
用于定制轧制的可变厚度连续铸造.pdf

一只****ua


1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于定制轧制的可变厚度连续铸造.pdf
提供了通过横跨带材材料的宽度定制铸造具有定制厚度的带材来形成高强度金属合金前体的方法。定制铸造带材在整个宽度上具有变化的厚度,其随后可以进一步定制轧制成最终所需的厚度轮廓/定制厚度。这种定制铸造方法可以通过在连续铸造工艺中使铸辊或铸坯的图案化表面与液体高强度金属合金接触来进行。本发明提供了横跨宽度连续铸造具有变化厚度的带材的方法,以允许在后续加工(如定制轧制)中改进产品。还提供了由具有定制厚度的定制铸造板坯制造高强度金属合金结构性汽车部件的方法。
连续铸造和轧制设备以及连续铸造和轧制方法.pdf
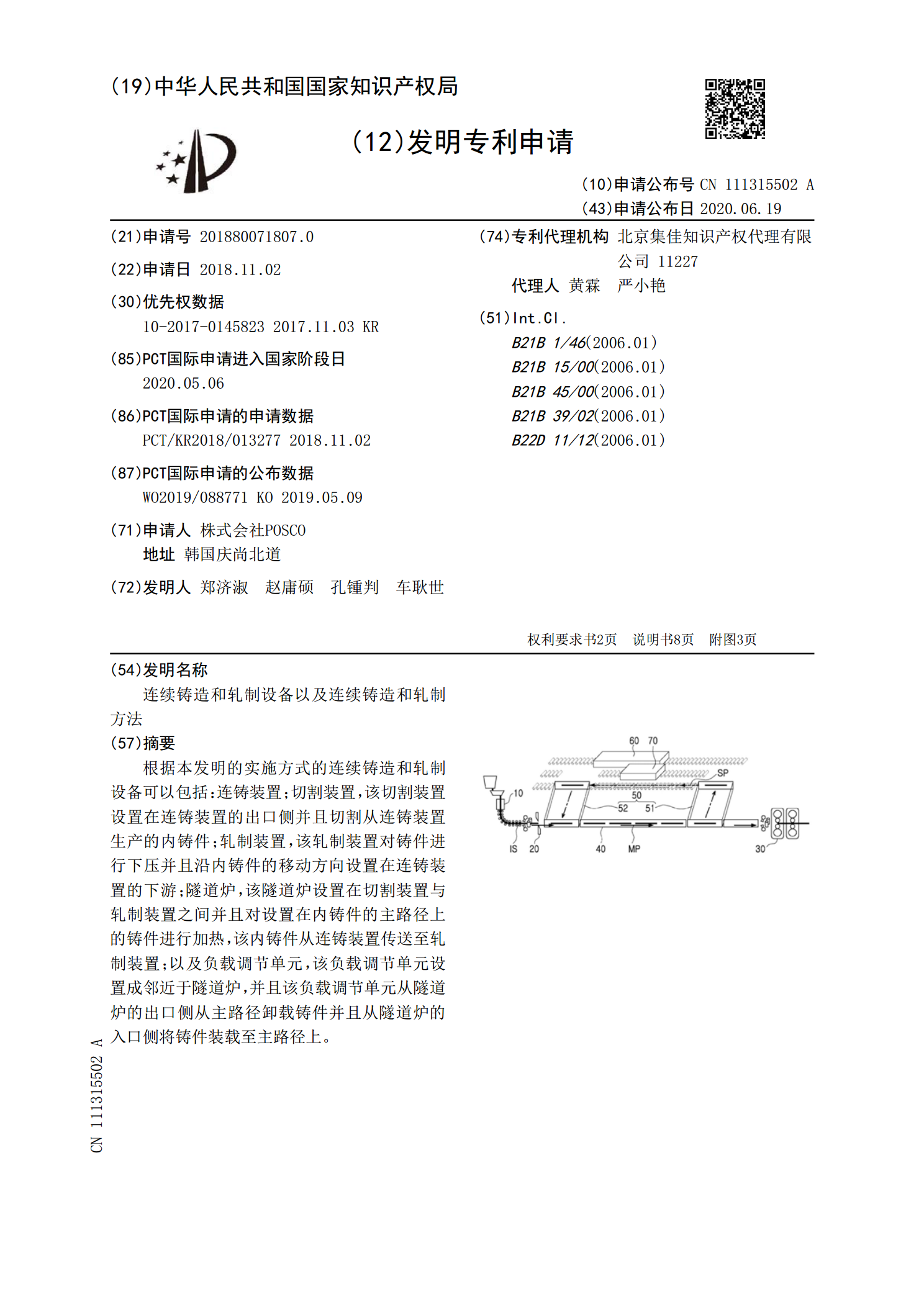
根据本发明的实施方式的连续铸造和轧制设备可以包括:连铸装置;切割装置,该切割装置设置在连铸装置的出口侧并且切割从连铸装置生产的内铸件;轧制装置,该轧制装置对铸件进行下压并且沿内铸件的移动方向设置在连铸装置的下游;隧道炉,该隧道炉设置在切割装置与轧制装置之间并且对设置在内铸件的主路径上的铸件进行加热,该内铸件从连铸装置传送至轧制装置;以及负载调节单元,该负载调节单元设置成邻近于隧道炉,并且该负载调节单元从隧道炉的出口侧从主路径卸载铸件并且从隧道炉的入口侧将铸件装载至主路径上。
用于连续铸造机轧制线的辊模块.pdf
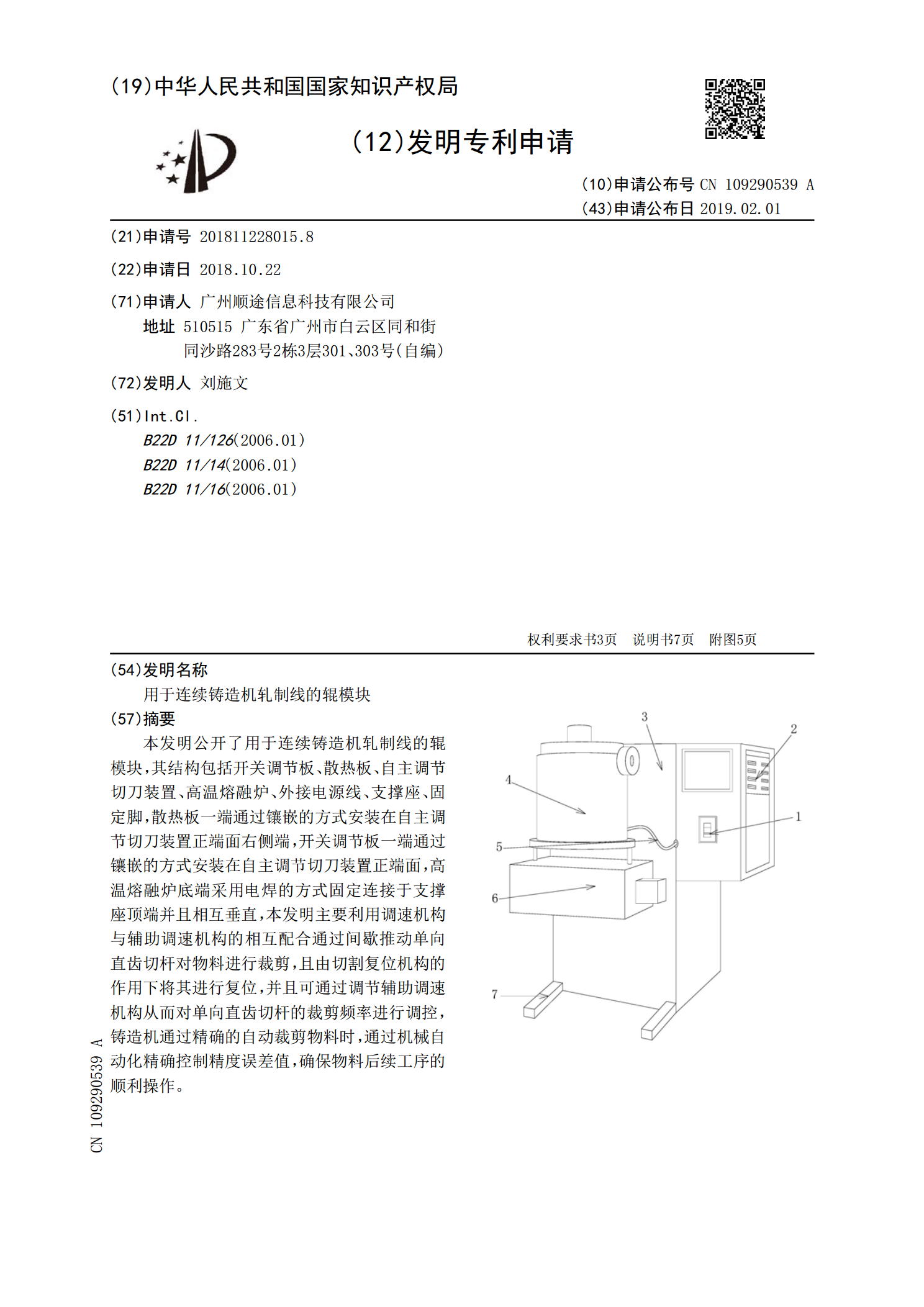
本发明公开了用于连续铸造机轧制线的辊模块,其结构包括开关调节板、散热板、自主调节切刀装置、高温熔融炉、外接电源线、支撑座、固定脚,散热板一端通过镶嵌的方式安装在自主调节切刀装置正端面右侧端,开关调节板一端通过镶嵌的方式安装在自主调节切刀装置正端面,高温熔融炉底端采用电焊的方式固定连接于支撑座顶端并且相互垂直,本发明主要利用调速机构与辅助调速机构的相互配合通过间歇推动单向直齿切杆对物料进行裁剪,且由切割复位机构的作用下将其进行复位,并且可通过调节辅助调速机构从而对单向直齿切杆的裁剪频率进行调控,铸造机通过精
用于生产冶金产品的连续铸造和轧制设备.pdf
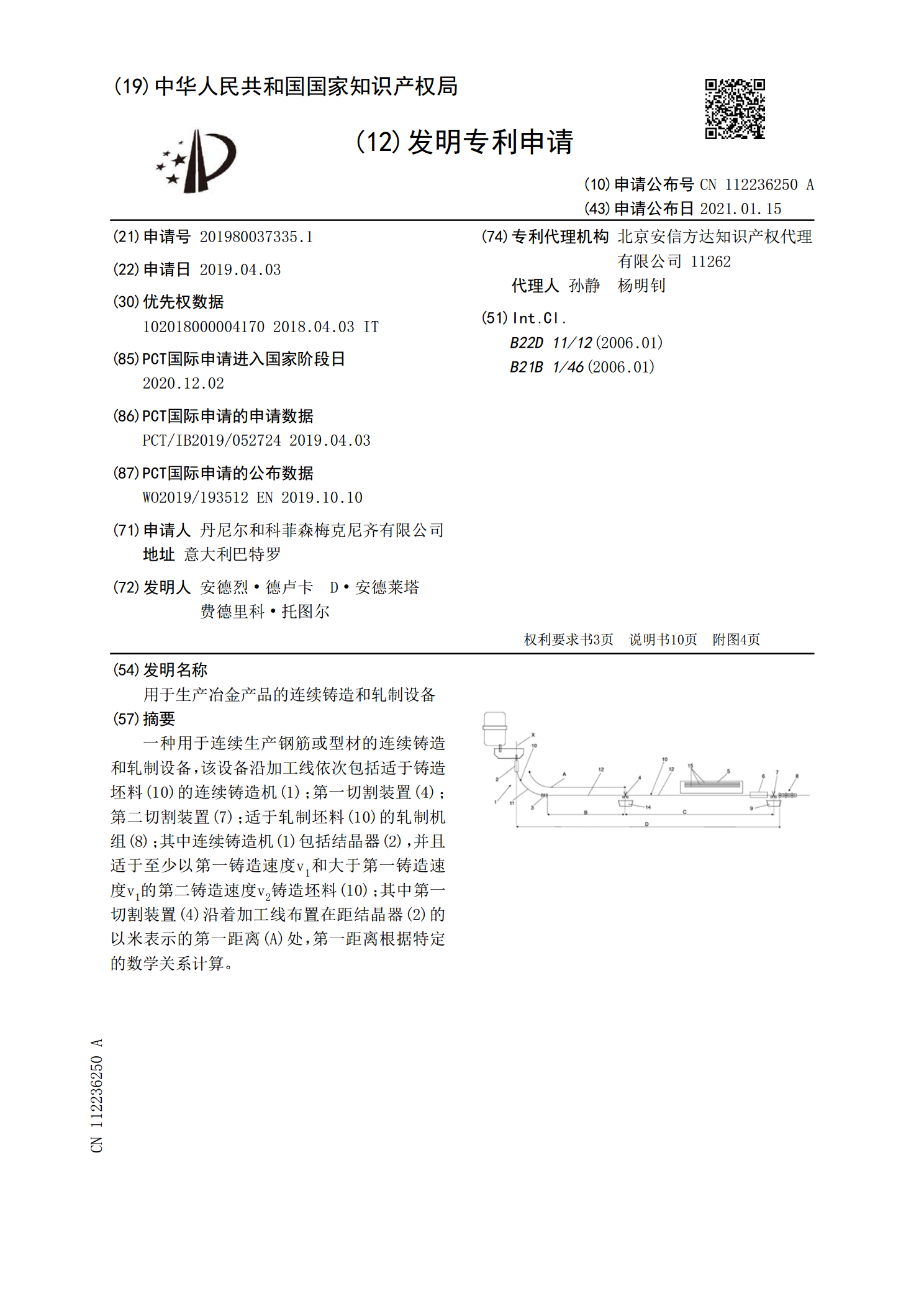
一种用于连续生产钢筋或型材的连续铸造和轧制设备,该设备沿加工线依次包括适于铸造坯料(10)的连续铸造机(1);第一切割装置(4);第二切割装置(7);适于轧制坯料(10)的轧制机组(8);其中连续铸造机(1)包括结晶器(2),并且适于至少以第一铸造速度v
用于制造长形金属轧制产品的铸造及连续轧制的方法与设备.pdf
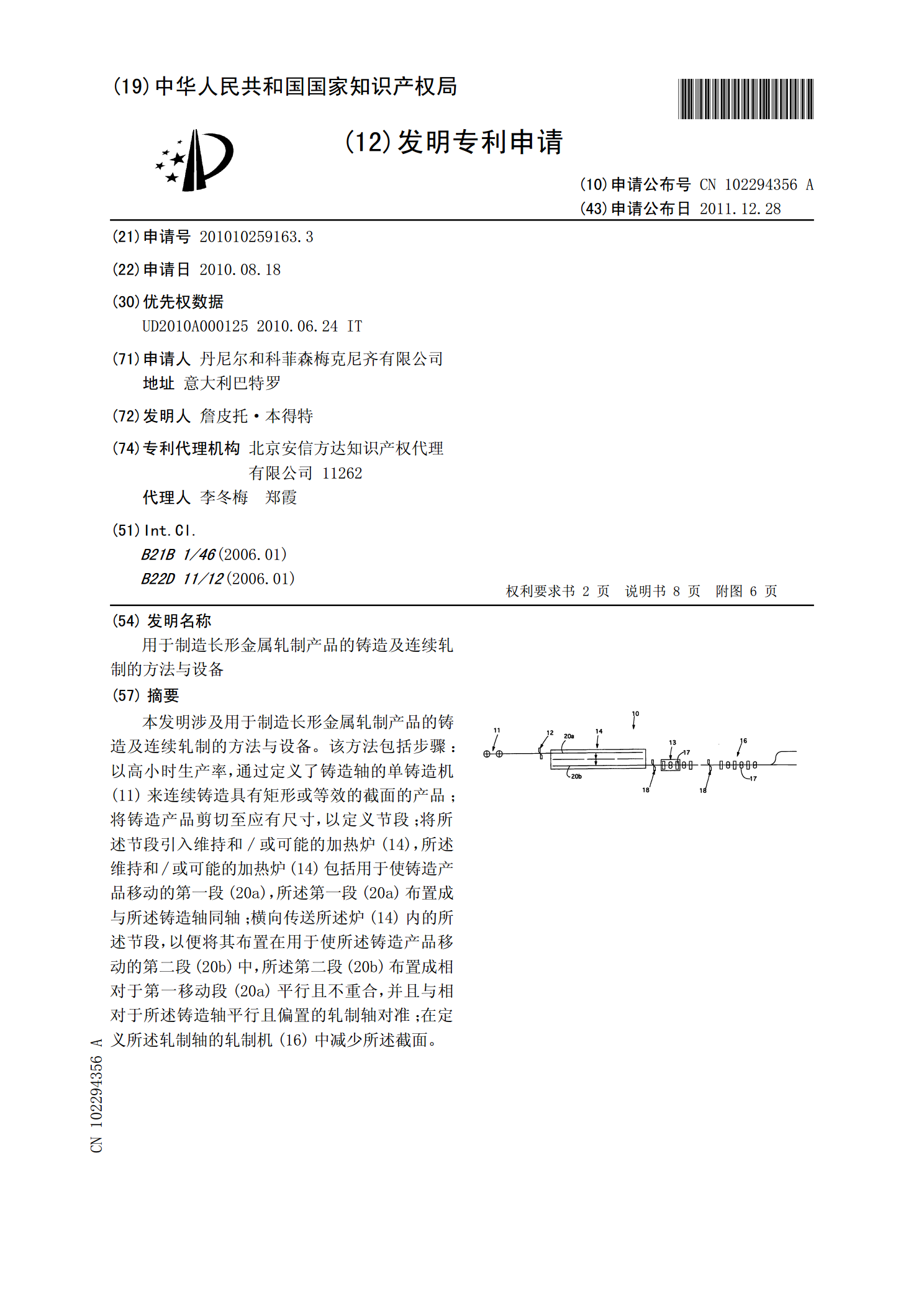
本发明涉及用于制造长形金属轧制产品的铸造及连续轧制的方法与设备。该方法包括步骤:以高小时生产率,通过定义了铸造轴的单铸造机(11)来连续铸造具有矩形或等效的截面的产品;将铸造产品剪切至应有尺寸,以定义节段;将所述节段引入维持和/或可能的加热炉(14),所述维持和/或可能的加热炉(14)包括用于使铸造产品移动的第一段(20a),所述第一段(20a)布置成与所述铸造轴同轴;横向传送所述炉(14)内的所述节段,以便将其布置在用于使所述铸造产品移动的第二段(20b)中,所述第二段(20b)布置成相对于第一移动段(