
一种加长直缝焊管的快速打孔加工装置.pdf

俊英****22

1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种加长直缝焊管的快速打孔加工装置.pdf
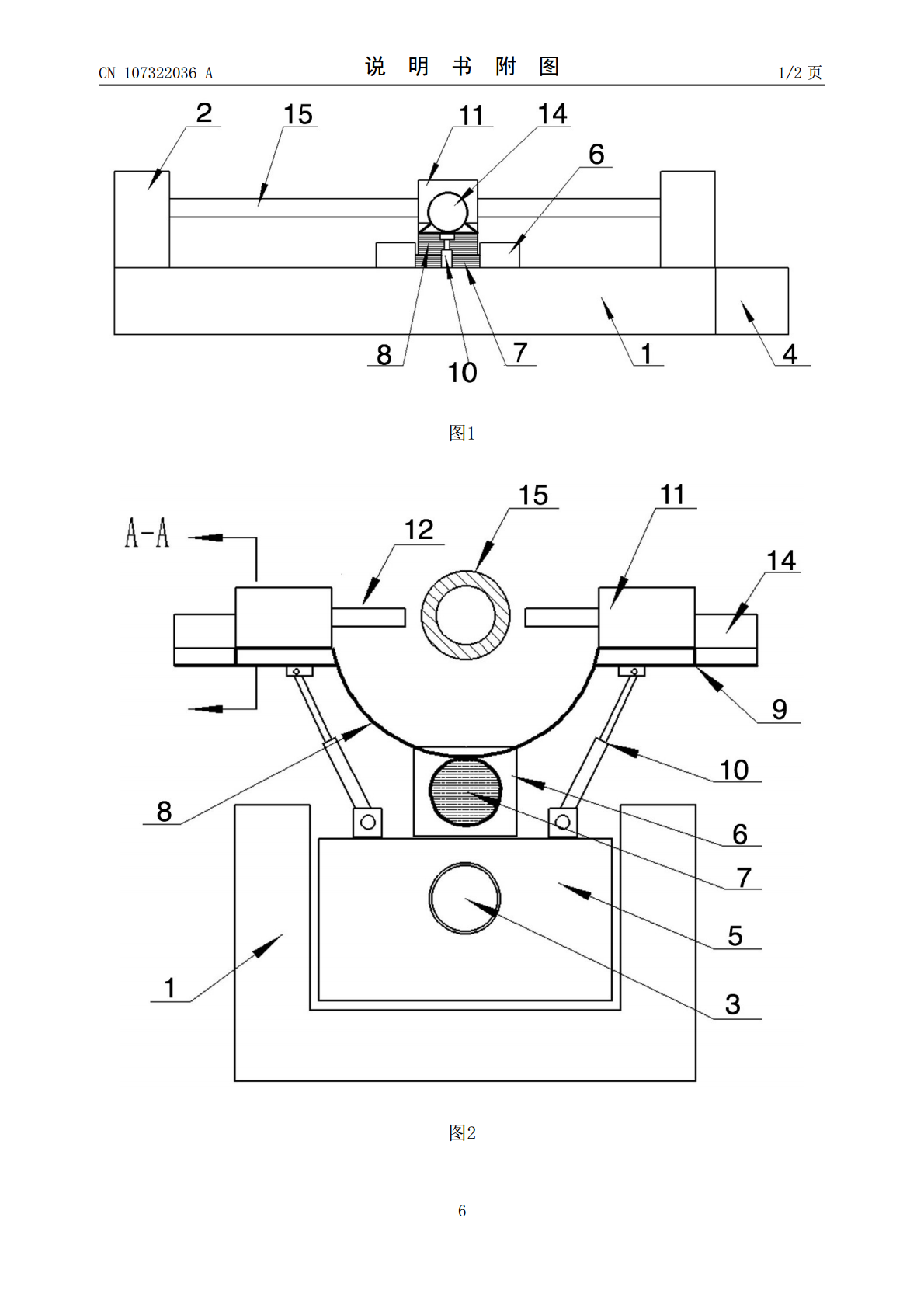
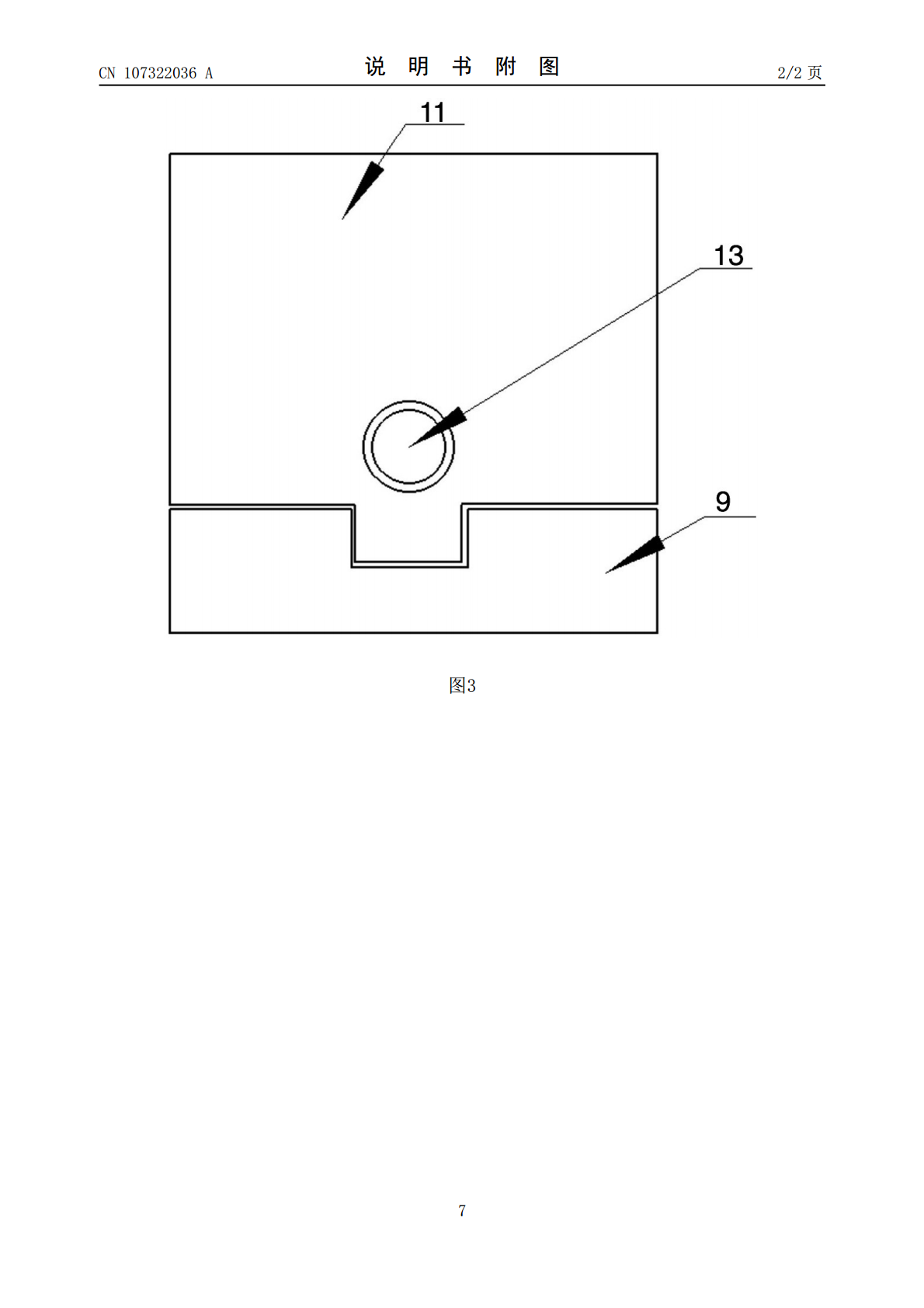
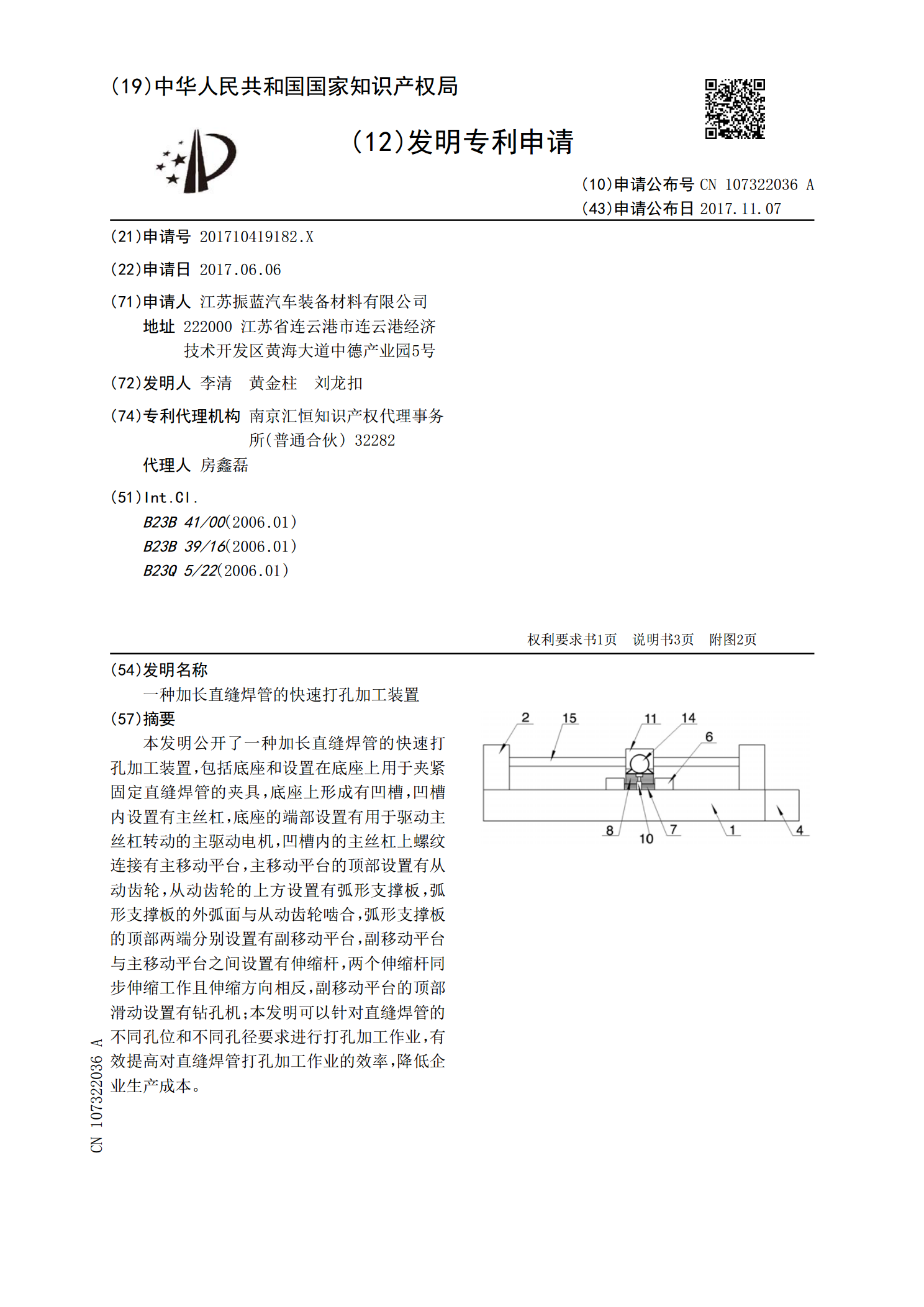
本发明公开了一种加长直缝焊管的快速打孔加工装置,包括底座和设置在底座上用于夹紧固定直缝焊管的夹具,底座上形成有凹槽,凹槽内设置有主丝杠,底座的端部设置有用于驱动主丝杠转动的主驱动电机,凹槽内的主丝杠上螺纹连接有主移动平台,主移动平台的顶部设置有从动齿轮,从动齿轮的上方设置有弧形支撑板,弧形支撑板的外弧面与从动齿轮啮合,弧形支撑板的顶部两端分别设置有副移动平台,副移动平台与主移动平台之间设置有伸缩杆,两个伸缩杆同步伸缩工作且伸缩方向相反,副移动平台的顶部滑动设置有钻孔机;本发明可以针对直缝焊管的不同孔位和不
一种直缝焊管快速打孔装置.pdf
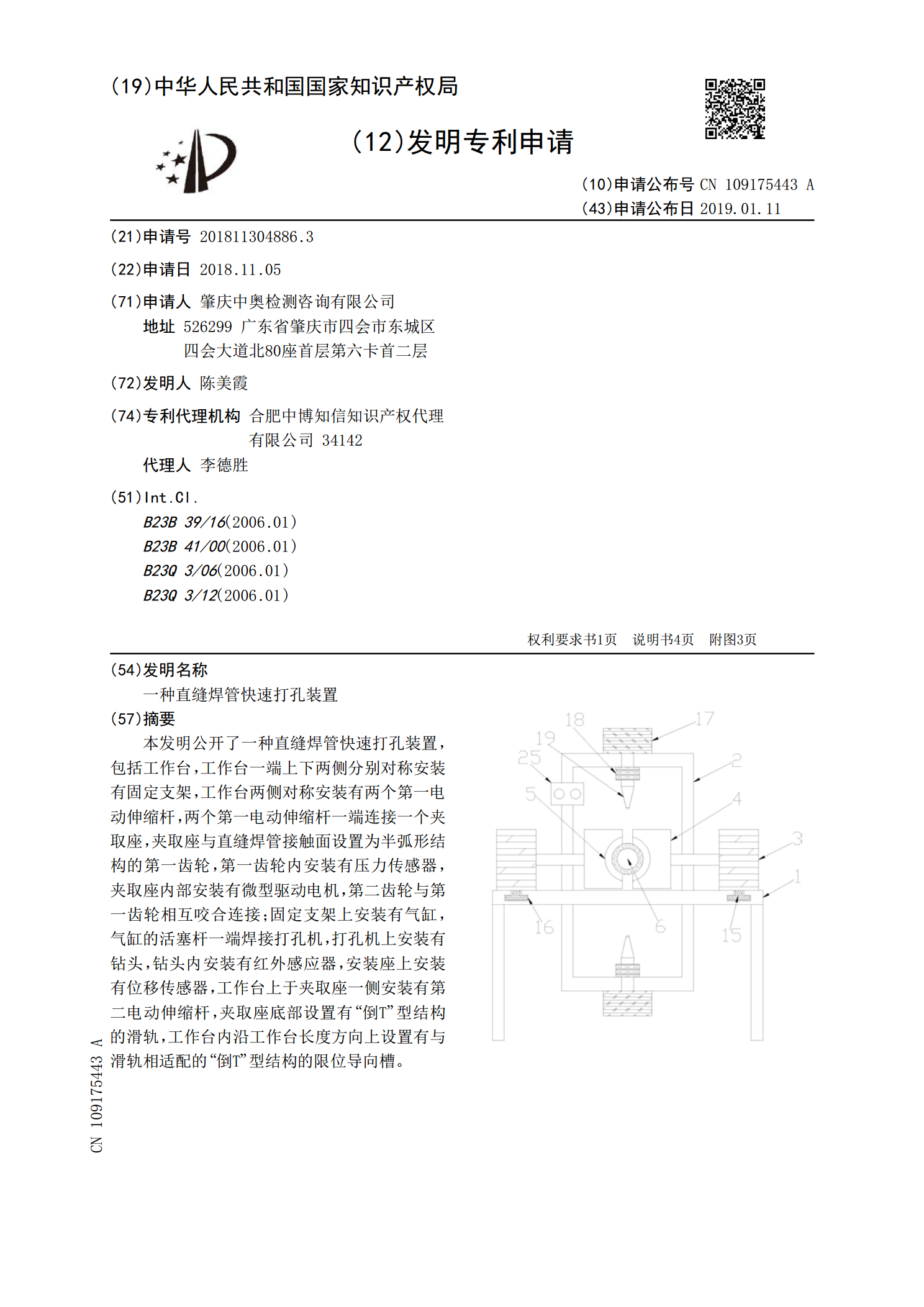
本发明公开了一种直缝焊管快速打孔装置,包括工作台,工作台一端上下两侧分别对称安装有固定支架,工作台两侧对称安装有两个第一电动伸缩杆,两个第一电动伸缩杆一端连接一个夹取座,夹取座与直缝焊管接触面设置为半弧形结构的第一齿轮,第一齿轮内安装有压力传感器,夹取座内部安装有微型驱动电机,第二齿轮与第一齿轮相互咬合连接;固定支架上安装有气缸,气缸的活塞杆一端焊接打孔机,打孔机上安装有钻头,钻头内安装有红外感应器,安装座上安装有位移传感器,工作台上于夹取座一侧安装有第二电动伸缩杆,夹取座底部设置有“倒T”型结构的滑轨,
一种直缝焊管定径矫直装置.pdf
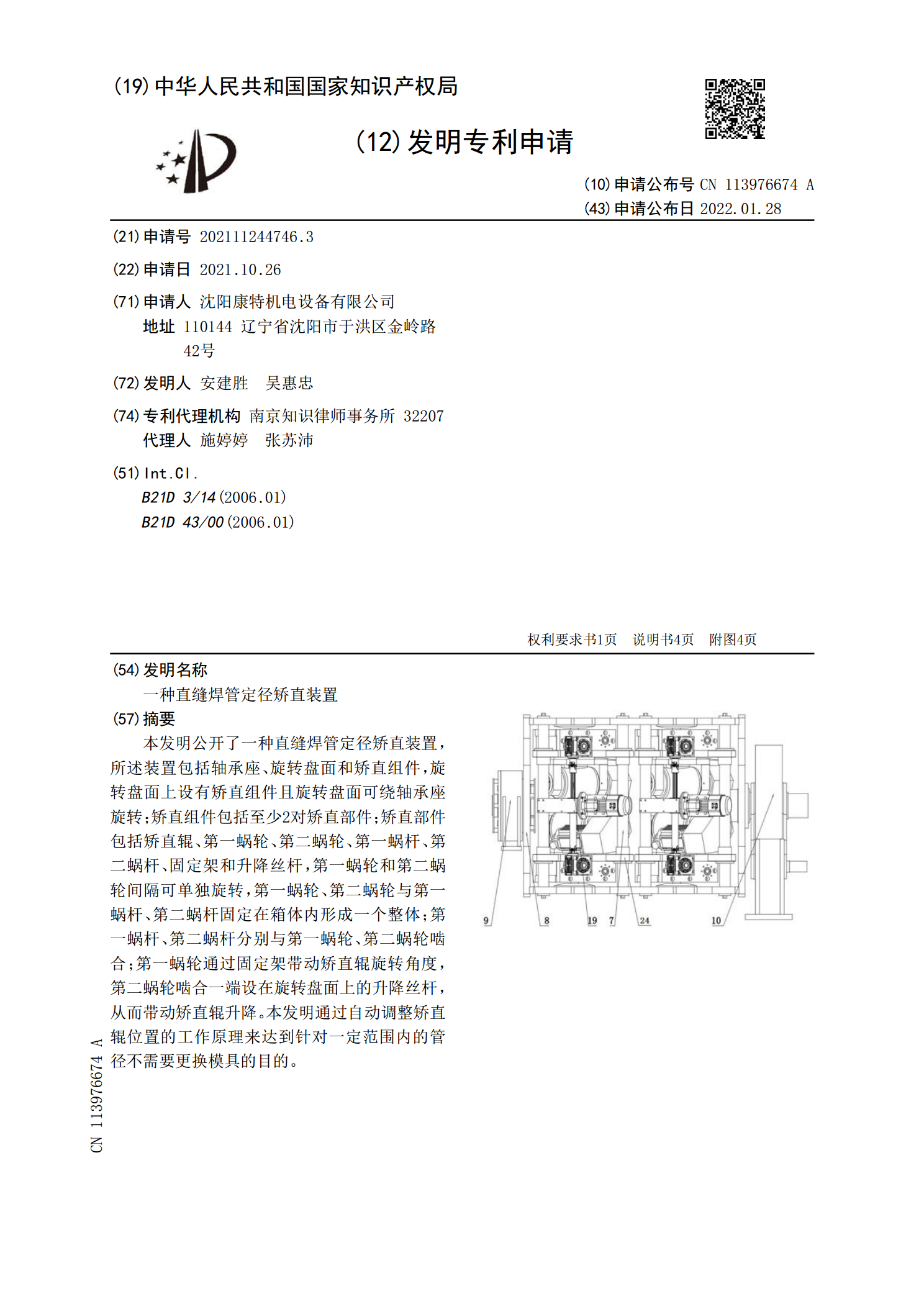
本发明公开了一种直缝焊管定径矫直装置,所述装置包括轴承座、旋转盘面和矫直组件,旋转盘面上设有矫直组件且旋转盘面可绕轴承座旋转;矫直组件包括至少2对矫直部件;矫直部件包括矫直辊、第一蜗轮、第二蜗轮、第一蜗杆、第二蜗杆、固定架和升降丝杆,第一蜗轮和第二蜗轮间隔可单独旋转,第一蜗轮、第二蜗轮与第一蜗杆、第二蜗杆固定在箱体内形成一个整体;第一蜗杆、第二蜗杆分别与第一蜗轮、第二蜗轮啮合;第一蜗轮通过固定架带动矫直辊旋转角度,第二蜗轮啮合一端设在旋转盘面上的升降丝杆,从而带动矫直辊升降。本发明通过自动调整矫直辊位置的
一种汽车直缝焊管扭转矫正装置.pdf
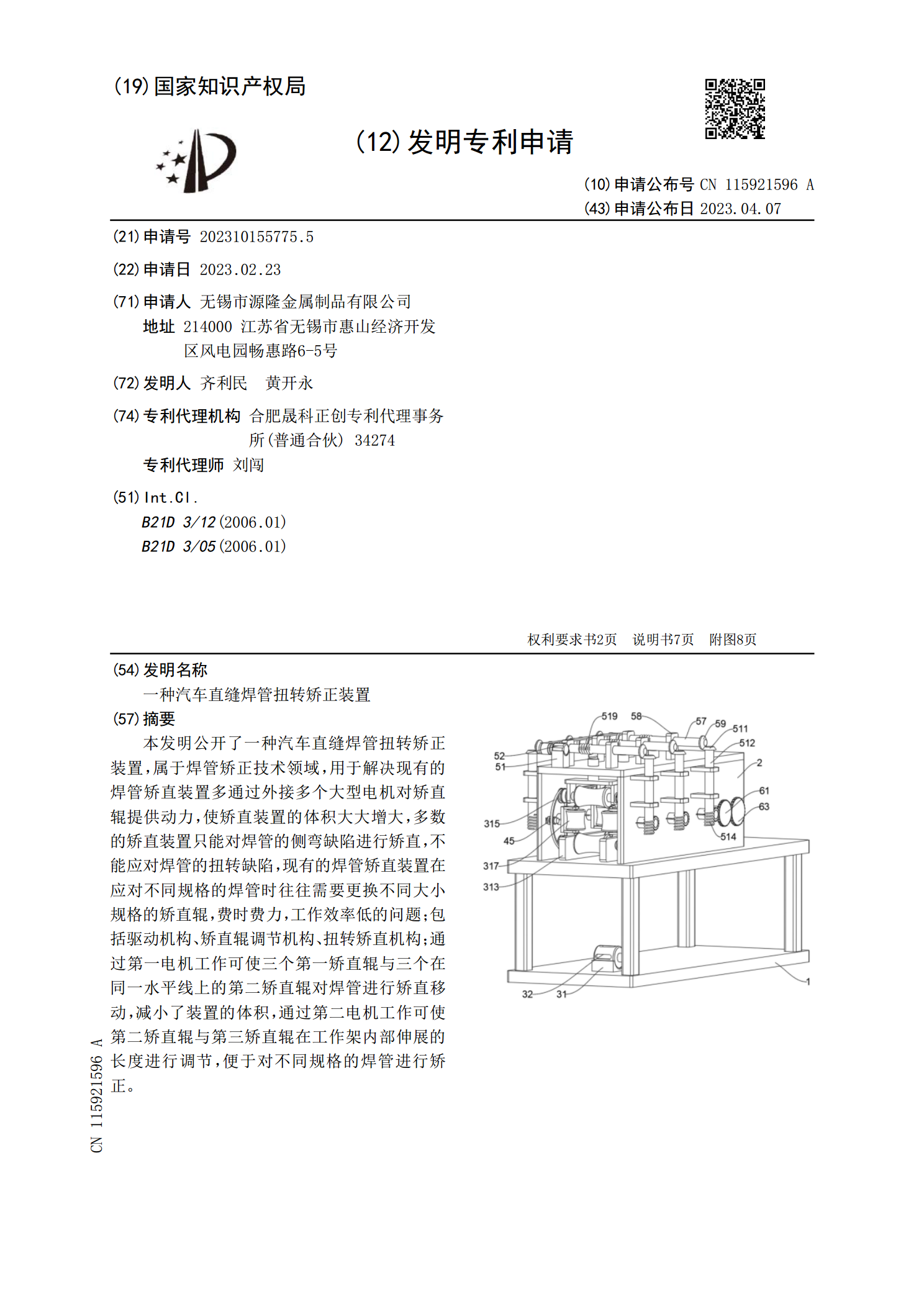
本发明公开了一种汽车直缝焊管扭转矫正装置,属于焊管矫正技术领域,用于解决现有的焊管矫直装置多通过外接多个大型电机对矫直辊提供动力,使矫直装置的体积大大增大,多数的矫直装置只能对焊管的侧弯缺陷进行矫直,不能应对焊管的扭转缺陷,现有的焊管矫直装置在应对不同规格的焊管时往往需要更换不同大小规格的矫直辊,费时费力,工作效率低的问题;包括驱动机构、矫直辊调节机构、扭转矫直机构;通过第一电机工作可使三个第一矫直辊与三个在同一水平线上的第二矫直辊对焊管进行矫直移动,减小了装置的体积,通过第二电机工作可使第二矫直辊与第三
一种用于汽车直缝焊管焊接装置.pdf
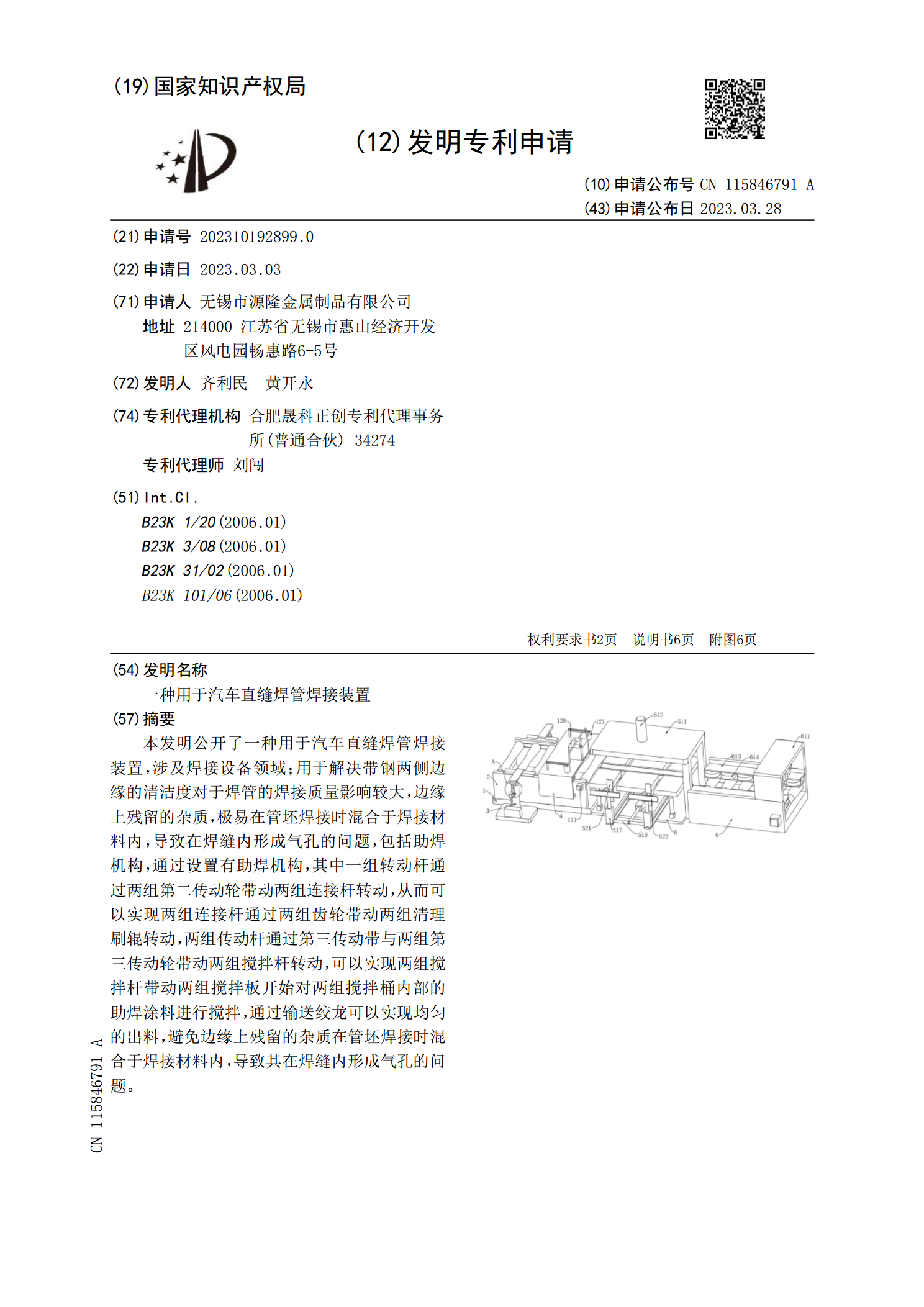
本发明公开了一种用于汽车直缝焊管焊接装置,涉及焊接设备领域;用于解决带钢两侧边缘的清洁度对于焊管的焊接质量影响较大,边缘上残留的杂质,极易在管坯焊接时混合于焊接材料内,导致在焊缝内形成气孔的问题,包括助焊机构,通过设置有助焊机构,其中一组转动杆通过两组第二传动轮带动两组连接杆转动,从而可以实现两组连接杆通过两组齿轮带动两组清理刷辊转动,两组传动杆通过第三传动带与两组第三传动轮带动两组搅拌杆转动,可以实现两组搅拌杆带动两组搅拌板开始对两组搅拌桶内部的助焊涂料进行搅拌,通过输送绞龙可以实现均匀的出料,避免边缘