
滚压管端成型机及成型方法.pdf

一只****ng


1/7

2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

滚压管端成型机及成型方法.pdf
本发明公开了一种滚压管端成型机及成型方法,其中滚压管端成型机包括工作台,工作台上设有成型单元,成型单元包括滚轴、随动旋转的滚轮、伺服电机和控制组件,滚轮位于滚轴一端的一侧,伺服电机的下端设有滚轮连接杆,滚轮连接杆的端部设有U形槽,滚轮固定在U形槽内,伺服电机通过滚轮连接杆调节滚轴与滚轮之间的距离,伺服电机与控制组件电连接。本发明的管材成型设备适用范围广,不受管材材质和形状的影响,管材成型的尺寸稳定性好、外形偏差小。

滚压成型机.pdf
一种滚压成型机,其包括多个成型站,多个成型站使给定材料连续成型,直到获得沿整个长度带有可变段的预先设计的型材;每个成型站依次被放置在头部(2)上,该头部至少包括:第一装置,该第一装置布置成用于水平的和与所述型材前进的方向垂直的平移运动;第二装置,该第二装置布置成用于旋转运动;所述头部(2)还相对于水平方向倾斜某个角度(α);所述滚压成型机还包括至少一个水平轮(13),该水平轮安装在面对成型站(2)的侧部结构中,该水平轮构成为支撑从辊道线突出的成型材料并且记录所述成型材料的运动和循环速度,所述运动为同步的并

管件端部成型机.pdf
本发明公开了一种用于管件端部加工的管件端部成型机,其包括机身(1)、凸轮机构、夹管模装置和对管端加工的冲模装置,冲模装置设置有冲模滑块,冲模安装在冲模滑块上,冲模滑块和凸轮机构中的从动件(14)是两个部件,冲模滑块向前的动作由凸轮机构中的从动件(14)驱动。冲模滑块只承受前后的力,冲模的中心线不受凸轮机构及其从动件(14)磨损程度的影响,即使使用时间久了,也能保证管件端部成型的精度。冲模滑块可为一个也可以是多个。

碾压式管端成型机.pdf
本发明公开了一种碾压式管端成型机,包括机身(1)、碾压内模装置、碾压外模装置,碾压外模(4)的进给由可旋转的进给轮(13)驱动,进给轮(13)的外缘由离合段(15)和碾压成型段构成,碾压成型段由圆弧构成,圆弧的圆心与进给轮(13)的旋转中心相同,进给轮(13)的碾压成型段由一个圆弧(14)构成或多段不同半径的圆弧构成。
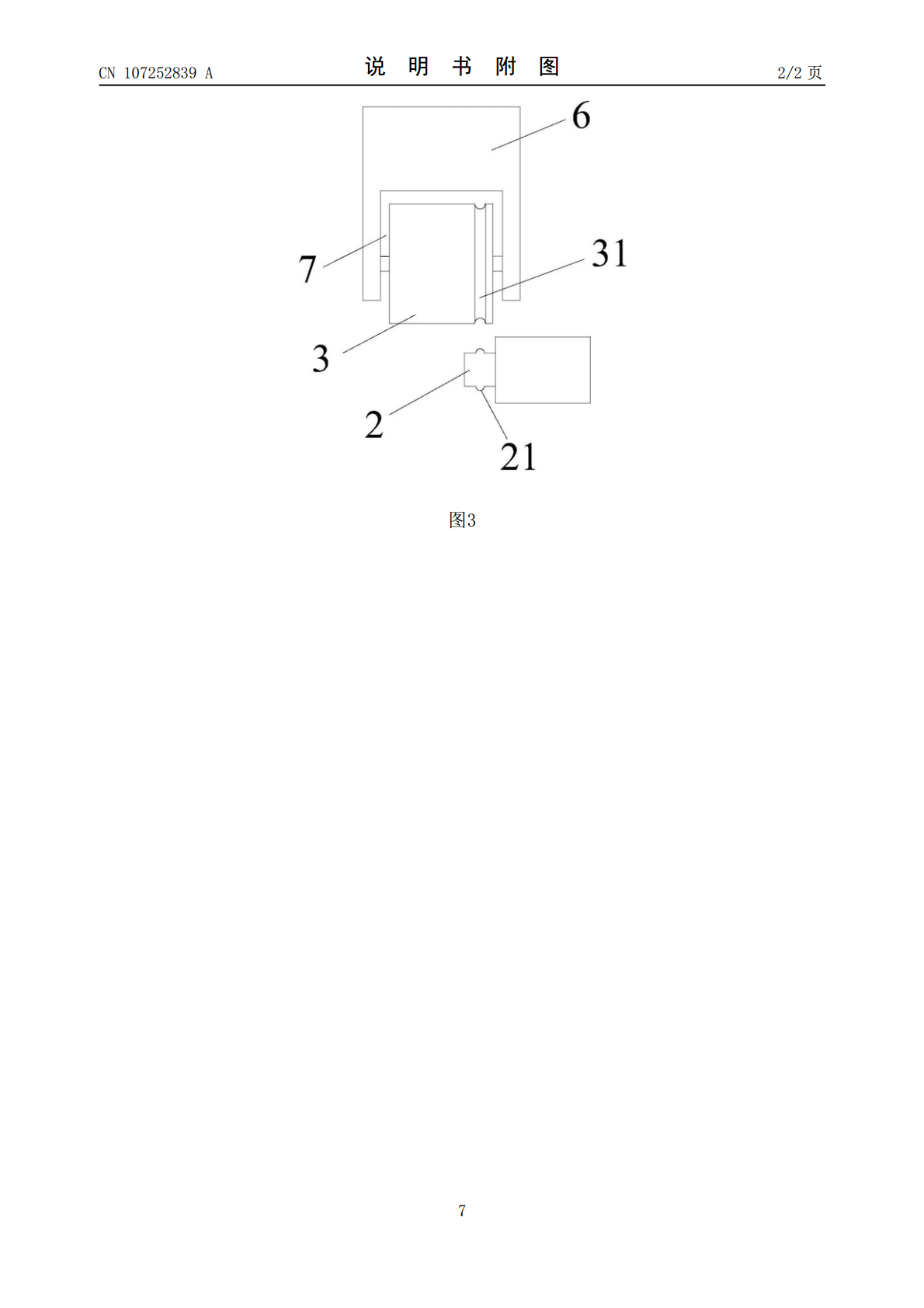
碾压式管端成型机.pdf
本发明公开了一种碾压式管端成型机,包括机架(1)、碾压内模装置、碾压外模装置。碾压外模装置包括碾压外模(4)、滑块(6)、滑道(7)和凸轮(13),碾压外模(4)安装在滑块(6)上,滑块(6)在滑道(7)中的进给由凸轮(13)驱动,凸轮(13)的运动由电机驱动。凸轮(13)可为盘形凸轮,盘形凸轮(13)的外缘为缺少一块的一个圆,凸轮(13)的外缘缺少一块的部位构成进给段(15),余下的部位为等圆圆弧,构成碾压定型段(14)。