
用于精加工具有齿部的工件的方法.pdf

书生****写意


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
用于精加工具有齿部的工件的方法.pdf
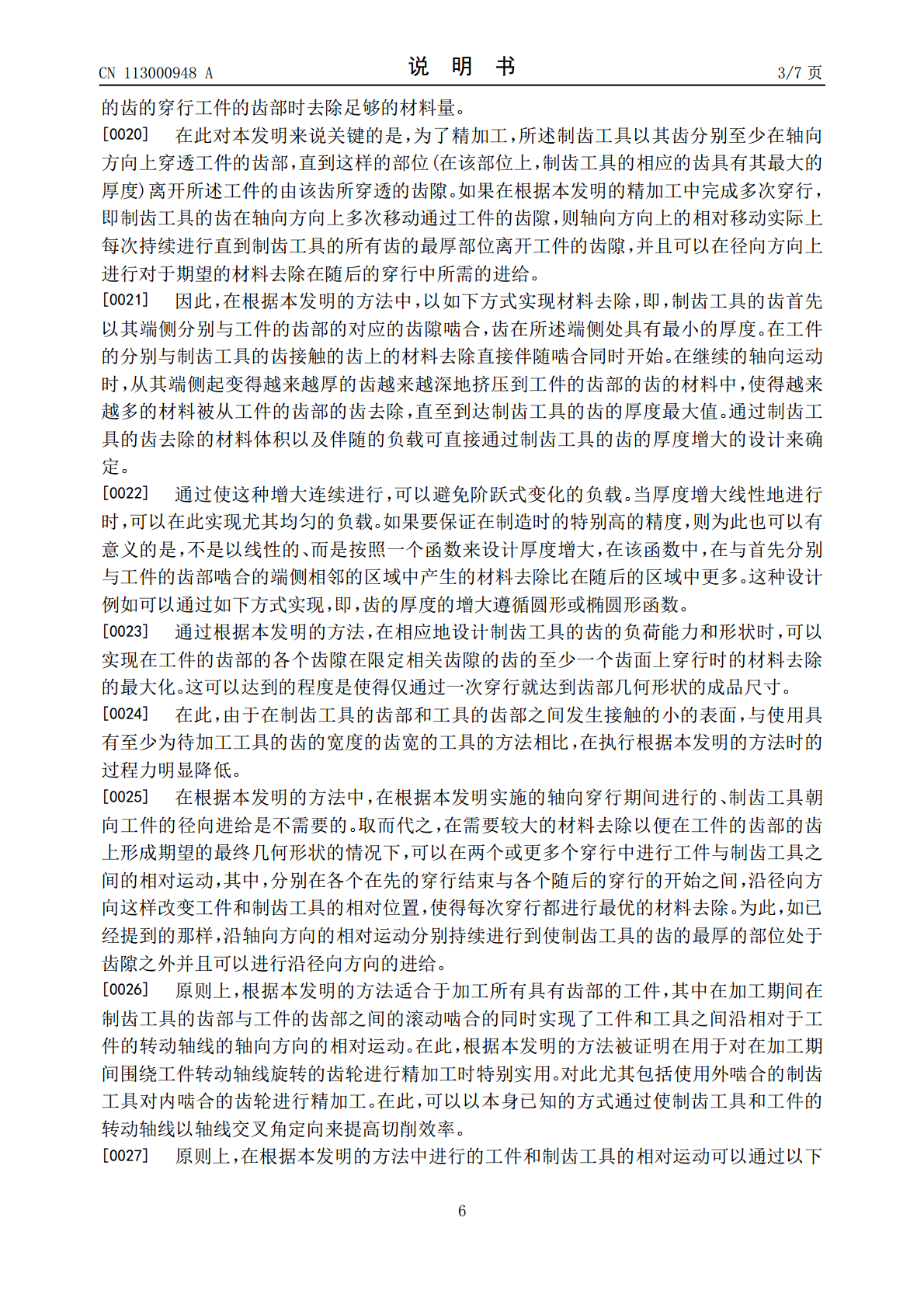
为了对设有齿部的、围绕转动轴线(Dw)转动的工件进行精加工,使围绕转动轴线(Dz)转动的制齿工具的齿与工件的齿啮合,并且制齿工具和工件在与转动轴线(Dw)平行的方向上相对彼此运动。制齿工具的齿的厚度从其在轴向方向上各自前面的端侧开始增大至厚度最大值。根据本发明适用2≤Bw/Bz≤20(BW=工件的齿部的齿的宽度Bw,Bz=制齿工具的齿的宽度),在制齿工具的齿沿相应的轴向方向进行每次通过工件的齿隙的穿行之前,将制齿工具定位在位置上,在该位置处,制齿工具的齿的厚度最大值位于工件的齿部之外,并且制齿工具的齿由于
用于预制齿的工件的硬精加工的滚剃齿刀具和方法.pdf
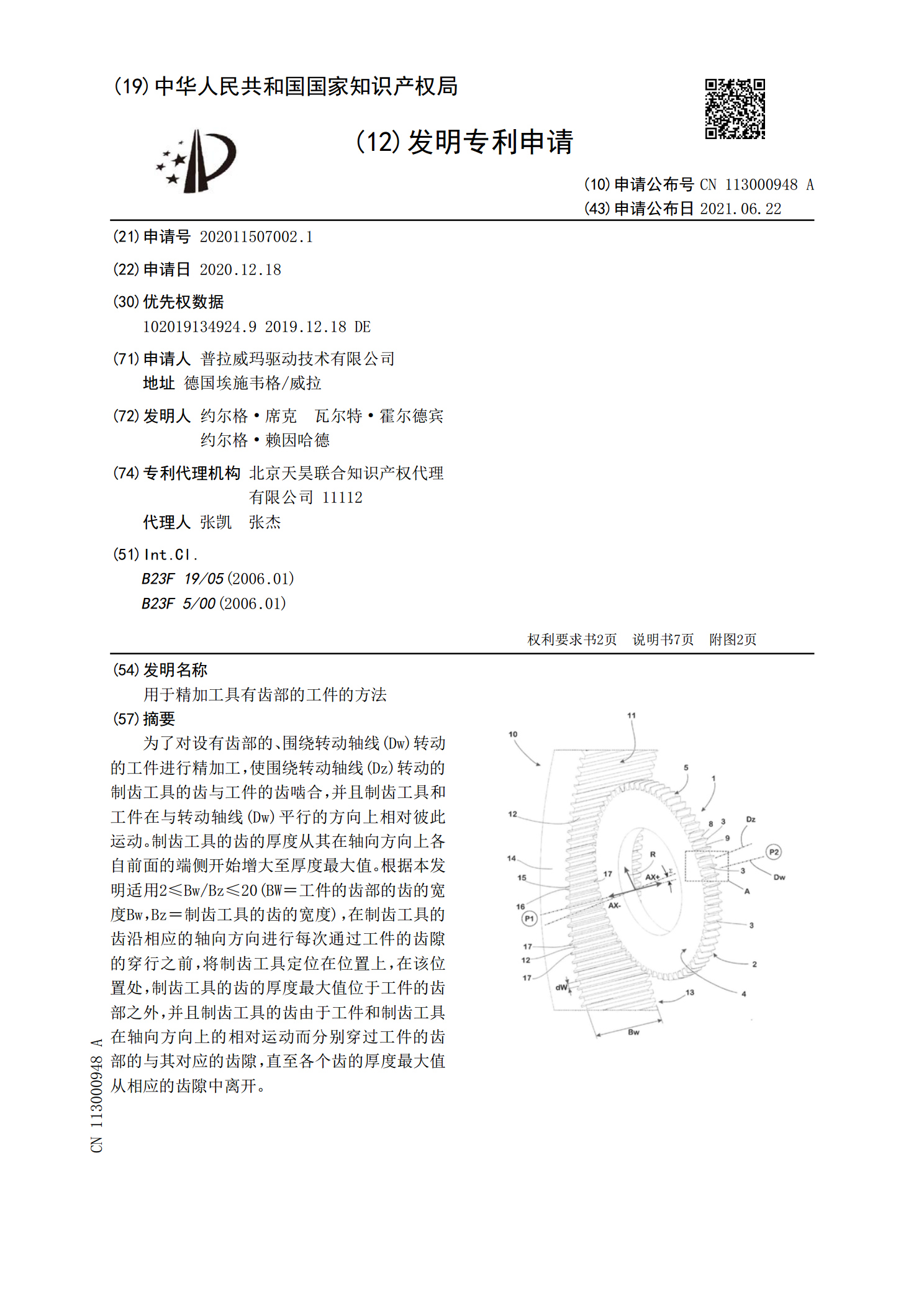
一种用于对预制齿的、旋转的工件进行滚剃齿的刀具,所述刀具具有:齿轮状的基体和齿状的刀片(1.2),所述刀片在端侧在齿顶圆的区域中设置在基体上。每个刀片包括至少一个切削齿。切削齿形成切削刃(6)以及前刀面和后刀面,所述切削刃至少沿着切削齿的齿面之一伸展。前刀面沿着切削刃设有前刀面倒棱(7),所述前刀面倒棱以倒棱角度倾斜于前刀面(5.5)地伸展。在此,倒棱角度在切削刃的伸展中变化。此外,切削刃以半径倒圆。

用于精加工带齿的且硬化的工件轮的方法和设备.pdf
本发明涉及一种加工带齿的且硬化的工件轮(1)的方法,所述方法具有以下步骤:将带有加工余量地被预制齿的且被硬化的工件轮(1)夹紧在工件轴(4)上;借助由刀具轴(7)旋转驱动的切削轮(5)通过滚切去除加工余量的至少50%;借助珩磨轮(6)在不变的夹紧状态下对工件轮(1)进行精加工。在滚切时的进刀(V

用于在内齿化工件的齿面上产生扭转部的方法.pdf
本发明涉及一种使用外齿化工具(6)在内齿化工件的齿面(F1、F2)上产生变型部,例如扭转部(FV1、FV2)的方法。为了也能够用具有减少数量的可调节轴的机床(1)来实施这种方法,本发明规定,可以通过将内齿化修整工具(15)在机床(1)的工件主轴(2)上布置在为相应的待珩磨工件设置的位置处并且通过将修整工具(15)与待修整工具(6)接合来修整该工具(6)。修整工具(15)的齿(17)的宽度小于待修整工具(6)的宽度,因此修整工具(15)必须沿工件纵向轴线(Z1)移动对应于修整工具(15)的齿的宽度(D)的数
用于精加工齿轮工件的装置和方法.pdf
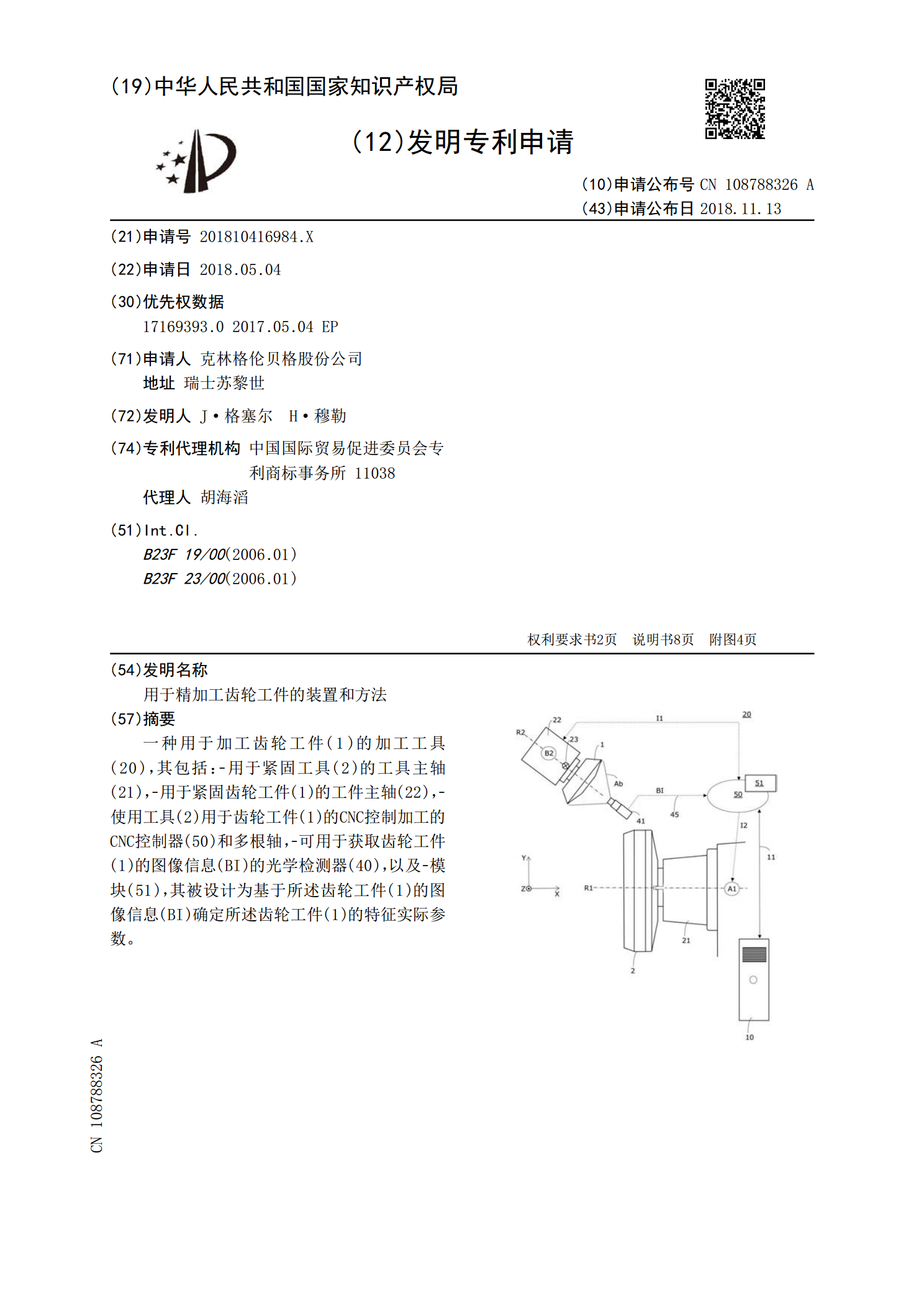
一种用于加工齿轮工件(1)的加工工具(20),其包括:﹣用于紧固工具(2)的工具主轴(21),﹣用于紧固齿轮工件(1)的工件主轴(22),﹣使用工具(2)用于齿轮工件(1)的CNC控制加工的CNC控制器(50)和多根轴,﹣可用于获取齿轮工件(1)的图像信息(BI)的光学检测器(40),以及﹣模块(51),其被设计为基于所述齿轮工件(1)的图像信息(BI)确定所述齿轮工件(1)的特征实际参数。