
一种磨削加工方法及其装置.pdf

琰琬****买买


1/6
2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种磨削加工方法及其装置.pdf
本发明涉及磨削加工领域,具体为一种磨削加工方法及其装置。该装置包括:工件、磨头、砂轮轴、砂轮、电力检验电路、数控装置、切入进给电机,转动前端设有磨头的砂轮轴,该磨头和工件表面向切入方向相对进给;与此同时,为了保证磨头和砂轮轴的转动扭矩,在提前设定的粗加工目标扭矩范围内,控制切入方向的进给速度,对工件表面进行粗加工;之后,为了保证转动扭矩在比粗加工目标扭矩还要小的精加工目标扭矩范围内,控制切入方向的进给速度,对工件表面进行精加工。本发明可以解决现有技术中存在的容易发生检验误差,不易于进行稳定的控制等问题。

滚子凸度磨削加工装置及其加工方法.pdf
本发明涉及一种滚子凸度磨削加工装置,用于滚子凸度加工,它包括导轮、砂轮、上托板以及下托板,导轮与砂轮相向设置,在砂轮与导轮之间留有间隙,在间隙上下两侧分别设置有上托板、下托板,滚子放置在上托板、下托板之间,上托板、下托板分别与滚子之间间隙接触,滚子在砂轮、导轮的带动下,一边自转,一边移动并通过砂轮与导轮之间间隙,同时砂轮对滚子进行加工;所述的导轮为腰鼓状,在导轮的外周面螺旋设置有槽道,槽道宽度的滚子宽度,所述的砂轮一周设置有第一凹陷圆弧,第一凹陷圆弧正对导轮,上托板、下托板上分别设置有弧面,弧面共同构成的

一种轴承加工用磨削装置及其操作方法.pdf
本发明公开了一种轴承加工用磨削装置及其操作方法,涉及轴承加工用磨削装置技术领域;为了保证磨削过程中不会出现磨削死角;该磨削装置具体包括底座、轴承外圈、两个防护架和磨削机构,所述底座顶部外壁通过螺栓固定有支撑架,所述支撑架内壁转动连接有支架,所述支撑架一侧外壁通过螺栓固定有伺服电机一;该磨削装置的操作方法,包括以下步骤:将轴承外圈放置于支架底部的圆台型导辊外壁。本发明通过设置有三个导向摩擦辊和一个空心转动辊可以将轴承外圈转动连接于其圆周外壁,从而可以在水平方向对其进行限位的同时可以保证轴承外圈圆周外壁可以沿
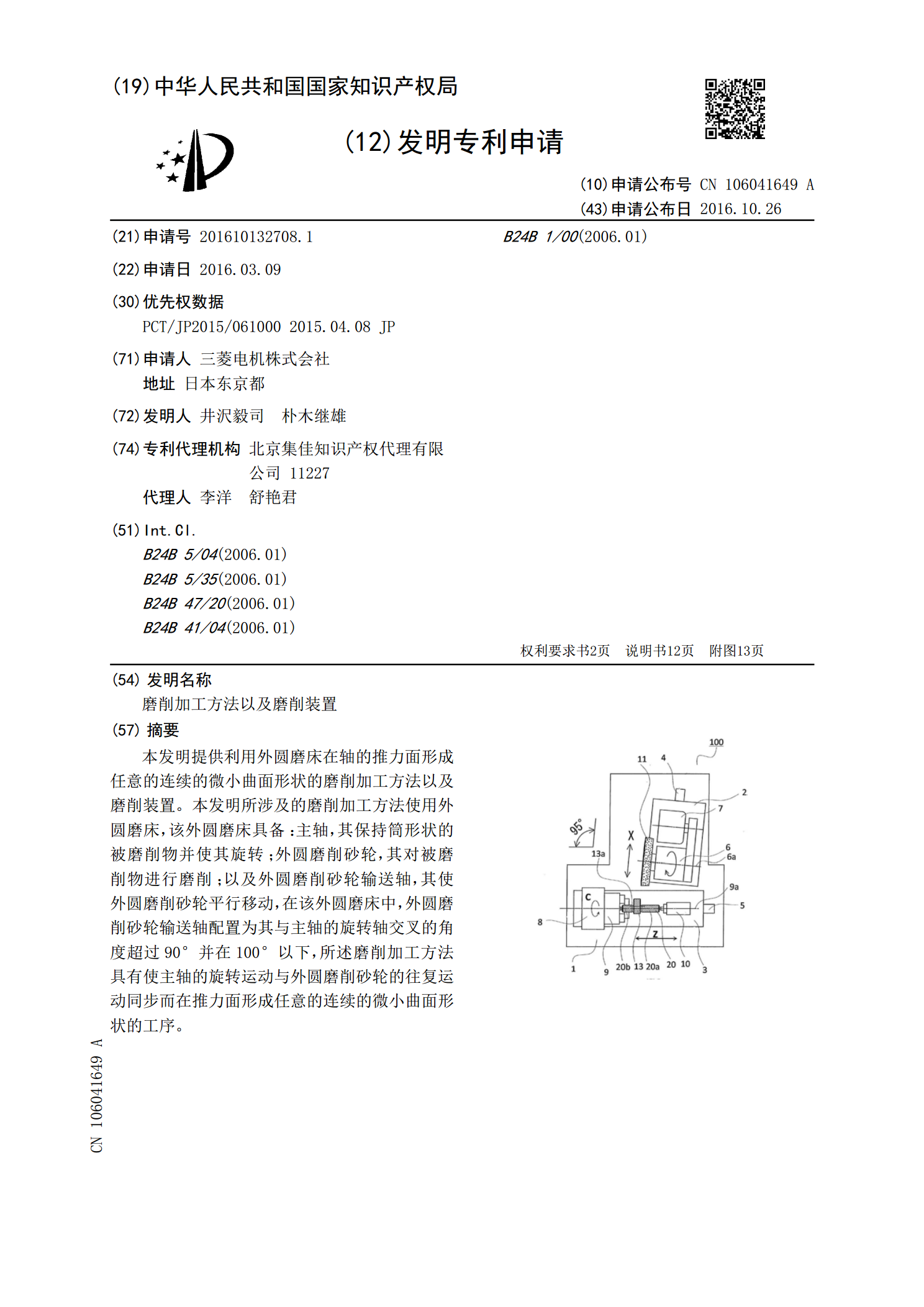
磨削加工方法以及磨削装置.pdf
本发明提供利用外圆磨床在轴的推力面形成任意的连续的微小曲面形状的磨削加工方法以及磨削装置。本发明所涉及的磨削加工方法使用外圆磨床,该外圆磨床具备:主轴,其保持筒形状的被磨削物并使其旋转;外圆磨削砂轮,其对被磨削物进行磨削;以及外圆磨削砂轮输送轴,其使外圆磨削砂轮平行移动,在该外圆磨床中,外圆磨削砂轮输送轴配置为其与主轴的旋转轴交叉的角度超过90°并在100°以下,所述磨削加工方法具有使主轴的旋转运动与外圆磨削砂轮的往复运动同步而在推力面形成任意的连续的微小曲面形状的工序。
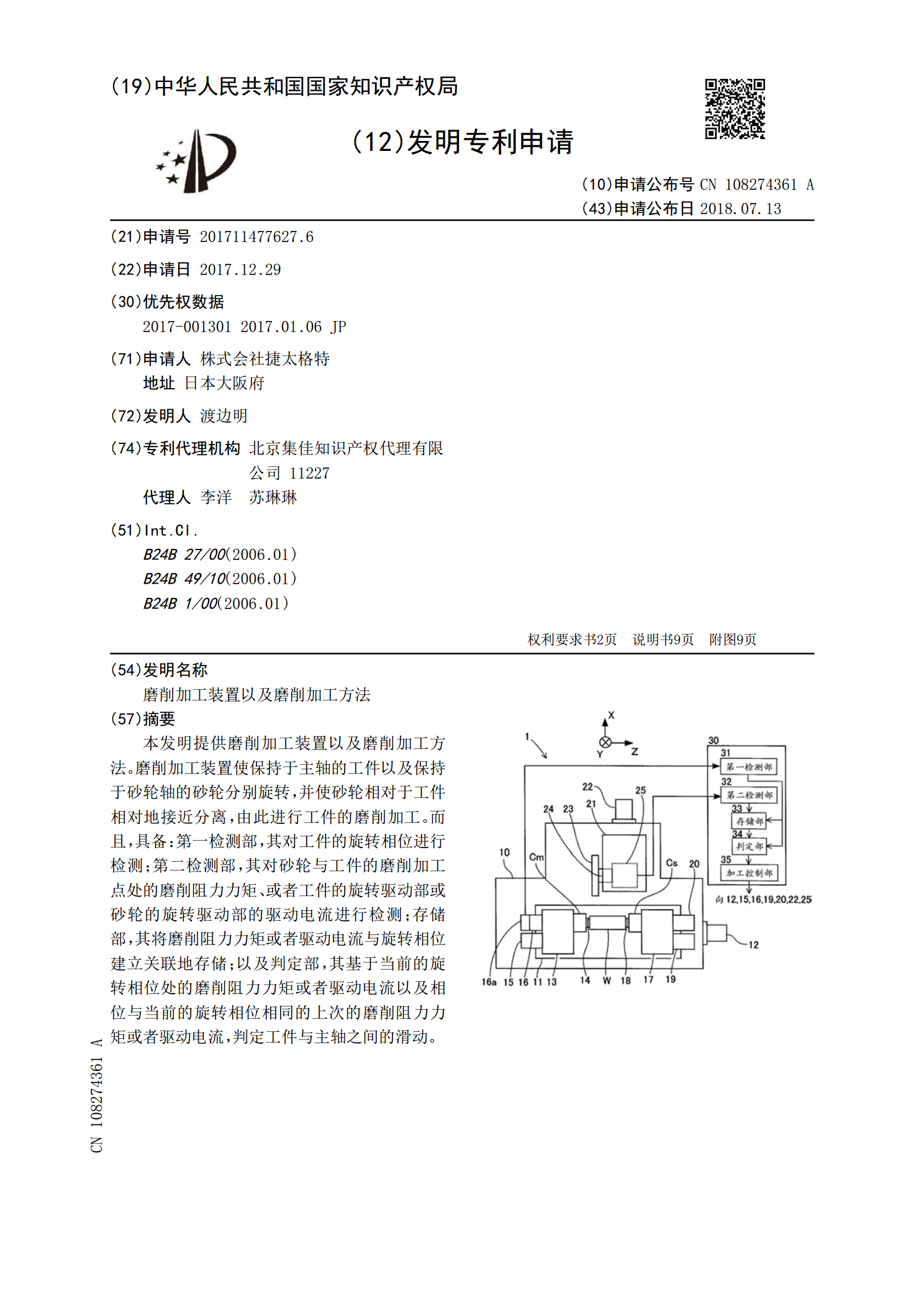
磨削加工装置以及磨削加工方法.pdf
本发明提供磨削加工装置以及磨削加工方法。磨削加工装置使保持于主轴的工件以及保持于砂轮轴的砂轮分别旋转,并使砂轮相对于工件相对地接近分离,由此进行工件的磨削加工。而且,具备:第一检测部,其对工件的旋转相位进行检测;第二检测部,其对砂轮与工件的磨削加工点处的磨削阻力力矩、或者工件的旋转驱动部或砂轮的旋转驱动部的驱动电流进行检测;存储部,其将磨削阻力力矩或者驱动电流与旋转相位建立关联地存储;以及判定部,其基于当前的旋转相位处的磨削阻力力矩或者驱动电流以及相位与当前的旋转相位相同的上次的磨削阻力力矩或者驱动电流,