W)保持在游星轮(40)上一边研磨工件(W)的两面,该游星轮配置在上定盘(20)与下定盘(10)之间,至少一部分由具有透光性的材料形成,平面研磨装置具有:安装在上定盘(20)上且测定工件(W)的厚度的第1厚度测定器(21a);和安装在不受上定盘(20)以及下定盘(10)的旋转影响的位

游星轮插齿装置.pdf
本发明提供了一种游星轮插齿装置,它包括本体、固定安装于所述本体上部的导向杆、固定安装于所述本体上部并且与所述导向杆平行的螺纹杆、安装于所述本体上部并且套设于所述导向杆和所述螺纹杆的机头、设置于所述机头一侧的控制手柄、固定安装于所述机头的下方的插齿刀、转动安装于所述本体上部的旋转台以及固定安装于所述旋转台的定位杆。本发明优点是:结构简单实用,操作方便,加工速度快,加工效果好,游星轮边缘整齐美观,产品质量高,给企业带来了极大的经济效益,具有非常积极的意义。