
用于对工具进行齿加工的方法.pdf

海昌****姐淑

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共69页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于对工具进行齿加工的方法.pdf
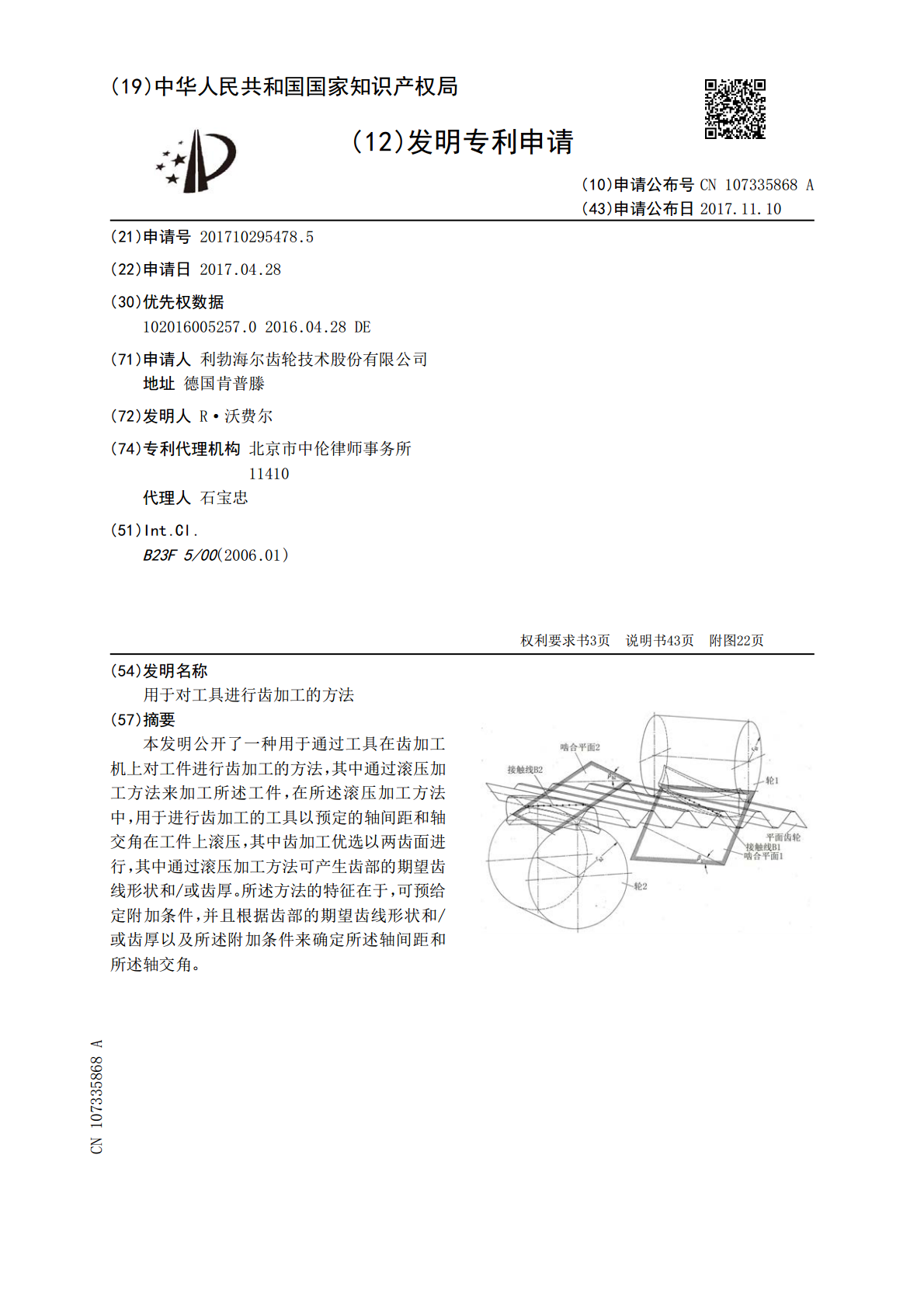
本发明公开了一种用于通过工具在齿加工机上对工件进行齿加工的方法,其中通过滚压加工方法来加工所述工件,在所述滚压加工方法中,用于进行齿加工的工具以预定的轴间距和轴交角在工件上滚压,其中齿加工优选以两齿面进行,其中通过滚压加工方法可产生齿部的期望齿线形状和/或齿厚。所述方法的特征在于,可预给定附加条件,并且根据齿部的期望齿线形状和/或齿厚以及所述附加条件来确定所述轴间距和所述轴交角。

用于为具有外齿的精细加工工具进行制齿或校准的工具.pdf
本发明提出一种用于对精细加工工具进行校准或制齿的工具(1),该工具能够以低成本在待校准或待制齿的精细加工工具上形成分别所需的齿形。在此,工具(1)构造为环形的并具有内齿(9),内齿的齿(10)在制齿工序或校准工序中与待制齿或待校准的精细加工工具的外齿啮合。同时,工具(1)具有穿过由其环绕的开口(3)的中点延伸的中央的纵轴(L)。根据本发明,内齿(9)构造在厚度最大为5mm并且由金刚石材料制成的环形元件(6)上。内齿(9)的齿(10)具有切割部(11),齿在制齿加工或校准加工时借助该切割部去除精细工具的材料
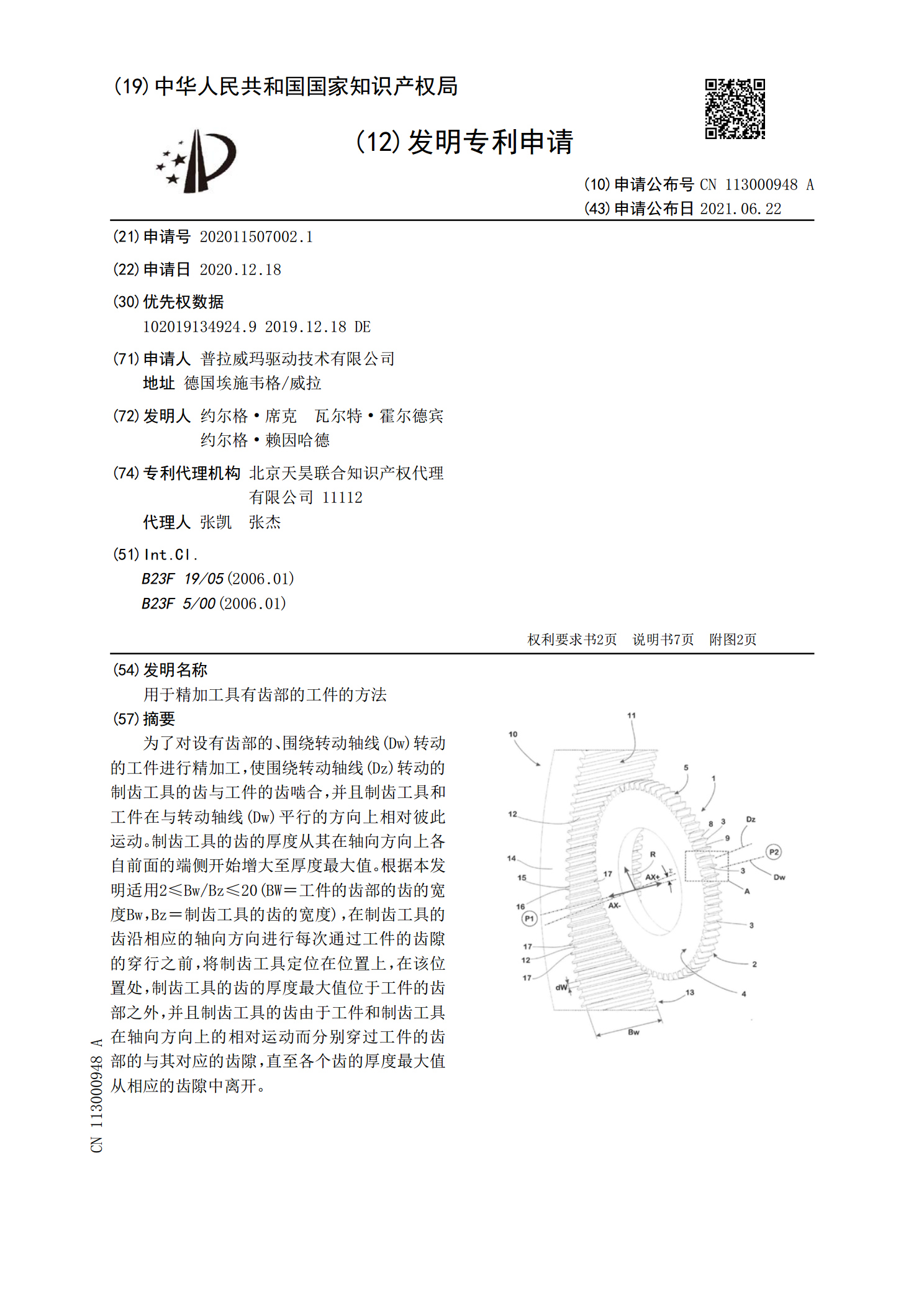
用于精加工具有齿部的工件的方法.pdf
为了对设有齿部的、围绕转动轴线(Dw)转动的工件进行精加工,使围绕转动轴线(Dz)转动的制齿工具的齿与工件的齿啮合,并且制齿工具和工件在与转动轴线(Dw)平行的方向上相对彼此运动。制齿工具的齿的厚度从其在轴向方向上各自前面的端侧开始增大至厚度最大值。根据本发明适用2≤Bw/Bz≤20(BW=工件的齿部的齿的宽度Bw,Bz=制齿工具的齿的宽度),在制齿工具的齿沿相应的轴向方向进行每次通过工件的齿隙的穿行之前,将制齿工具定位在位置上,在该位置处,制齿工具的齿的厚度最大值位于工件的齿部之外,并且制齿工具的齿由于

用于机加工啮合齿的方法、工具布置和切齿机.pdf
本发明涉及用于机加工啮合齿的方法,其中为在形成在啮合齿的端面和属于啮合齿的齿隙的齿面之间的齿边缘上形成倒角,由配备有切削边缘的机加工工具通过切削将材料从齿边缘中除去,机加工工具是处于机加工啮合中,其中机加工工具是带齿的,并且机加工啮合是在机加工工具和啮合齿的旋转轴之间的轴交角处的滚动机加工啮合,该滚动机加工啮合不延伸超过齿隙的齿根部分。

加工啮合齿的方法、加工工具以及机床.pdf
本发明涉及一种用来对啮合齿机加工的方法,该啮合齿在齿头前边缘上被倒角,其中,用具有切削刃的机加工工具,通过机加工过程,在转动操作中除去所述齿头前边缘倒角上生成的材料突出,该材料突出由以下造成:借助于塑性变形在啮合齿的齿前边缘上的倒角;和/或在啮合齿生产过程中和可选择地在齿前边缘的倒角过程中,除去所述端面上形成的一次/二次毛刺。