
用于生产冶金产品的连续铸造和轧制设备.pdf

努力****凌芹

1/10

2/10

3/10
4/10
5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于生产冶金产品的连续铸造和轧制设备.pdf
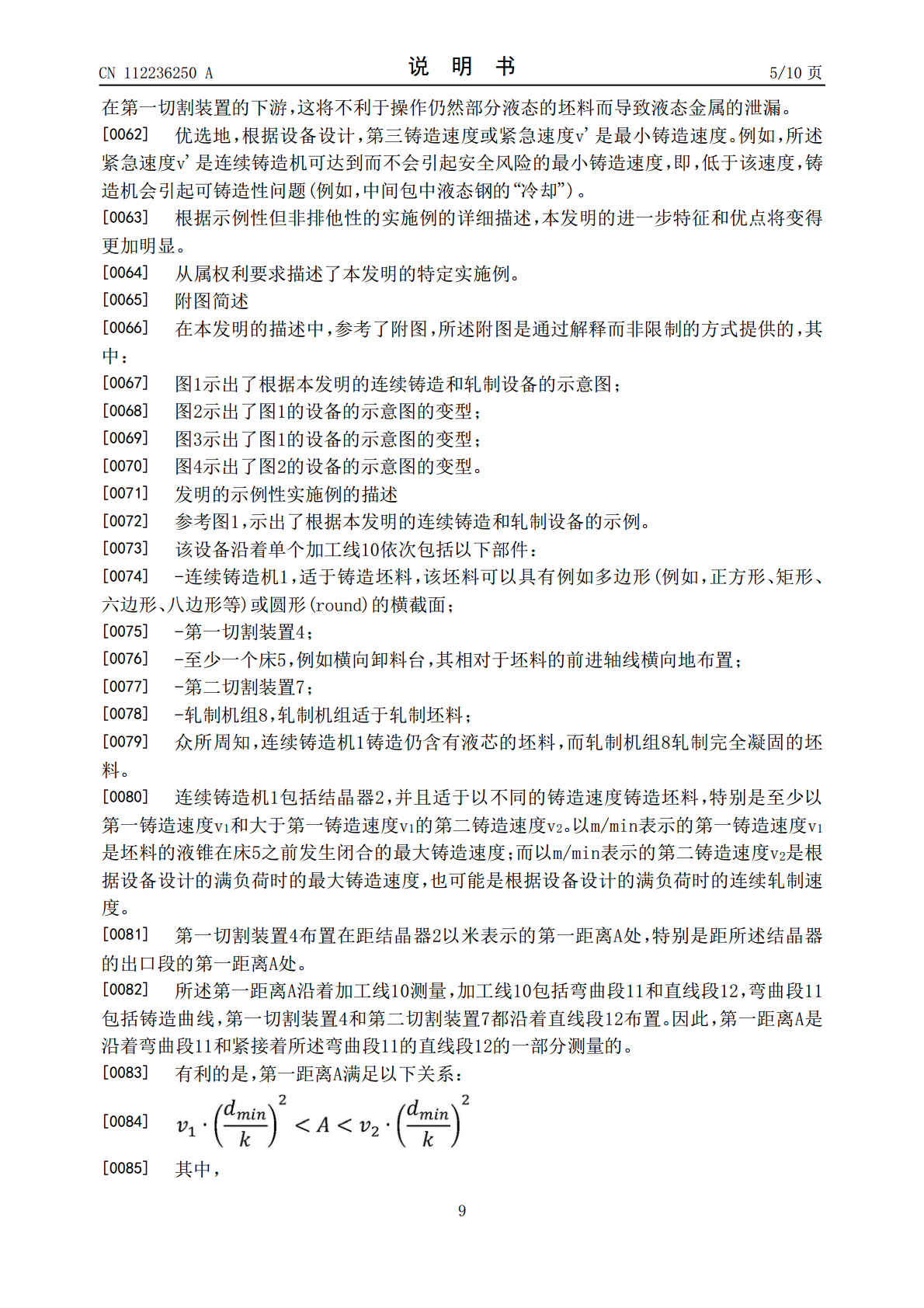
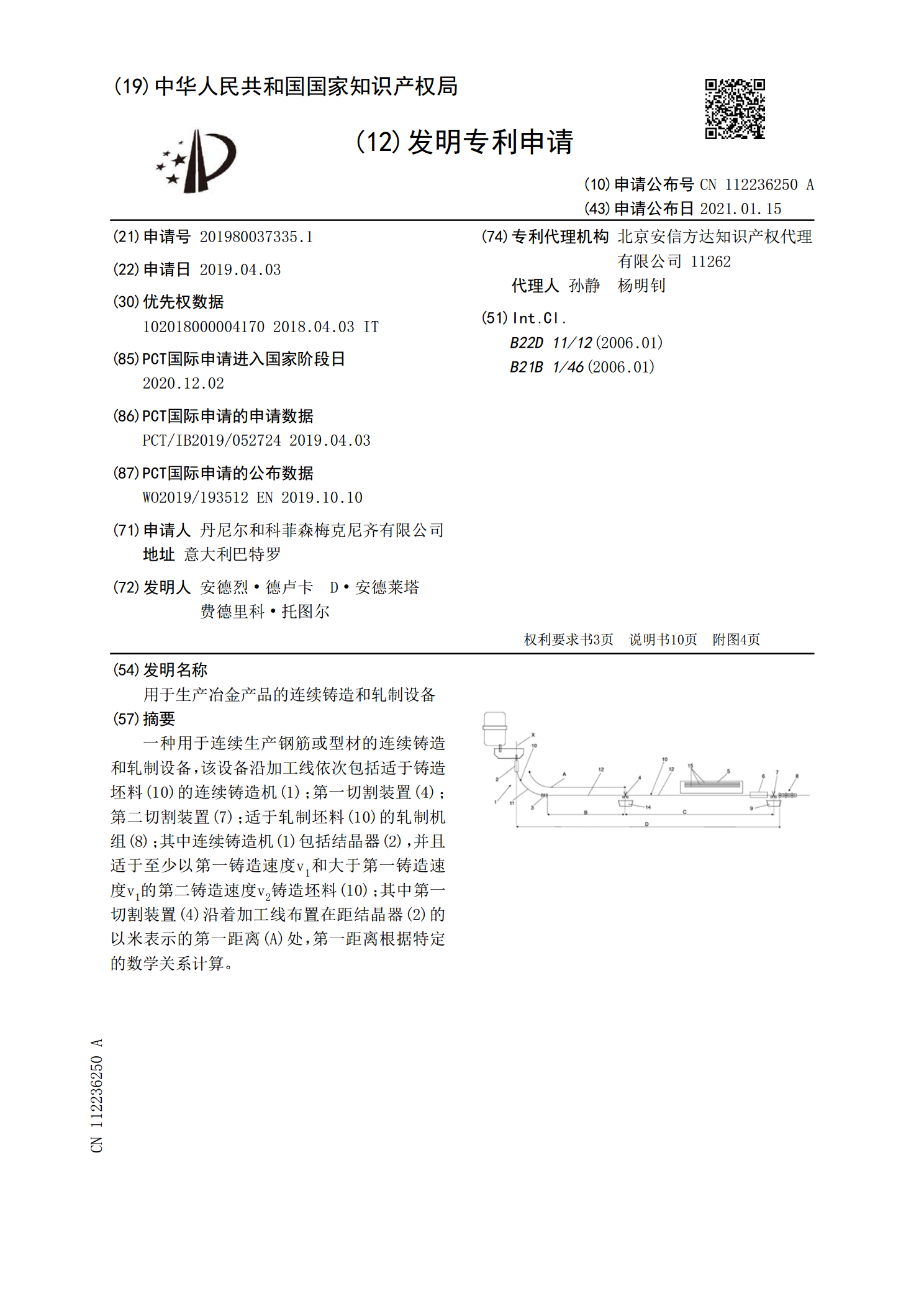
一种用于连续生产钢筋或型材的连续铸造和轧制设备,该设备沿加工线依次包括适于铸造坯料(10)的连续铸造机(1);第一切割装置(4);第二切割装置(7);适于轧制坯料(10)的轧制机组(8);其中连续铸造机(1)包括结晶器(2),并且适于至少以第一铸造速度v
用于制造长形金属轧制产品的铸造和连续轧制的方法和设备.pdf
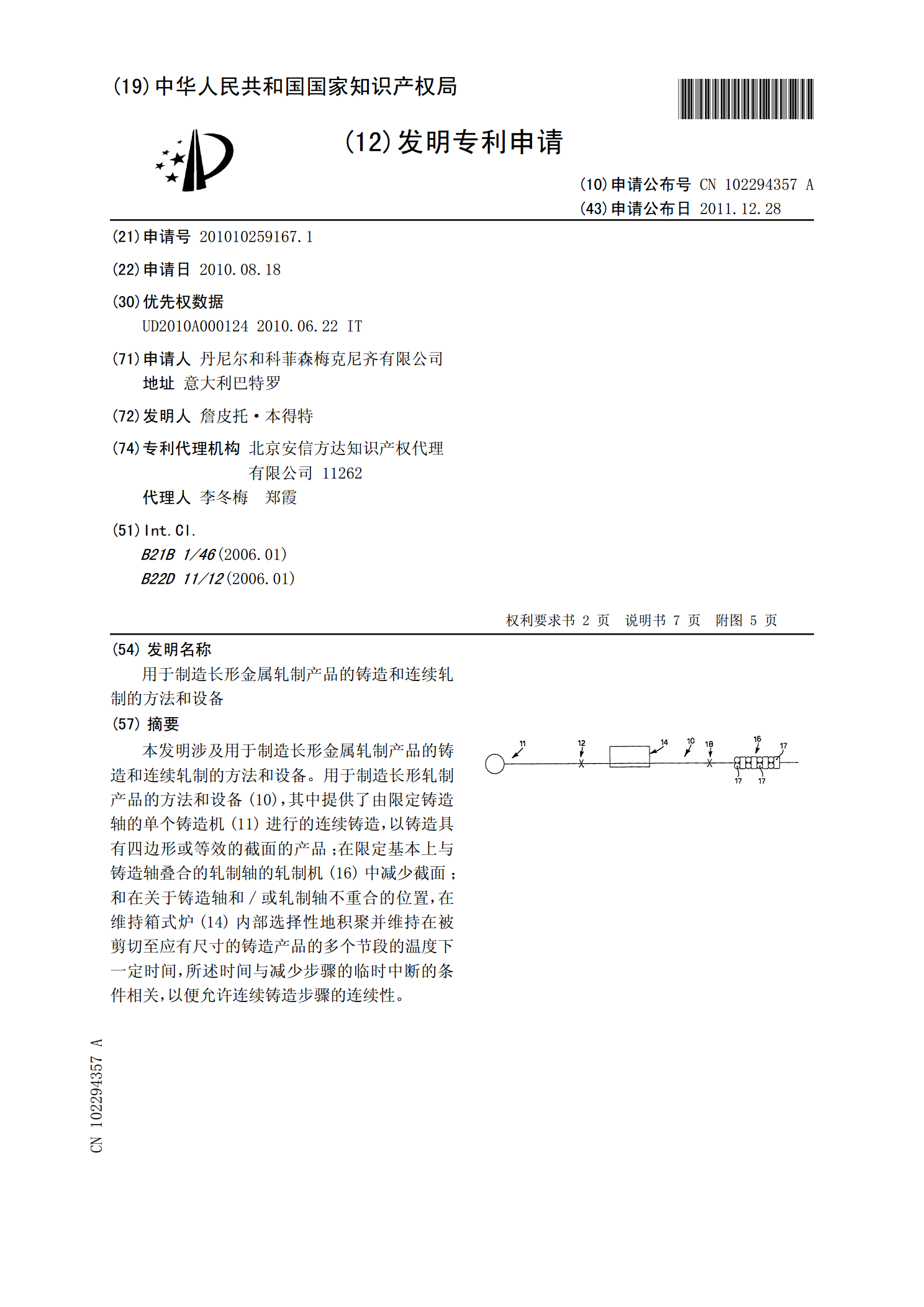
本发明涉及用于制造长形金属轧制产品的铸造和连续轧制的方法和设备。用于制造长形轧制产品的方法和设备(10),其中提供了由限定铸造轴的单个铸造机(11)进行的连续铸造,以铸造具有四边形或等效的截面的产品;在限定基本上与铸造轴叠合的轧制轴的轧制机(16)中减少截面;和在关于铸造轴和/或轧制轴不重合的位置,在维持箱式炉(14)内部选择性地积聚并维持在被剪切至应有尺寸的铸造产品的多个节段的温度下一定时间,所述时间与减少步骤的临时中断的条件相关,以便允许连续铸造步骤的连续性。
用于制造长形金属轧制产品的铸造和连续轧制方法和设备.pdf
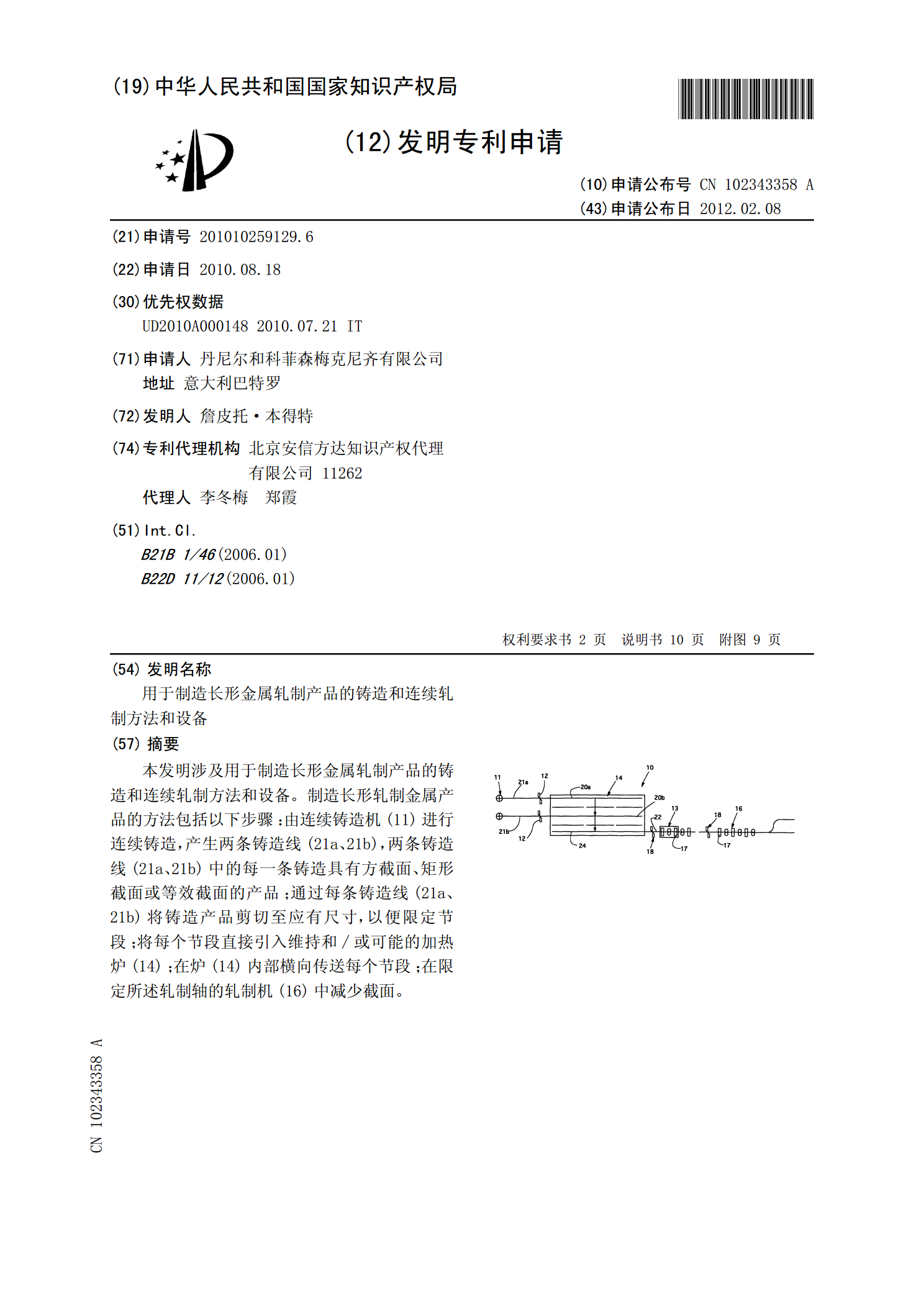
本发明涉及用于制造长形金属轧制产品的铸造和连续轧制方法和设备。制造长形轧制金属产品的方法包括以下步骤:由连续铸造机(11)进行连续铸造,产生两条铸造线(21a、21b),两条铸造线(21a、21b)中的每一条铸造具有方截面、矩形截面或等效截面的产品;通过每条铸造线(21a、21b)将铸造产品剪切至应有尺寸,以便限定节段;将每个节段直接引入维持和/或可能的加热炉(14);在炉(14)内部横向传送每个节段;在限定所述轧制轴的轧制机(16)中减少截面。
连续铸造和轧制设备以及连续铸造和轧制方法.pdf
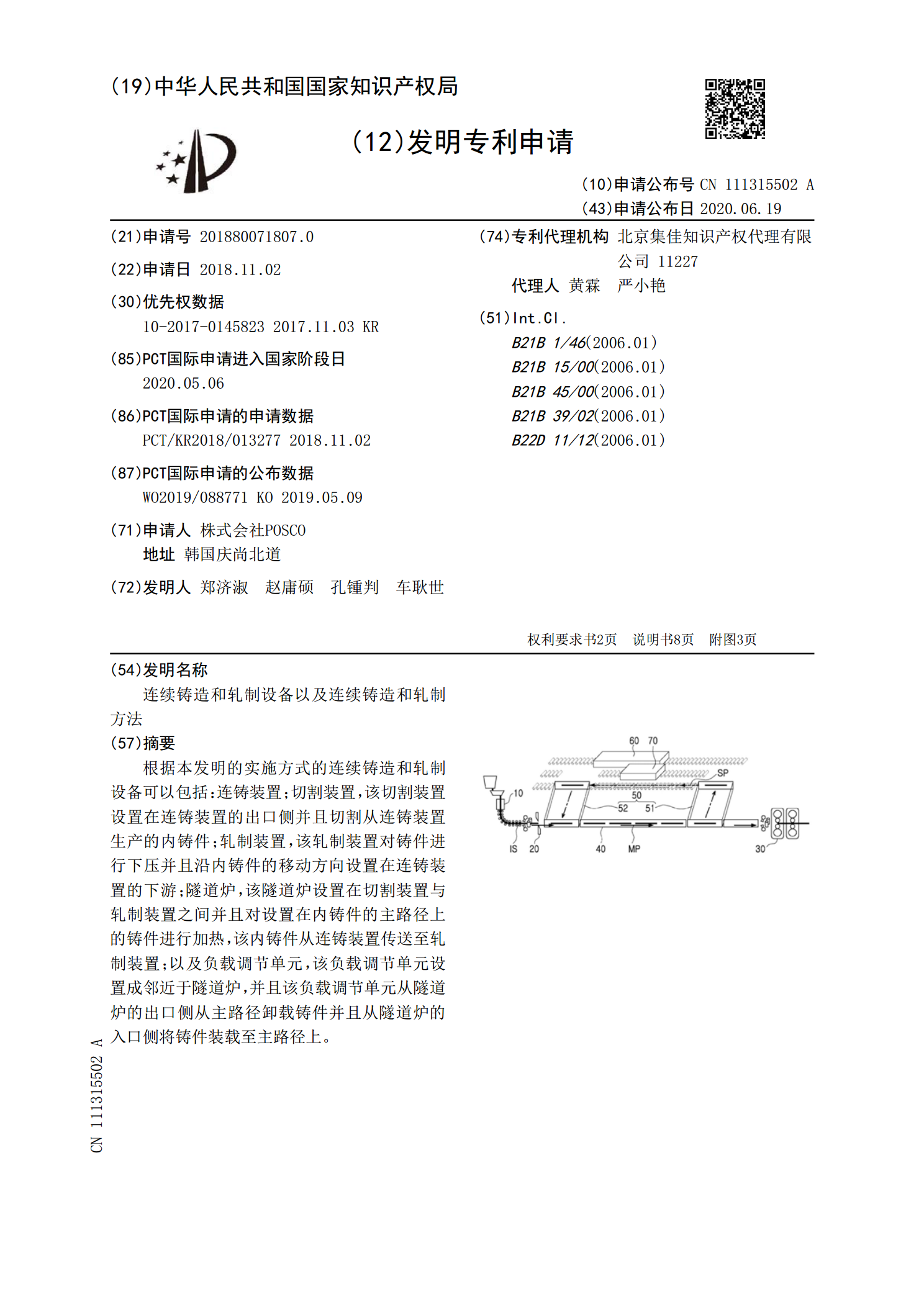
根据本发明的实施方式的连续铸造和轧制设备可以包括:连铸装置;切割装置,该切割装置设置在连铸装置的出口侧并且切割从连铸装置生产的内铸件;轧制装置,该轧制装置对铸件进行下压并且沿内铸件的移动方向设置在连铸装置的下游;隧道炉,该隧道炉设置在切割装置与轧制装置之间并且对设置在内铸件的主路径上的铸件进行加热,该内铸件从连铸装置传送至轧制装置;以及负载调节单元,该负载调节单元设置成邻近于隧道炉,并且该负载调节单元从隧道炉的出口侧从主路径卸载铸件并且从隧道炉的入口侧将铸件装载至主路径上。
用于制造长形金属轧制产品的铸造及连续轧制的方法与设备.pdf
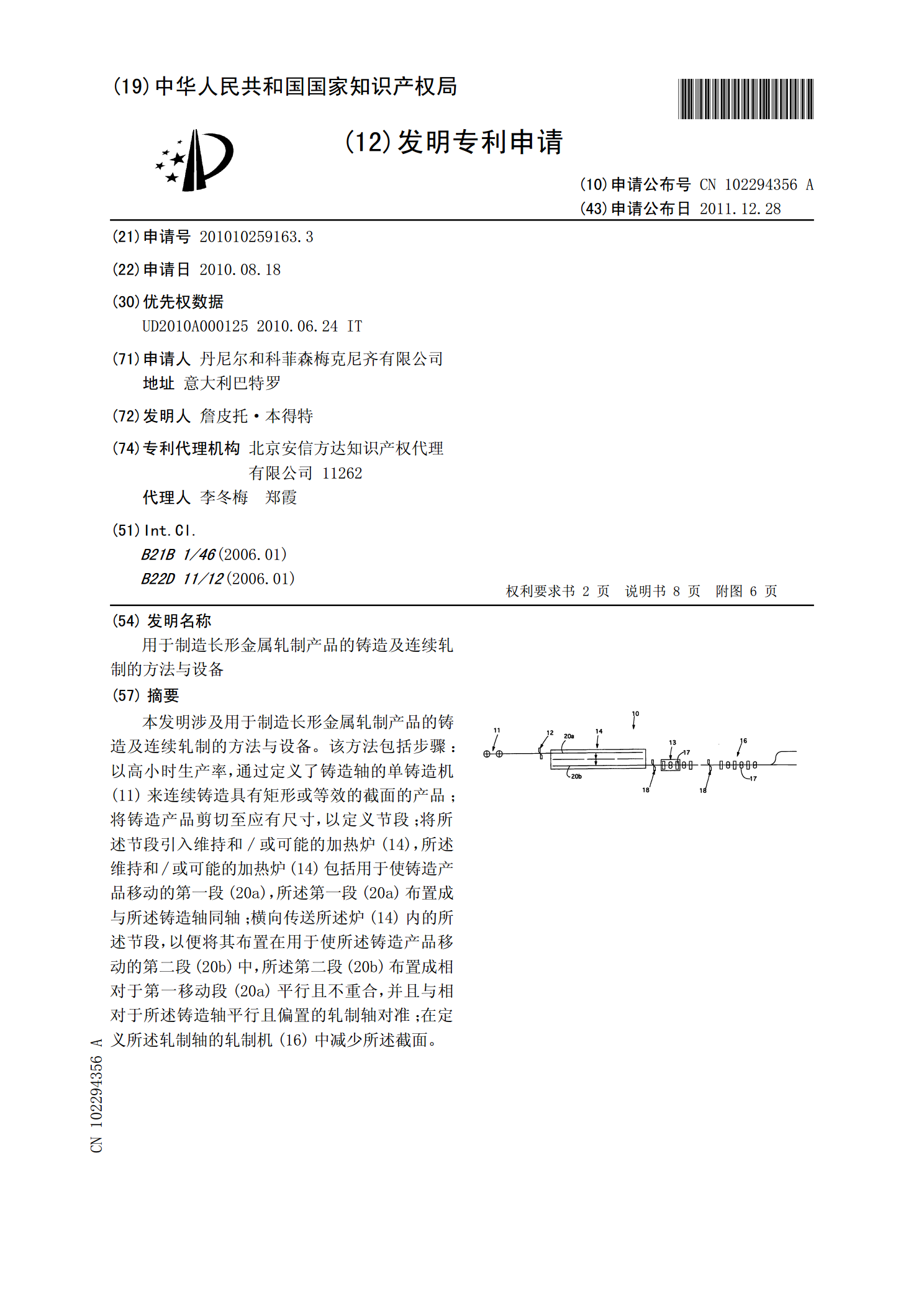
本发明涉及用于制造长形金属轧制产品的铸造及连续轧制的方法与设备。该方法包括步骤:以高小时生产率,通过定义了铸造轴的单铸造机(11)来连续铸造具有矩形或等效的截面的产品;将铸造产品剪切至应有尺寸,以定义节段;将所述节段引入维持和/或可能的加热炉(14),所述维持和/或可能的加热炉(14)包括用于使铸造产品移动的第一段(20a),所述第一段(20a)布置成与所述铸造轴同轴;横向传送所述炉(14)内的所述节段,以便将其布置在用于使所述铸造产品移动的第二段(20b)中,所述第二段(20b)布置成相对于第一移动段(