
中频炉熔炼灰铁的工艺(二).doc

天马****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

中频炉熔炼灰铁的工艺(二).doc
.精选范本中频炉熔炼灰铁的工艺、质量控制浅论(二)3.1增碳率的控制和增碳剂的使用对于中频炉熔炼灰铁,许多人都以为只要炉前控制住铁水的化学成分和温度,就能熔炼出优质铁水,但事实并非如此简单。中频炉熔炼灰铁的重中之重是控制增碳剂的核心作用,核心技术是铁水增碳。增碳率越高,铁水的冶金性能越好。这里所说的增碳率,是铁水中以增碳剂形式加入的碳,而不是炉料中带入的碳。生产实践表明,在炉料配比中生铁比例高,白口倾向大;增碳剂比例增大,白口倾向减小。这就要求在配料中要多用廉价的废钢和回炉料,少用或不用新生铁,这种采用废

中频炉熔炼灰铁的工艺及质量控制浅论.docx
中频炉熔炼灰铁的工艺及质量控制浅论中频炉熔炼灰铁的工艺及质量控制浅论灰铁是一种重要的铸造材料,主要应用于汽车、机械、建筑等领域。而中频炉作为一种高效、节能的铸造设备,已经得到广泛应用。本文将从中频炉熔炼灰铁的工艺及质量控制两个方面,探讨中频炉熔炼灰铁的技术要点。一、工艺要点1.铁水的选用在中频炉中熔炼灰铁之前,首先需要选用适合的铁水,通常应选用高品质的蠕化铁水。蠕化铁水是一种加入镁铝合金后在铁水中发生的化学反应产生的一种铁水,其能够有效的控制各种合金元素的含量,在熔炼灰铁时起到了重要的作用。2.炉温控制中

灰铁熔炼工艺.pdf
熔炼操作工艺规则要求牌号:HT3001.成分(%):C:Si:Ni:Cr:P:≦2.机械性能:拉伸≥300HB:180-250碳当量CEL=Si/C≥3.炉内成分控制为(%):C:Si:Mn:P:Cr:S:4.炉料组成废钢55%新生铁25%回炉料:20%不足碳用石墨加SIC补足,各成分按规格中下线补入。5.熔化a:首先加入废钢,当熔完废钢量的三分之一时加入增碳剂,SiC(90%)加入补合金,以致钢水能全部吸收成分。b:全溶后加入新生铁,即回炉料。c;炉料全溶后,温度≥1450-1480℃时取样。d.调整成
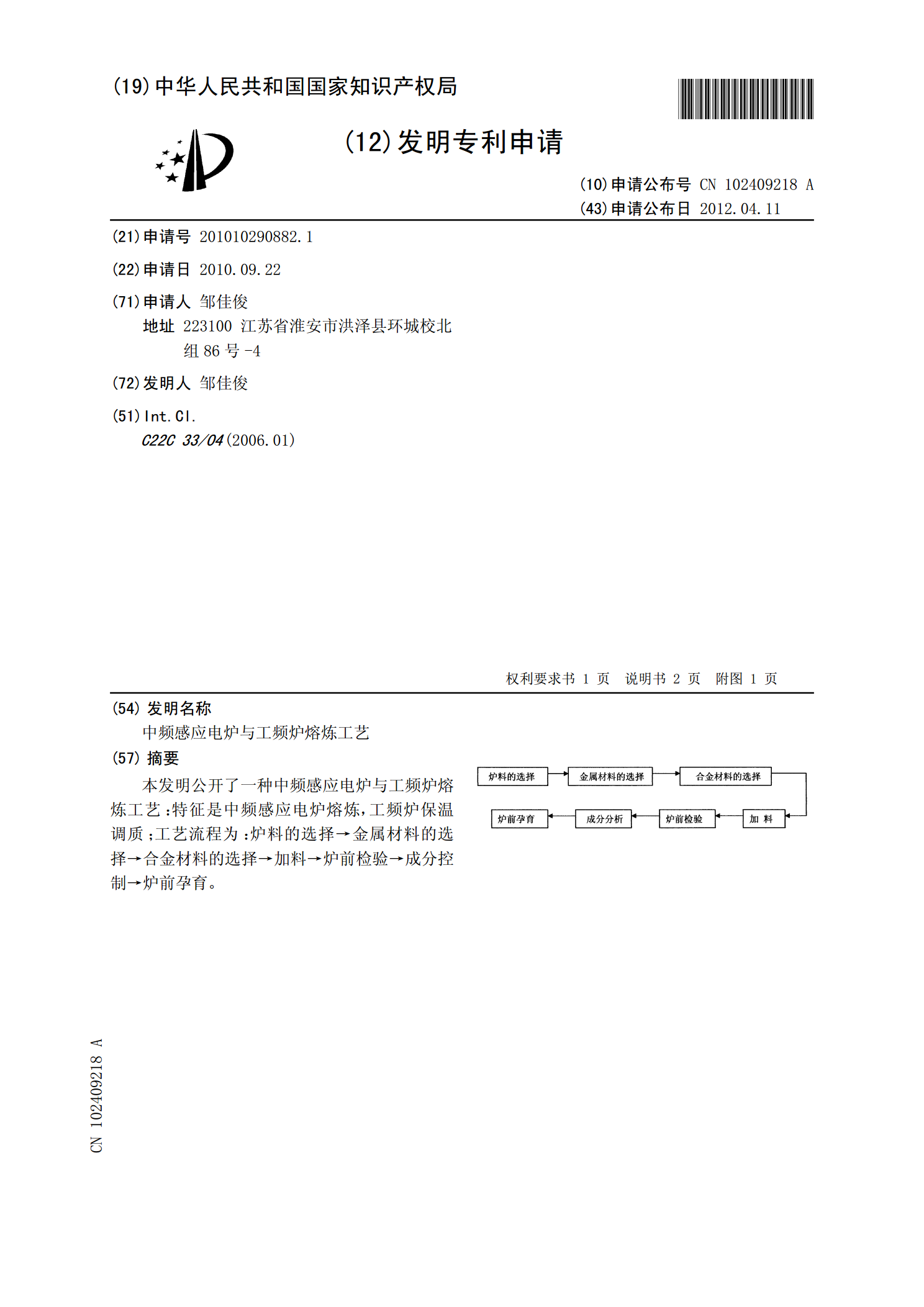
中频感应电炉与工频炉熔炼工艺.pdf
本发明公开了一种中频感应电炉与工频炉熔炼工艺:特征是中频感应电炉熔炼,工频炉保温调质;工艺流程为:炉料的选择→金属材料的选择→合金材料的选择→加料→炉前检验→成分控制→炉前孕育。
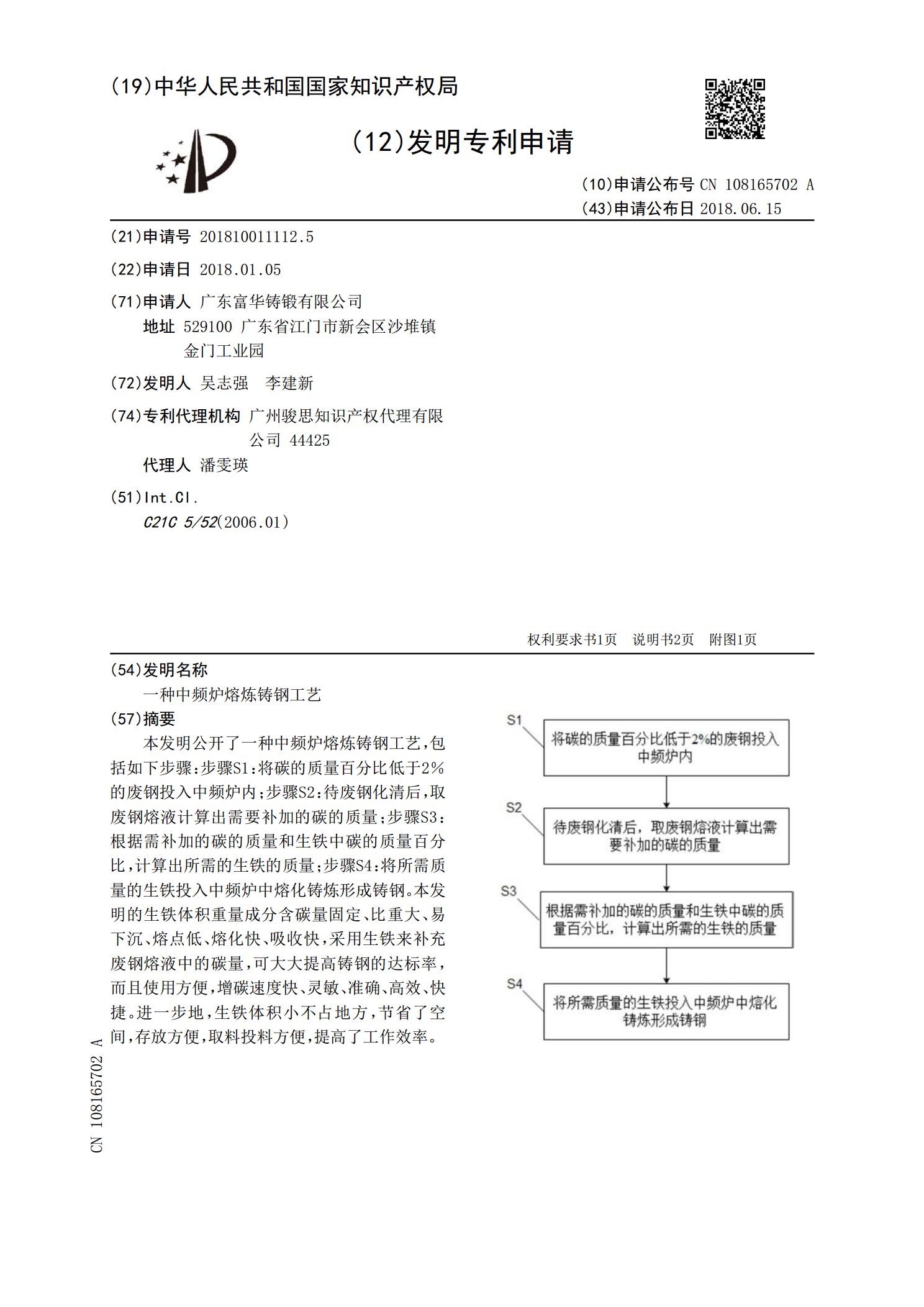
一种中频炉熔炼铸钢工艺.pdf
本发明公开了一种中频炉熔炼铸钢工艺,包括如下步骤:步骤S1:将碳的质量百分比低于2%的废钢投入中频炉内;步骤S2:待废钢化清后,取废钢熔液计算出需要补加的碳的质量;步骤S3:根据需补加的碳的质量和生铁中碳的质量百分比,计算出所需的生铁的质量;步骤S4:将所需质量的生铁投入中频炉中熔化铸炼形成铸钢。本发明的生铁体积重量成分含碳量固定、比重大、易下沉、熔点低、熔化快、吸收快,采用生铁来补充废钢熔液中的碳量,可大大提高铸钢的达标率,而且使用方便,增碳速度快、灵敏、准确、高效、快捷。进一步地,生铁体积小不占地方,