
锥形滚子端面磨削加工工装.pdf

映雁****魔王

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
锥形滚子端面磨削加工工装.pdf
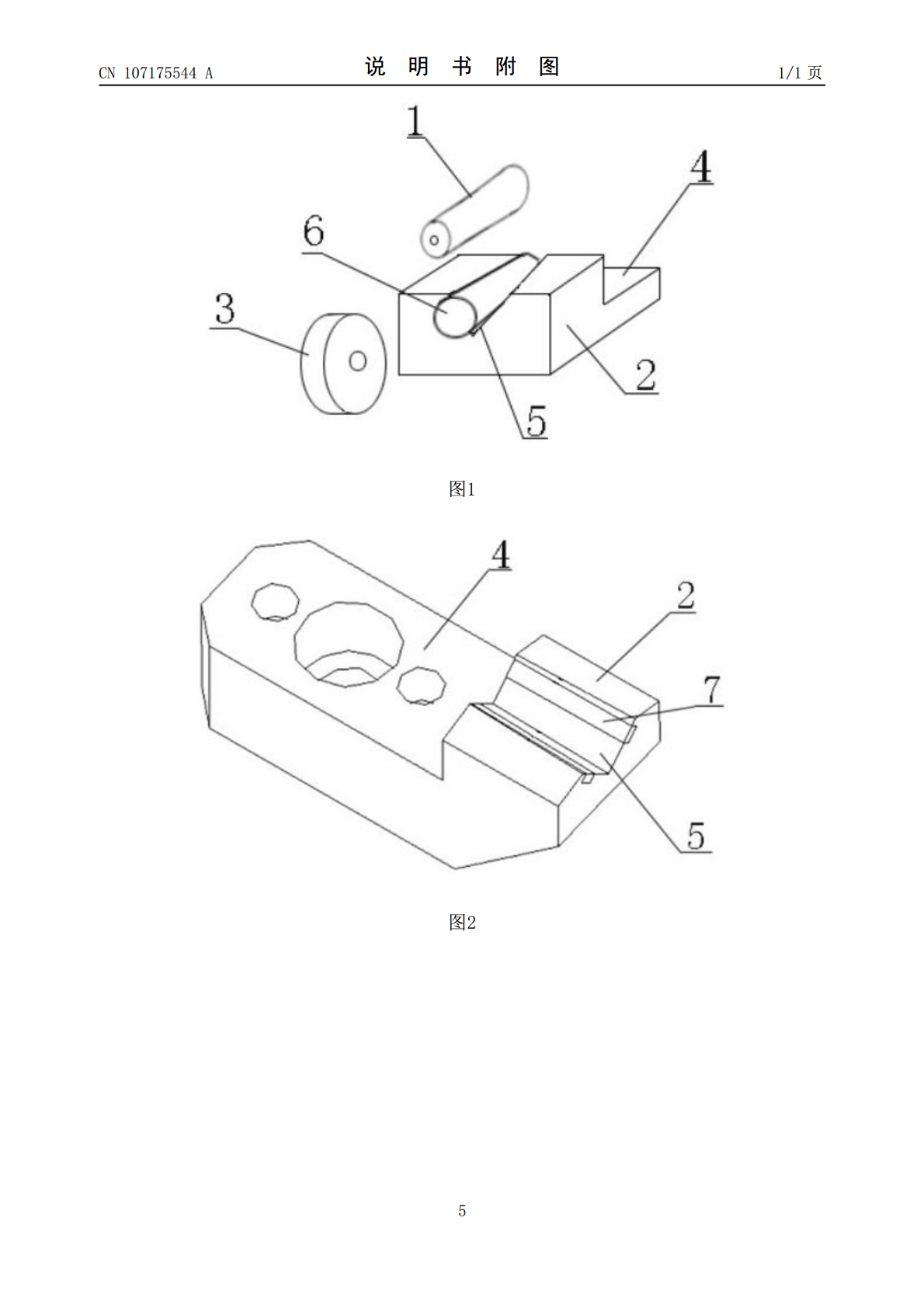
本发明涉及一种锥形滚子端面磨削加工工装。它包括驱动压轮、滚子放置块、加工砂轮,滚子放置块上端设计有驱动压轮,滚子放置块一侧设计有加工砂轮,滚子放置块的另一侧装有固定座,滚子放置块上开有V型槽,锥形滚子放置在V型槽内;V型槽与锥形滚子是线接触;在V型槽的内槽面上,V型槽与锥形滚子线接触位置镶嵌有金刚石;驱动压轮压在锥形滚子上面,加工砂轮摩擦接触锥形滚子的大端面;V型槽的两个倾斜面轴向倾斜角度与锥形滚子的外锥形面的轴向倾斜角度相同。优点设计巧妙,使用方便,滚子放置块的V型槽设计保证锥形滚子的轴心水平,驱动压轮

锥形滚子的大端面加工方法.pdf
本发明涉及一种锥形滚子的大端面加工方法。把锥形滚子放在滚子放置块的V型槽内,滚子放置块水平固定在工作台上,V型槽内的两个倾斜的槽面上镶嵌有金刚石,锥形滚子的外锥面与V型槽的两个槽面上的金刚石接触;V型槽的槽面倾斜度与锥形滚子的外锥面倾斜度互补,使锥形滚子的轴心处于水平状态;锥形滚子上面驱动压有驱动滚轮,驱动滚轮每分钟1200转;锥形滚子的大端面侧通过加工砂轮进行加工。优点设计巧妙,使用方便,滚子放置块的V型槽设计保证锥形滚子的轴心水平,驱动压轮保证锥形滚子水平旋转,金刚石增加接触线耐磨,延长工装寿命。
弹簧端面磨削的加工工装与方法.pdf
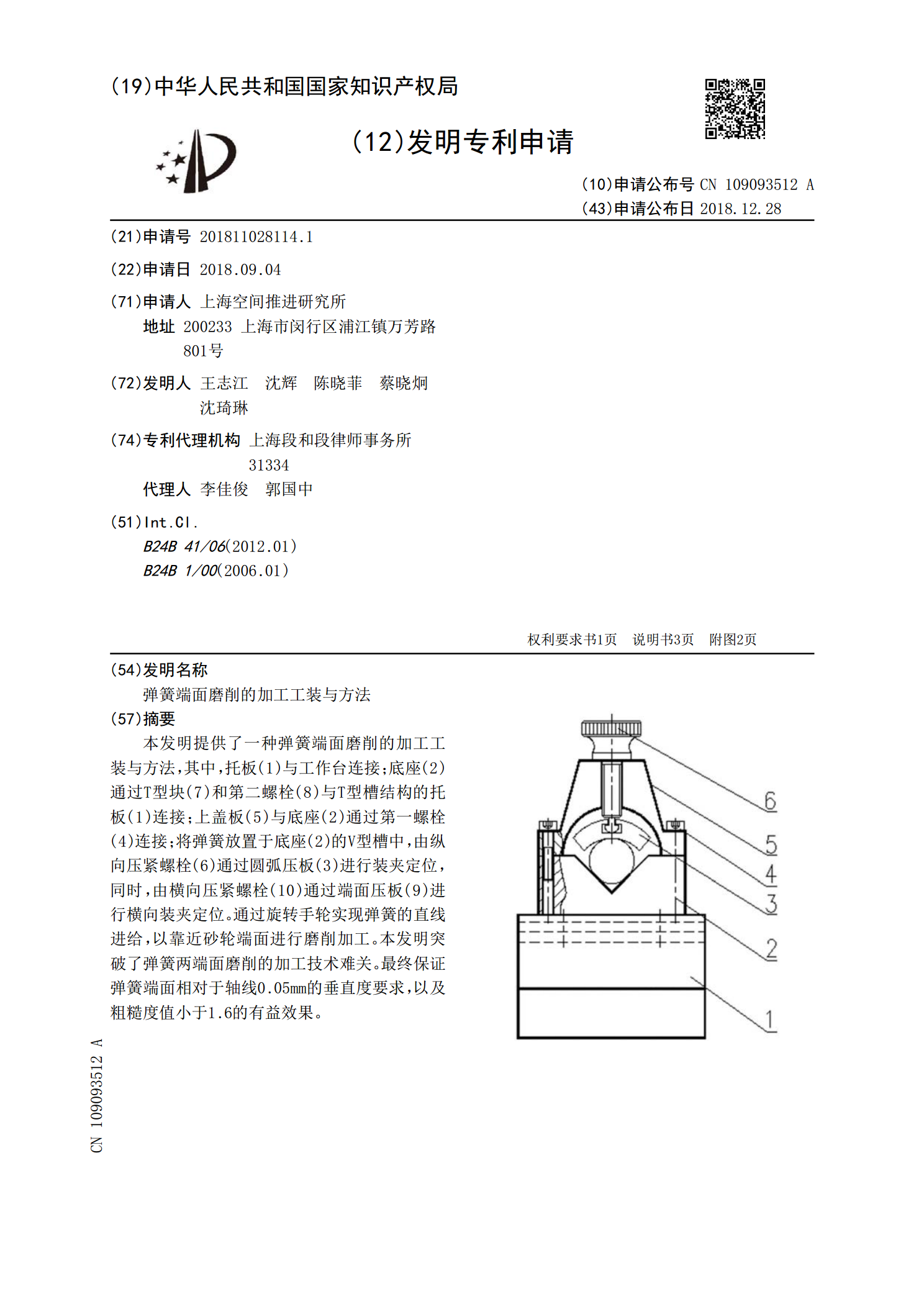
本发明提供了一种弹簧端面磨削的加工工装与方法,其中,托板(1)与工作台连接;底座(2)通过T型块(7)和第二螺栓(8)与T型槽结构的托板(1)连接;上盖板(5)与底座(2)通过第一螺栓(4)连接;将弹簧放置于底座(2)的V型槽中,由纵向压紧螺栓(6)通过圆弧压板(3)进行装夹定位,同时,由横向压紧螺栓(10)通过端面压板(9)进行横向装夹定位。通过旋转手轮实现弹簧的直线进给,以靠近砂轮端面进行磨削加工。本发明突破了弹簧两端面磨削的加工技术难关。最终保证弹簧端面相对于轴线0.05mm的垂直度要求,以及粗糙度

滚子凸度磨削加工装置及其加工方法.pdf
本发明涉及一种滚子凸度磨削加工装置,用于滚子凸度加工,它包括导轮、砂轮、上托板以及下托板,导轮与砂轮相向设置,在砂轮与导轮之间留有间隙,在间隙上下两侧分别设置有上托板、下托板,滚子放置在上托板、下托板之间,上托板、下托板分别与滚子之间间隙接触,滚子在砂轮、导轮的带动下,一边自转,一边移动并通过砂轮与导轮之间间隙,同时砂轮对滚子进行加工;所述的导轮为腰鼓状,在导轮的外周面螺旋设置有槽道,槽道宽度的滚子宽度,所述的砂轮一周设置有第一凹陷圆弧,第一凹陷圆弧正对导轮,上托板、下托板上分别设置有弧面,弧面共同构成的

管件端面自动磨削加工装置.pdf
本发明公开了一种管件端面自动磨削加工装置,包括固定于管件上的安装座、与安装座固联的环形基座,其特征在于环形基座的一侧固联有压板,在环形基座与压板之间设有环形的链条,在环形基座内设有内轮槽、内夹槽和外轮槽、外夹槽,在内轮槽中设有内滚轮,内滚轮通过芯轴与置于内夹槽中的内滑块相联,在外轮槽中设有外滚轮,外滚轮通过芯轴与置于外夹槽中的外滑块相联,内滑块与外滑块均联于移动滑座上;在移动滑座上固设有砂轮机和减速电机,在砂轮机主轴上联有与管件端面配合的砂轮,减速电机的输出轴上联有与链条配合的链轮。本发明具有适用范围广、