
碾压式管端成型机.pdf

景福****90


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
碾压式管端成型机.pdf
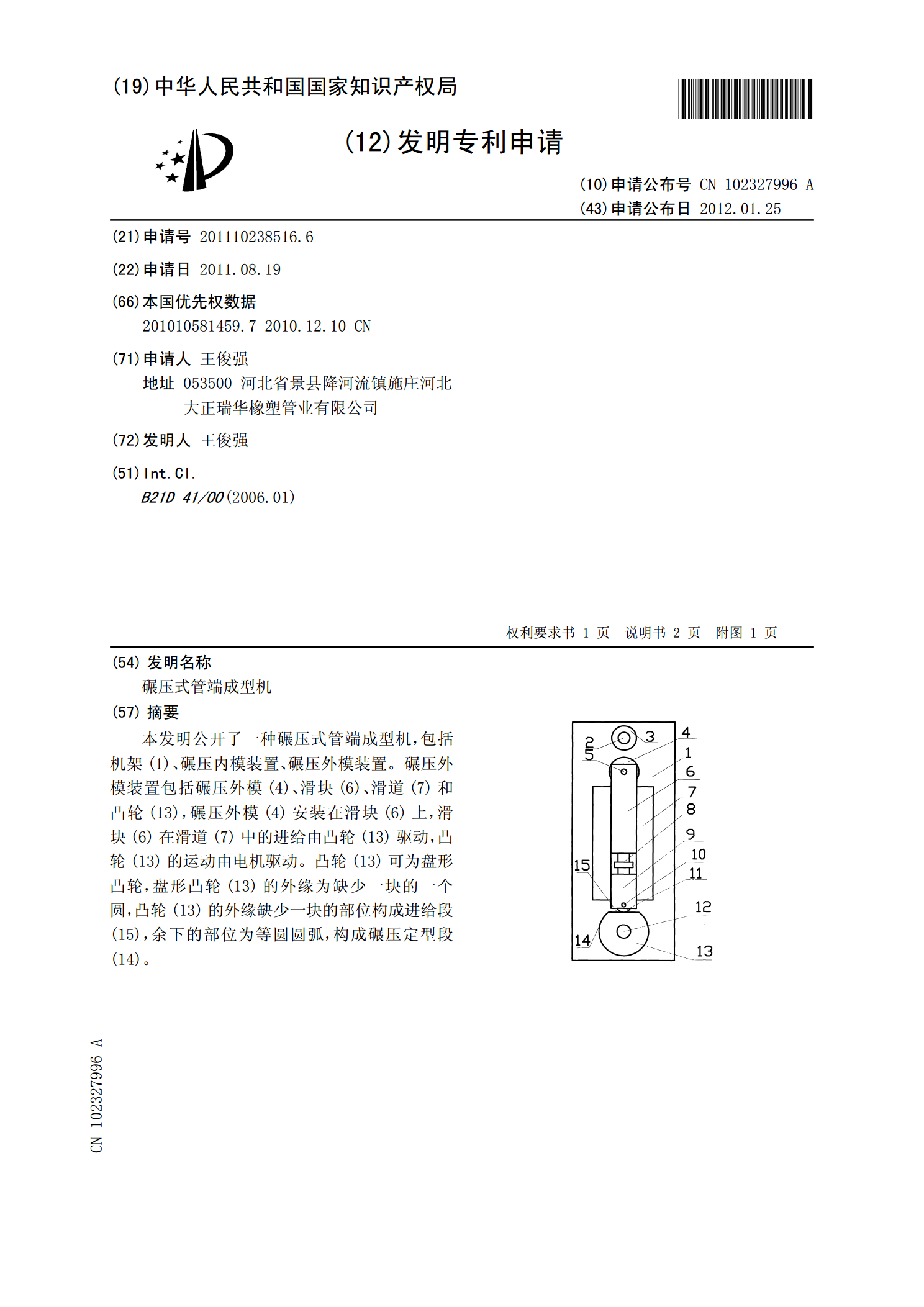
本发明公开了一种碾压式管端成型机,包括机架(1)、碾压内模装置、碾压外模装置。碾压外模装置包括碾压外模(4)、滑块(6)、滑道(7)和凸轮(13),碾压外模(4)安装在滑块(6)上,滑块(6)在滑道(7)中的进给由凸轮(13)驱动,凸轮(13)的运动由电机驱动。凸轮(13)可为盘形凸轮,盘形凸轮(13)的外缘为缺少一块的一个圆,凸轮(13)的外缘缺少一块的部位构成进给段(15),余下的部位为等圆圆弧,构成碾压定型段(14)。

碾压式管端成型机.pdf
本发明公开了一种碾压式管端成型机,包括机身(1)、碾压内模装置、碾压外模装置,碾压外模(4)的进给由可旋转的进给轮(13)驱动,进给轮(13)的外缘由离合段(15)和碾压成型段构成,碾压成型段由圆弧构成,圆弧的圆心与进给轮(13)的旋转中心相同,进给轮(13)的碾压成型段由一个圆弧(14)构成或多段不同半径的圆弧构成。

机械式管端成型机.pdf
本发明公开了一种用于管件端部加工的机械式管端成型机,包括机身(11)、飞轮(12)、曲柄滑块机构、夹管装置和和卧式布置的冲模装置,由飞轮(12)提供动力做功。冲模装置位于机身工作台面(21)的上方,飞轮(12)的中心轴位于机身工作台面(21)的下方。曲柄滑块机构中的曲柄轴(15)可以设置在机身工作台面(21)的下方,也可以设置在机身工作台面(21)的上方。

机械式管件端部成型机.pdf
本发明公开了一种用于管件端部加工的机械式管件端部成型机,包括机身(1)、电机、惯性轮(14)、离合器、曲柄滑块机构、夹管装置和对管端成型的冲模装置。它由电机通过齿轮或传动带带动惯性轮(14)提供动力,用离合器控制曲轴(15)的启动和停止。夹管模装置的两个夹管模座为上下布置,其中一个为可移动夹管模座(2),另一个可以是固定夹管模座(3),固定夹管模座(3)固定在机身(1)上。冲模(10)为前后动作。更换不同模具,就可对管件进行墩头、扩口、预装卡套等成型工作。曲轴(15)可以有一个曲柄也可有两个曲柄,有两个曲

机械式管件端部成型机.pdf
本发明公开了一种用于管件端部加工的机械式管件端部成型机,包括机身(1)、电机、惯性轮(14)、离合器、曲柄滑块机构、夹管装置和对管端成型的冲模装置,由电机通过齿轮或传动带带动惯性轮(14)提供动力,用离合器控制曲轴(13)的启动和停止。对管端成型的冲模(3)安装在冲模滑块(10)上,冲模滑块(10)和曲柄滑块机构中的滑块(12)是两个部件。夹管模座安装夹管模的部位可做成圆弧状,冲模滑块(10)可为圆柱状。冲模滑块(10)和曲柄滑块机构中的滑块(12)的接触端可以是分开的,冲模滑块(10)和曲柄滑块机构中的