
一种直缝焊管定径矫直装置.pdf

骊蓉****23


1/10
2/10
3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种直缝焊管定径矫直装置.pdf
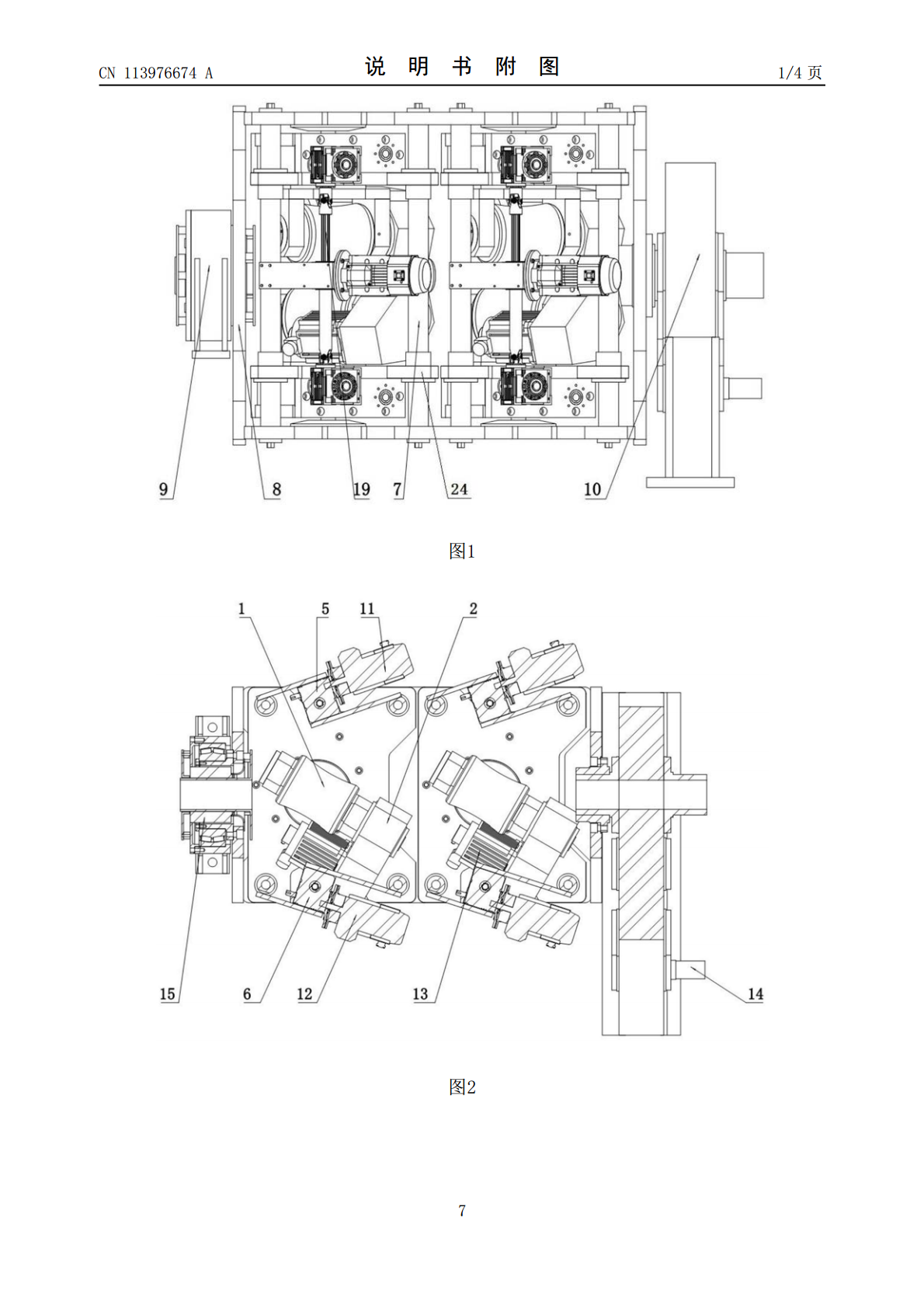
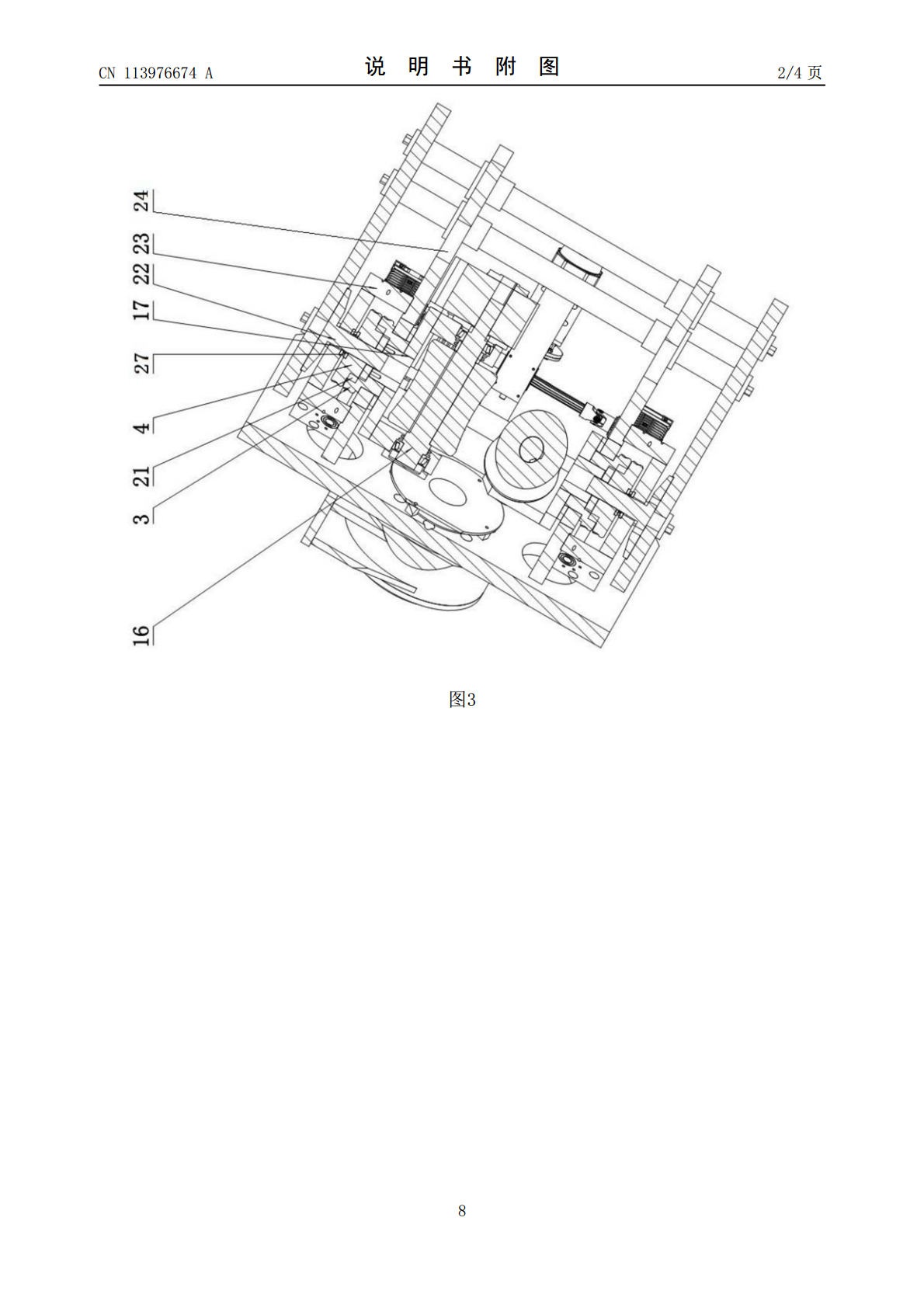
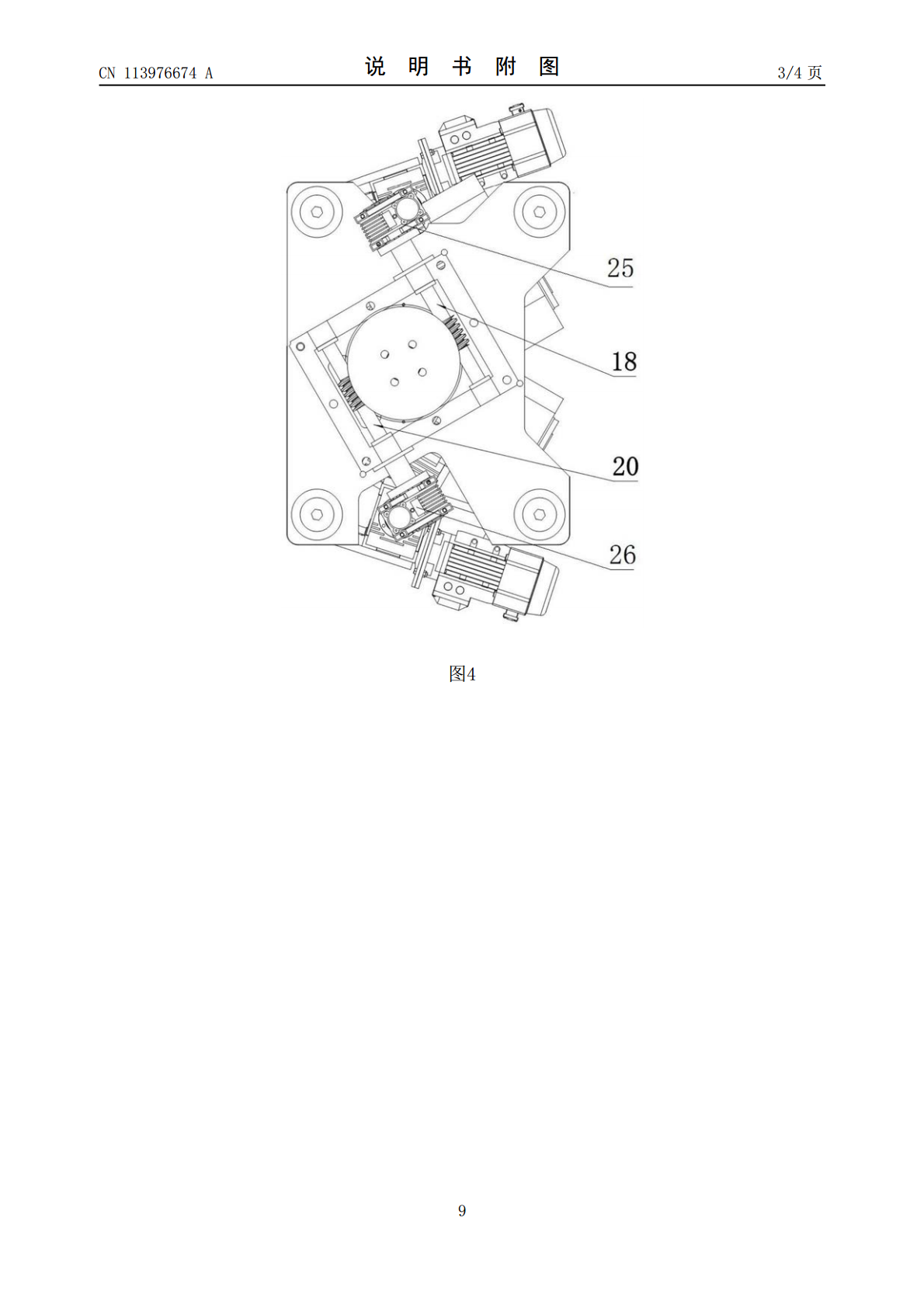
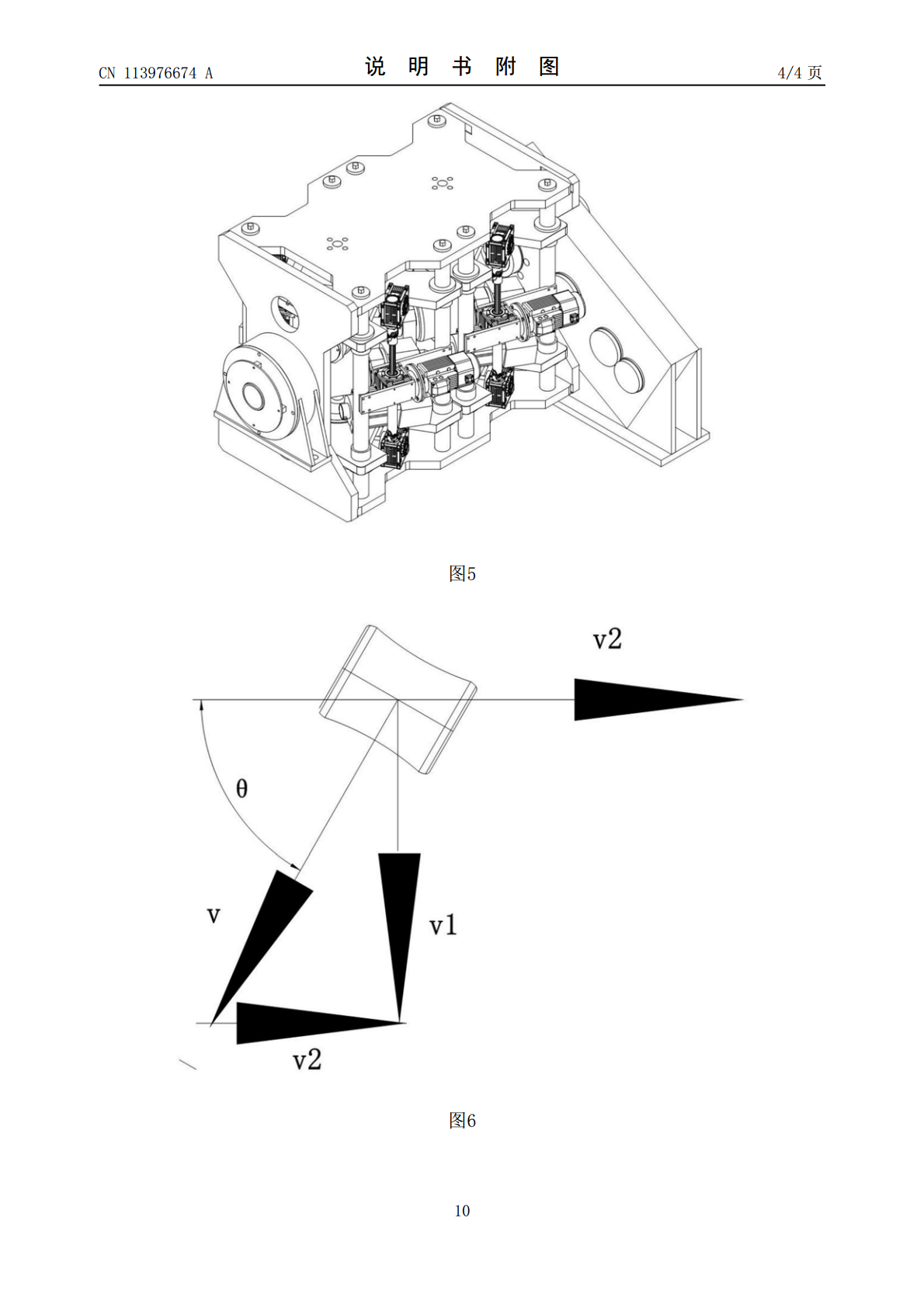
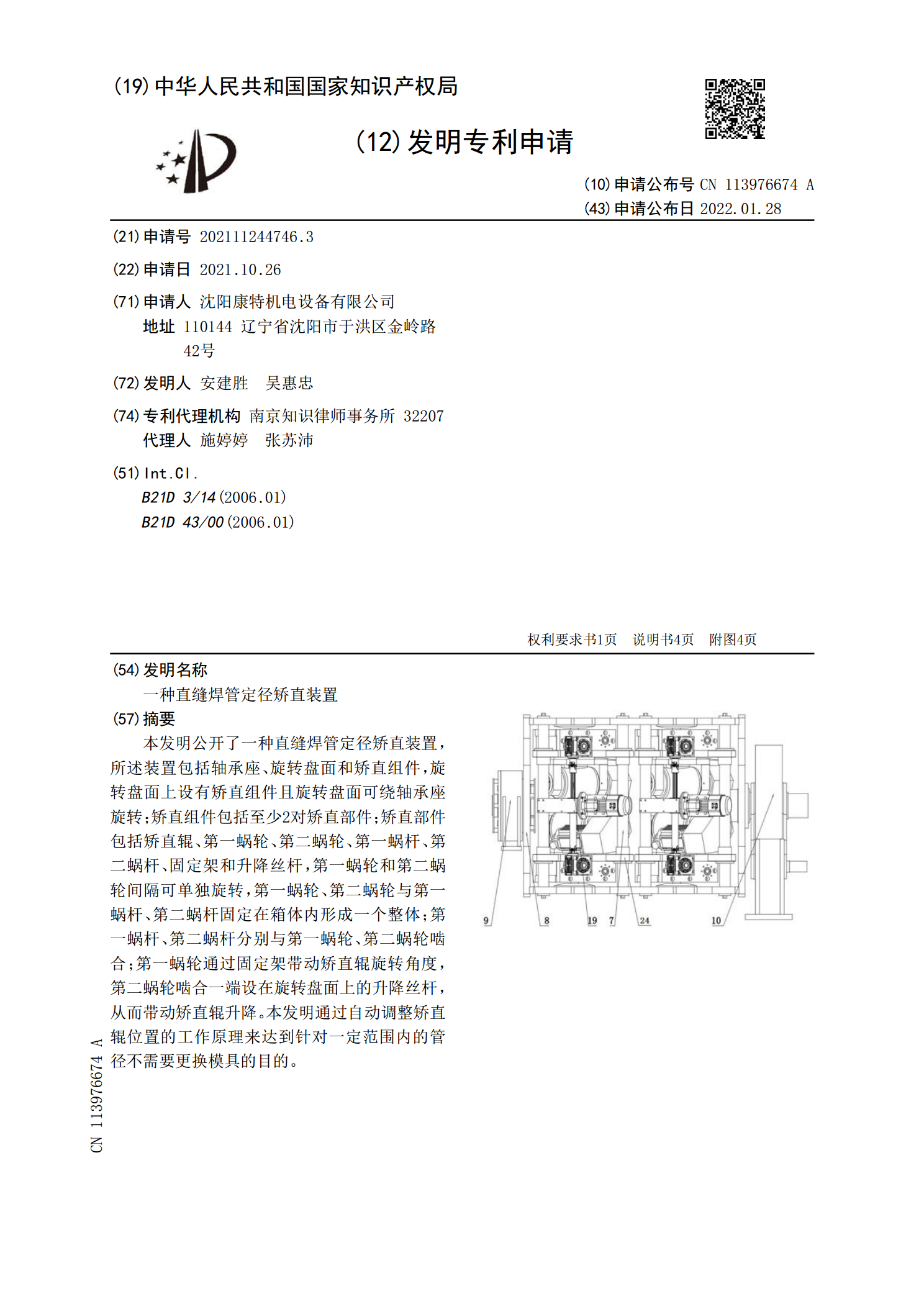
本发明公开了一种直缝焊管定径矫直装置,所述装置包括轴承座、旋转盘面和矫直组件,旋转盘面上设有矫直组件且旋转盘面可绕轴承座旋转;矫直组件包括至少2对矫直部件;矫直部件包括矫直辊、第一蜗轮、第二蜗轮、第一蜗杆、第二蜗杆、固定架和升降丝杆,第一蜗轮和第二蜗轮间隔可单独旋转,第一蜗轮、第二蜗轮与第一蜗杆、第二蜗杆固定在箱体内形成一个整体;第一蜗杆、第二蜗杆分别与第一蜗轮、第二蜗轮啮合;第一蜗轮通过固定架带动矫直辊旋转角度,第二蜗轮啮合一端设在旋转盘面上的升降丝杆,从而带动矫直辊升降。本发明通过自动调整矫直辊位置的

大型直缝焊管压力矫直载荷修正系数优化.docx
大型直缝焊管压力矫直载荷修正系数优化一、引言大型直缝焊管是现代建筑工程中不可缺少的材料之一,使得建筑结构更加稳固、长寿和可靠。这些管道在生产过程中,极易受到热应力、误差和不平衡的影响,导致其轮廓和尺寸变形。这种变形不仅会影响管道的外观,还会大大降低管道的强度、刚度和耐久性。为了保证大型直缝焊管的生产质量,需要对其进行矫直处理,以消除变形并实现标准形状和尺寸。二、问题描述大型直缝焊管采用矫直机进行矫直处理时,会对管道施加一定程度的压力载荷。这种载荷大小不仅影响矫直的有效性和效率,还会直接影响管道的力学性能、
一种直缝焊管快速打孔装置.pdf
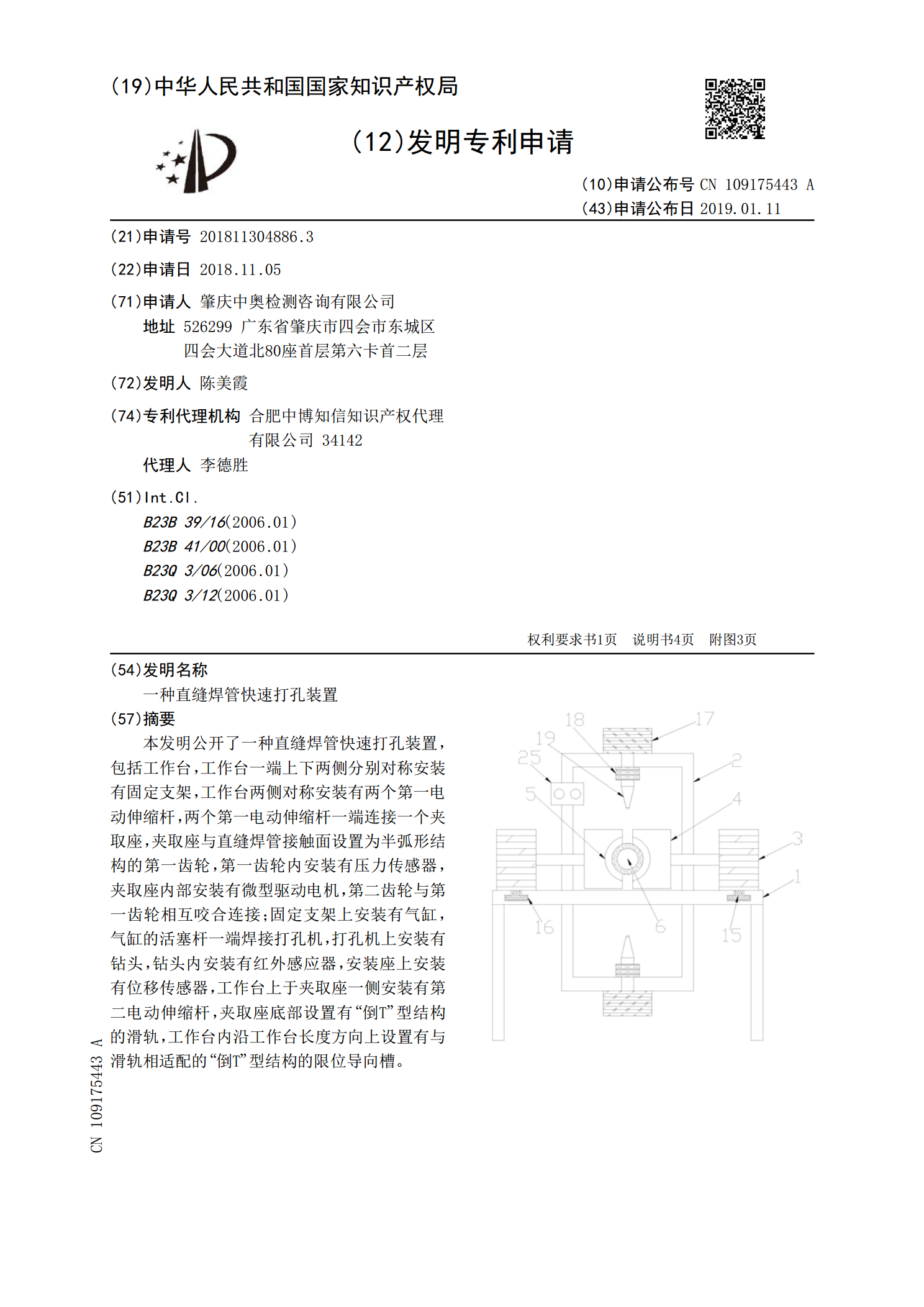
本发明公开了一种直缝焊管快速打孔装置,包括工作台,工作台一端上下两侧分别对称安装有固定支架,工作台两侧对称安装有两个第一电动伸缩杆,两个第一电动伸缩杆一端连接一个夹取座,夹取座与直缝焊管接触面设置为半弧形结构的第一齿轮,第一齿轮内安装有压力传感器,夹取座内部安装有微型驱动电机,第二齿轮与第一齿轮相互咬合连接;固定支架上安装有气缸,气缸的活塞杆一端焊接打孔机,打孔机上安装有钻头,钻头内安装有红外感应器,安装座上安装有位移传感器,工作台上于夹取座一侧安装有第二电动伸缩杆,夹取座底部设置有“倒T”型结构的滑轨,

直缝焊管扩径机生产效率研究.docx
直缝焊管扩径机生产效率研究随着经济全球化的推进,对于效率的要求越来越高,生产过程中的各个环节也都被不断优化和改进,以提高效率和降低成本。直缝焊管扩径机就是在钢管生产过程中的重要设备之一,其作用是将钢管的直径通过机器的操作快速地扩大,扩径机的好坏关系到生产效率和质量。本文将从扩径机的原理、扩径机的重要性,以及提高直缝焊管扩径机生产效率的方法等方面进行探究。首先,直缝焊管扩径机的原理。直缝焊管扩径机是一种利用机械力将钢管直径进行扩大的设备。它主要由传动机构、管坯圆端和壁厚传感器、两个扩管台和定位机构组成。管坯

大型直缝焊管三点单次矫直技术.docx
大型直缝焊管三点单次矫直技术标题:大型直缝焊管三点单次矫直技术摘要:大型直缝焊管传统的矫直方法存在效率低、精度不高、成本高等问题。为了克服这些问题,本文将介绍一种新的大型直缝焊管三点单次矫直技术。该技术通过优化矫直工艺参数和引入新的矫直设备,有效提高了矫直效率和矫直质量。本文主要从矫直原理、矫直工艺和设备、矫直效果和应用前景等方面进行详细介绍和分析,以期为大型直缝焊管的矫直工艺提供新的思路和方法。一、引言大型直缝焊管是现代工业领域不可或缺的重要材料和零部件,广泛应用于石油、天然气、航空航天等行业。然而,由