
用于为具有外齿的精细加工工具进行制齿或校准的工具.pdf

书生****专家


1/9

2/9
3/9
4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用于为具有外齿的精细加工工具进行制齿或校准的工具.pdf
本发明提出一种用于对精细加工工具进行校准或制齿的工具(1),该工具能够以低成本在待校准或待制齿的精细加工工具上形成分别所需的齿形。在此,工具(1)构造为环形的并具有内齿(9),内齿的齿(10)在制齿工序或校准工序中与待制齿或待校准的精细加工工具的外齿啮合。同时,工具(1)具有穿过由其环绕的开口(3)的中点延伸的中央的纵轴(L)。根据本发明,内齿(9)构造在厚度最大为5mm并且由金刚石材料制成的环形元件(6)上。内齿(9)的齿(10)具有切割部(11),齿在制齿加工或校准加工时借助该切割部去除精细工具的材料

用于对工具进行齿加工的方法.pdf
本发明公开了一种用于通过工具在齿加工机上对工件进行齿加工的方法,其中通过滚压加工方法来加工所述工件,在所述滚压加工方法中,用于进行齿加工的工具以预定的轴间距和轴交角在工件上滚压,其中齿加工优选以两齿面进行,其中通过滚压加工方法可产生齿部的期望齿线形状和/或齿厚。所述方法的特征在于,可预给定附加条件,并且根据齿部的期望齿线形状和/或齿厚以及所述附加条件来确定所述轴间距和所述轴交角。
用于精加工具有齿部的工件的方法.pdf
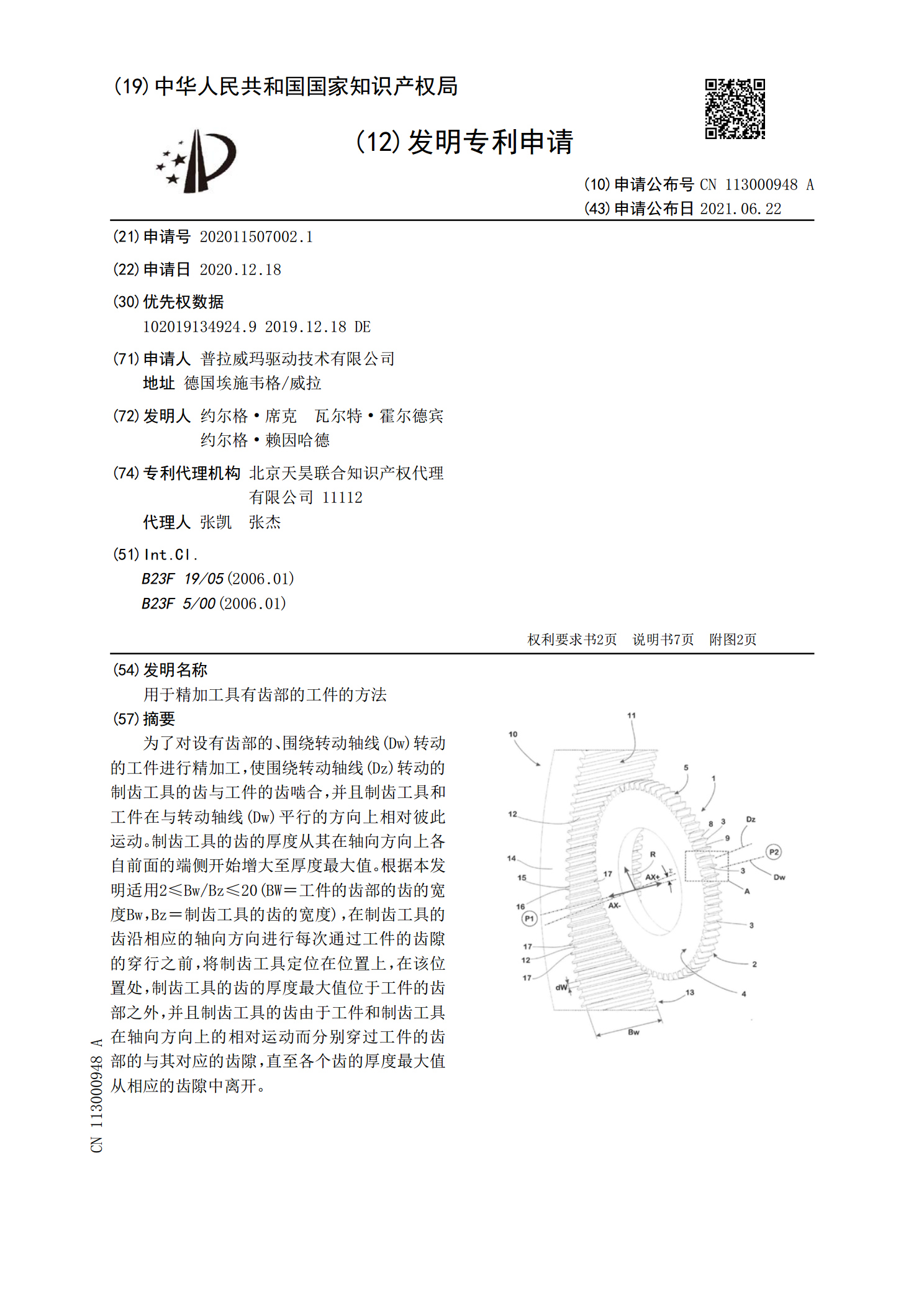
为了对设有齿部的、围绕转动轴线(Dw)转动的工件进行精加工,使围绕转动轴线(Dz)转动的制齿工具的齿与工件的齿啮合,并且制齿工具和工件在与转动轴线(Dw)平行的方向上相对彼此运动。制齿工具的齿的厚度从其在轴向方向上各自前面的端侧开始增大至厚度最大值。根据本发明适用2≤Bw/Bz≤20(BW=工件的齿部的齿的宽度Bw,Bz=制齿工具的齿的宽度),在制齿工具的齿沿相应的轴向方向进行每次通过工件的齿隙的穿行之前,将制齿工具定位在位置上,在该位置处,制齿工具的齿的厚度最大值位于工件的齿部之外,并且制齿工具的齿由于
侧面具有齿的工具.pdf
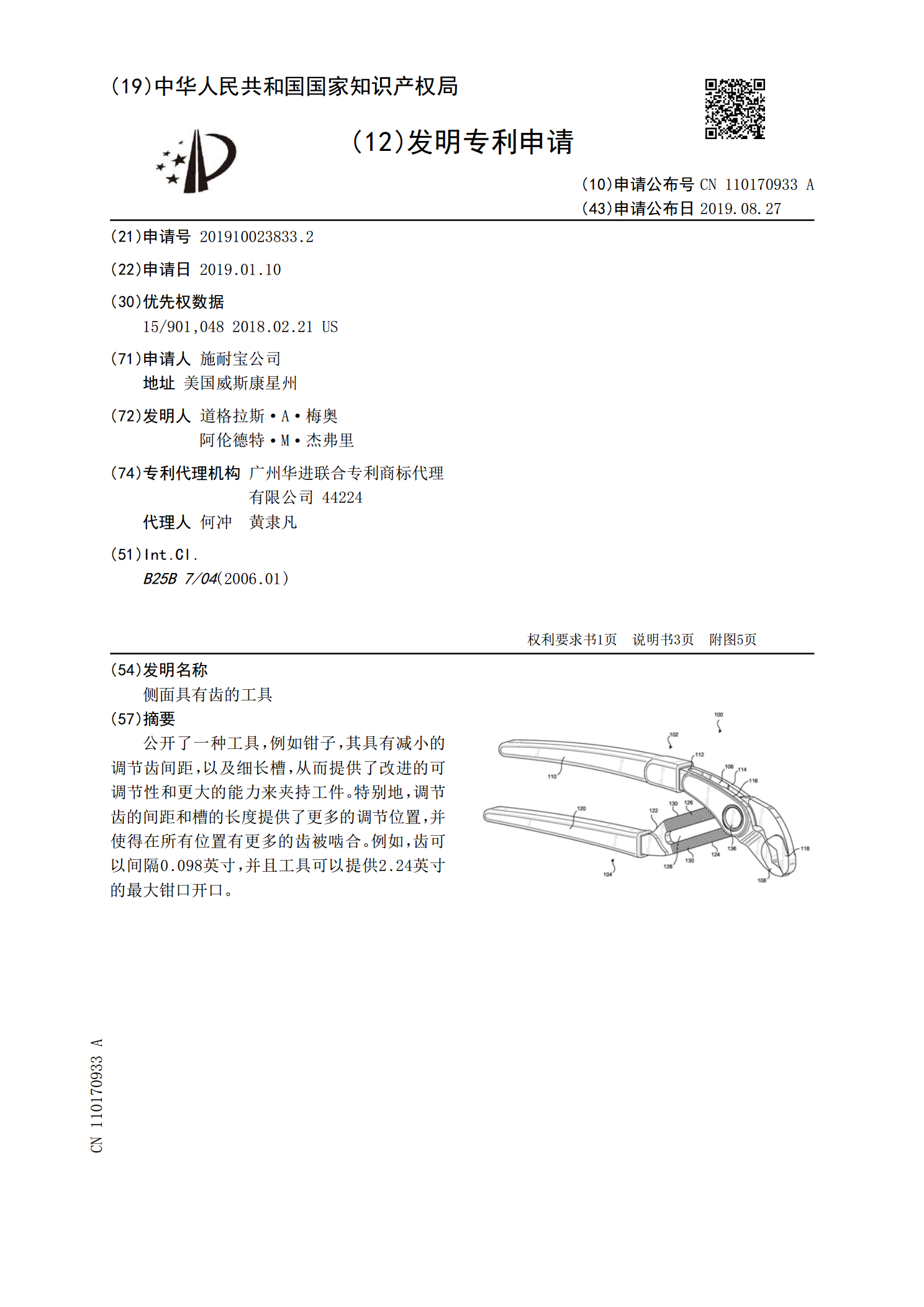
公开了一种工具,例如钳子,其具有减小的调节齿间距,以及细长槽,从而提供了改进的可调节性和更大的能力来夹持工件。特别地,调节齿的间距和槽的长度提供了更多的调节位置,并使得在所有位置有更多的齿被啮合。例如,齿可以间隔0.098英寸,并且工具可以提供2.24英寸的最大钳口开口。

用于成型地制造齿部的方法和用于校准齿部入口和/或齿部出口的工具设备.pdf
本发明涉及一种用于制造在金属的工件(200)上的齿部(220)的方法,其中成型地形成所述齿部(220),并且所述成型地形成的齿部(220)在其齿部入口(221)和/或齿部出口(222)处通过镦锻过程被校准,在所述镦锻过程中不仅调节齿部形状而且调节齿部长度。本发明还涉及一种用于成型地校准在金属的工件(200)上的齿部(220)的齿部入口(221)和/或齿部出口(222)的工具设备(100),该工具设备包括工件容纳部(150)、可轴向运动的模子(130)以及可轴向运动的镦锻环(140),所述模子能够与所述工件