
一种铝合金轮毂表面处理工艺.pdf

文阁****23


1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种铝合金轮毂表面处理工艺.pdf
本发明公开了一种铝合金轮毂表面处理工艺,具体的工艺流程:铝合金轮毂毛坯→开砂→抛光→预处理→喷涂电镀银漆→闪干→透明漆→固化下线。该工艺不仅具备电镀产品的镜面效果,而且具有工艺简单、成本低、无重金属污染等诸多优点。

一种铝合金轮毂表面纳米处理工艺.pdf
本发明公开了一种铝合金轮毂表面纳米处理工艺,包括以下步骤:配置纳米涂料;对铝合金轮毂进行表面抛光;对所述铝合金轮毂表面进行碱蚀处理;将所述铝合金轮毂完全浸入所述纳米涂料中,保持40至50度水温30至60分钟后取出晾干;将所述铝合金轮毂放入加温室中,加温3-5分钟;对所述铝合金轮毂进行降温,在15分钟将温度降至室温。本发明延长铝合金轮毂使用寿命并容易对铝合金轮毂表面污渍进行清洗。
一种铝合金轮毂表面纳米处理工艺.pdf
本发明公开了一种铝合金轮毂表面纳米处理工艺,包括以下步骤:S1:将重量份为20‑25份的碳酸氢钠、15‑20份的乙醇、10‑15份的六偏磷酸钠、8‑12份的乙氧基化烷基硫酸钠和30‑35份的去离子水加入搅拌机中,在40‑50℃下以50‑60r/min的速度搅拌30‑60min,制得浸泡液;S2:将铝合金轮毂浸泡在浸泡液内,并以40‑50r/min的速度转动20‑30min,然后从浸泡液中取出,用去离子水冲洗;S3:用粗砂纸打磨冲洗后的铝合金轮毂的表面,然后将打磨好的铝合金轮毂放入抛光机中进行表面抛光;S4
一种铝合金轮毂表面阳极氧化处理工艺.pdf
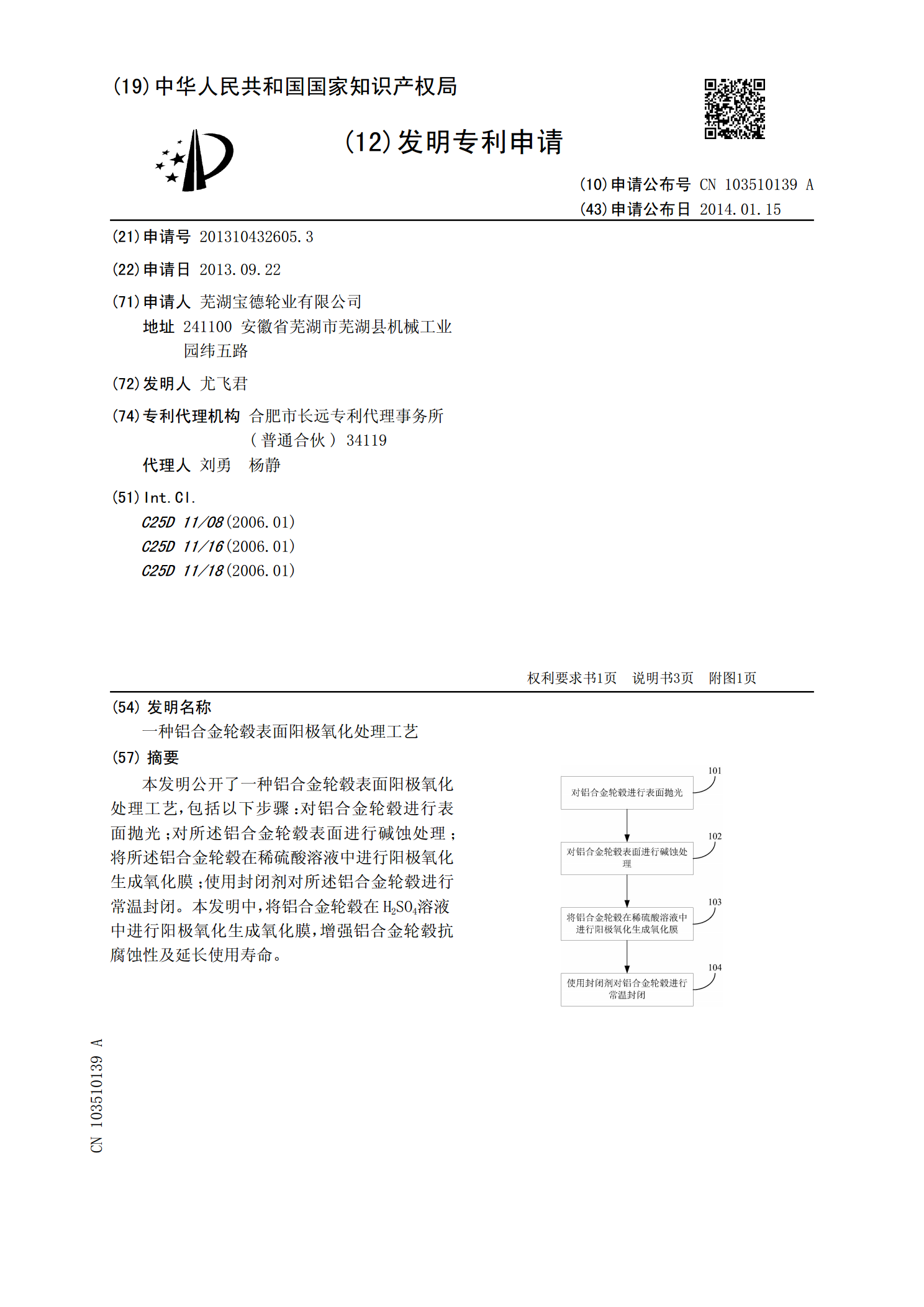
本发明公开了一种铝合金轮毂表面阳极氧化处理工艺,包括以下步骤:对铝合金轮毂进行表面抛光;对所述铝合金轮毂表面进行碱蚀处理;将所述铝合金轮毂在稀硫酸溶液中进行阳极氧化生成氧化膜;使用封闭剂对所述铝合金轮毂进行常温封闭。本发明中,将铝合金轮毂在H2SO4溶液中进行阳极氧化生成氧化膜,增强铝合金轮毂抗腐蚀性及延长使用寿命。
一种铝合金轮毂的表面处理方法及铝合金轮毂.pdf
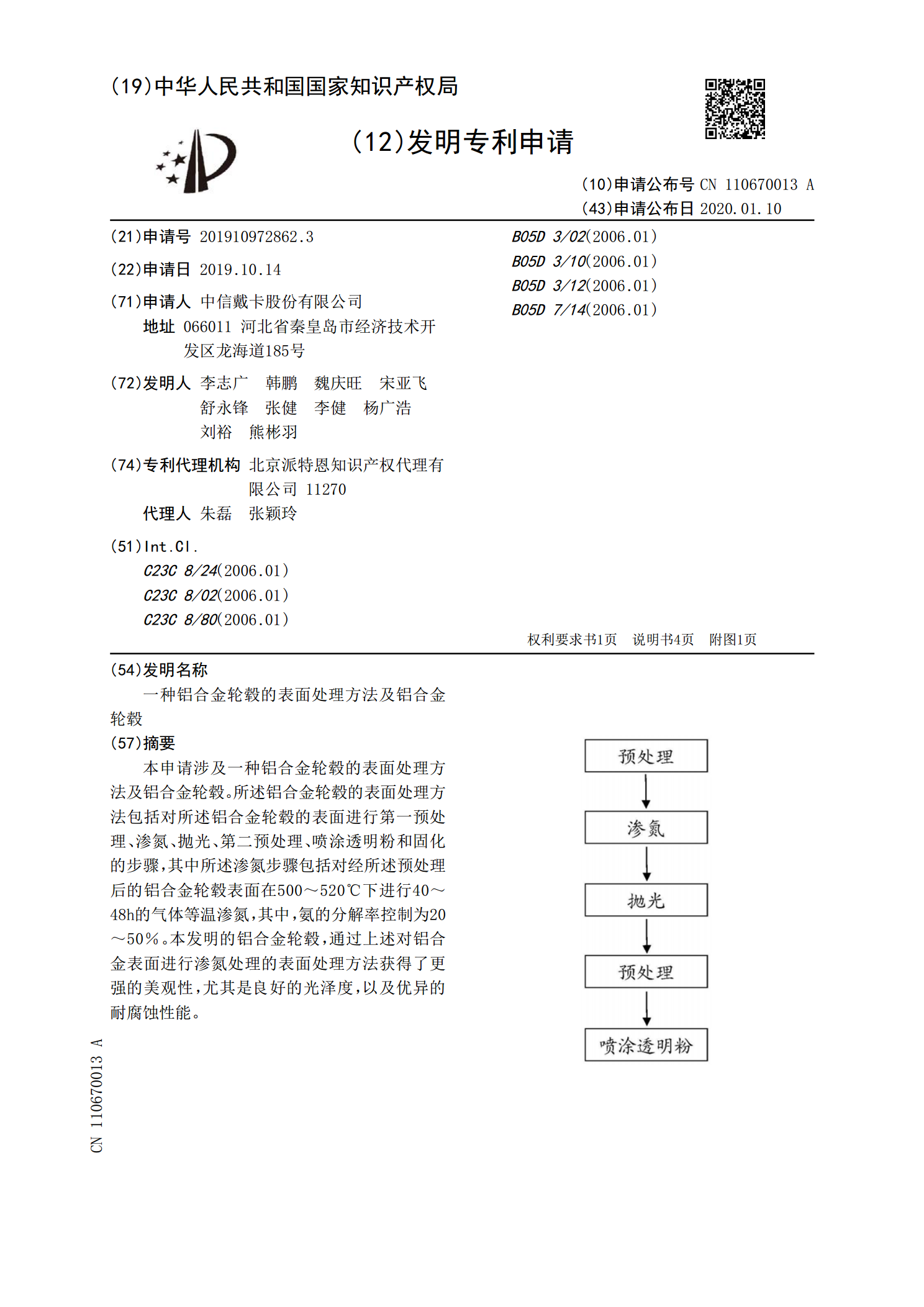
本申请涉及一种铝合金轮毂的表面处理方法及铝合金轮毂。所述铝合金轮毂的表面处理方法包括对所述铝合金轮毂的表面进行第一预处理、渗氮、抛光、第二预处理、喷涂透明粉和固化的步骤,其中所述渗氮步骤包括对经所述预处理后的铝合金轮毂表面在500~520℃下进行40~48h的气体等温渗氮,其中,氨的分解率控制为20~50%。本发明的铝合金轮毂,通过上述对铝合金表面进行渗氮处理的表面处理方法获得了更强的美观性,尤其是良好的光泽度,以及优异的耐腐蚀性能。