
一种凸轮轴正时齿轮定位压装工具.pdf

萌运****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种凸轮轴正时齿轮定位压装工具.pdf
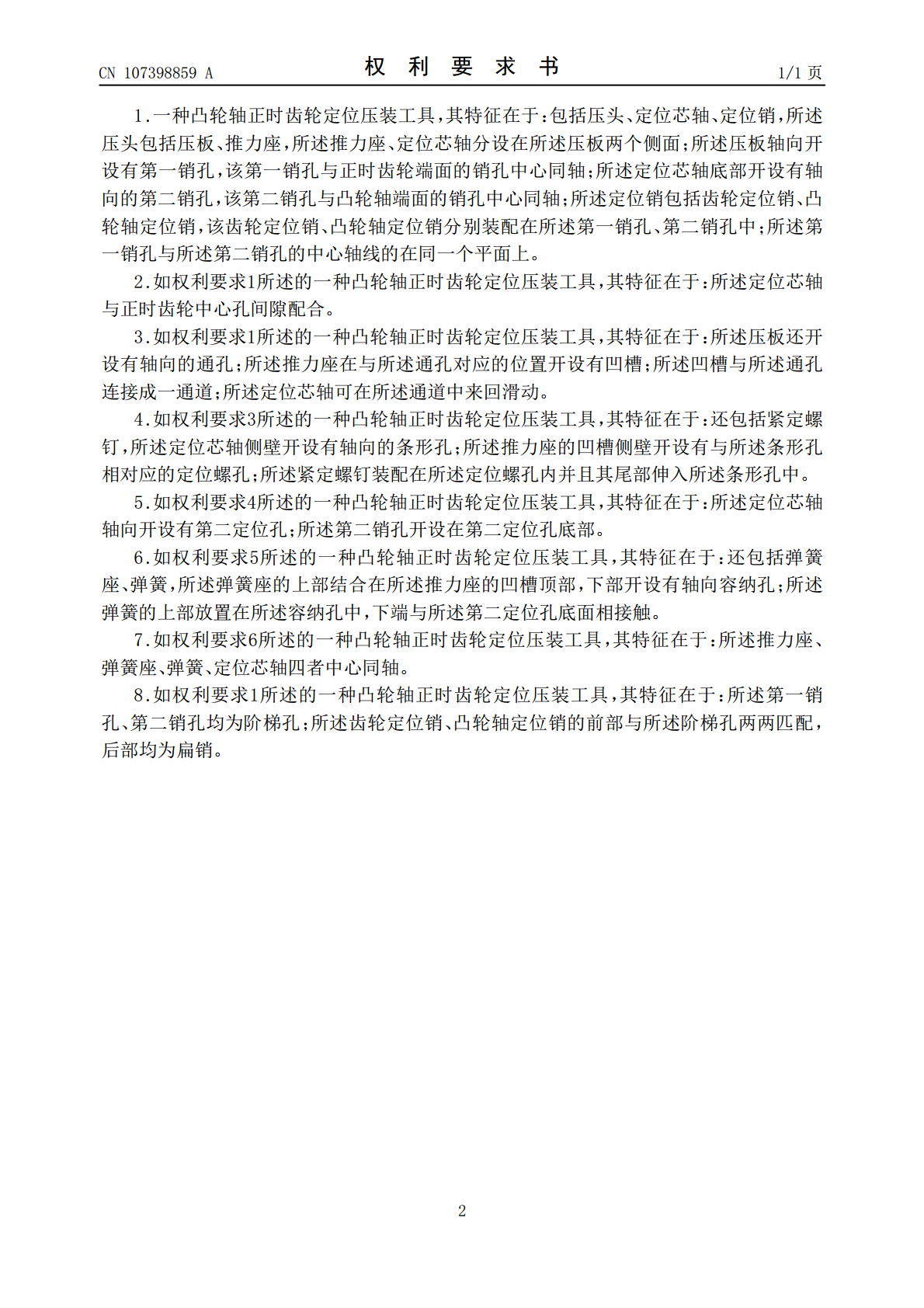
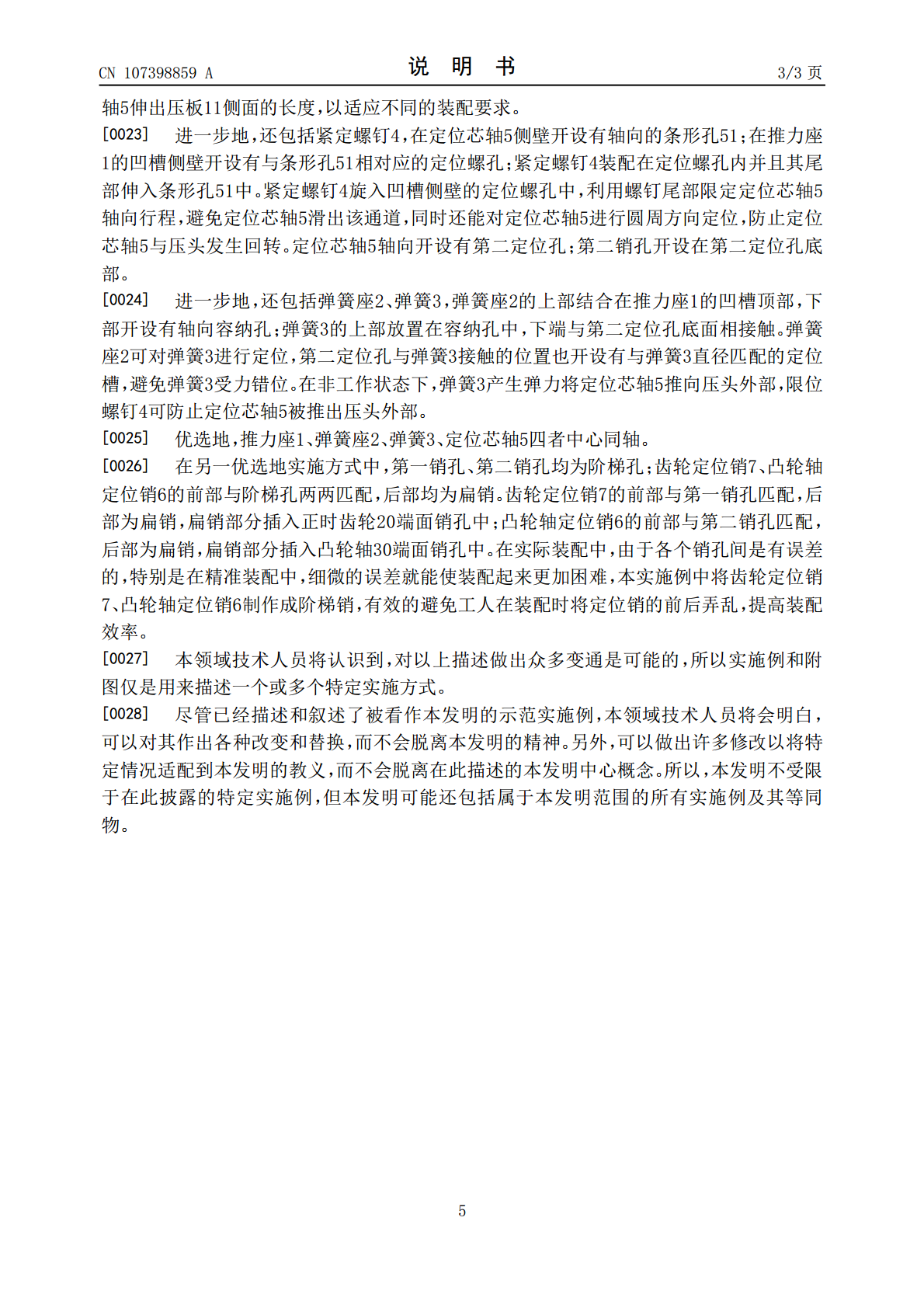
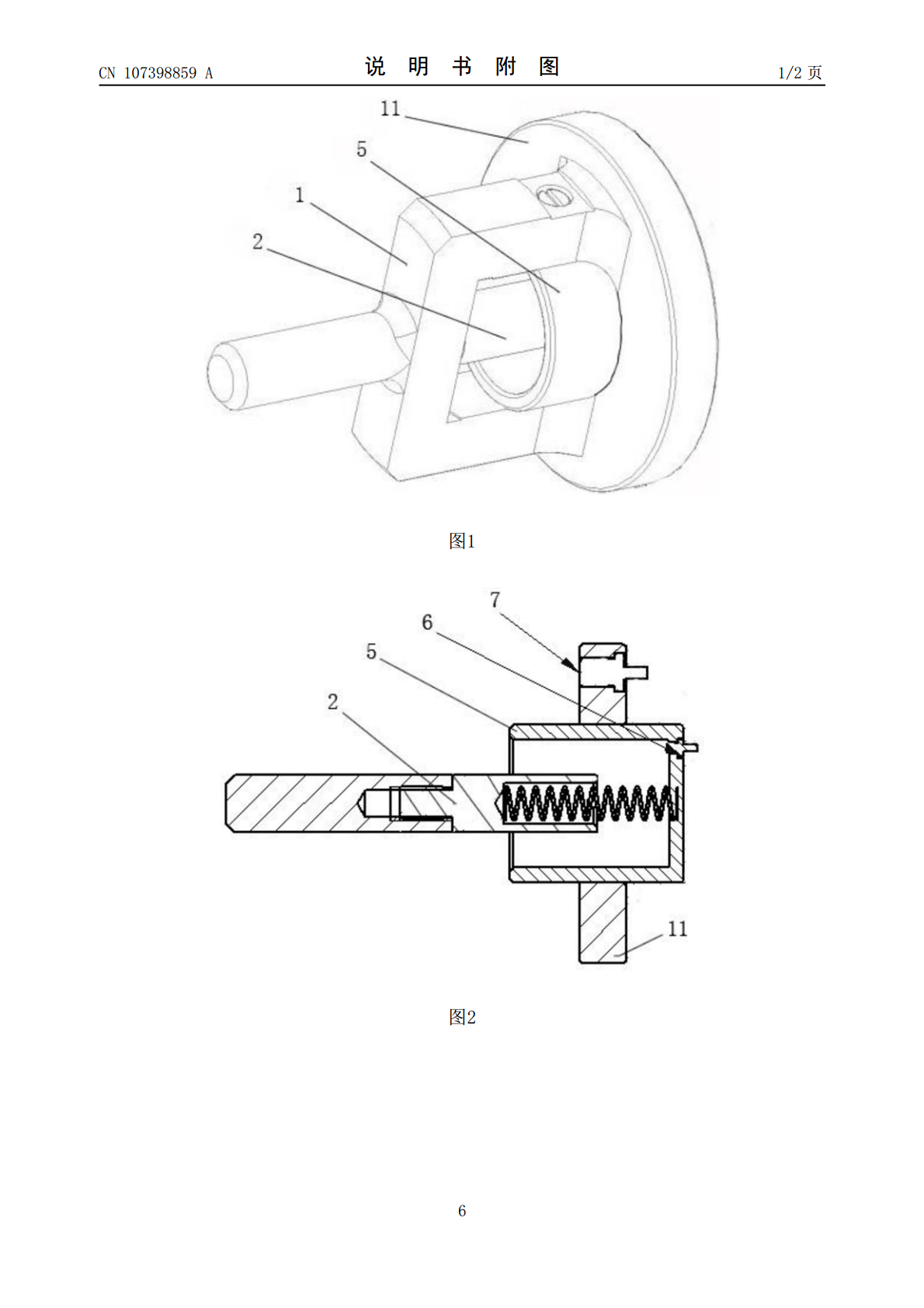
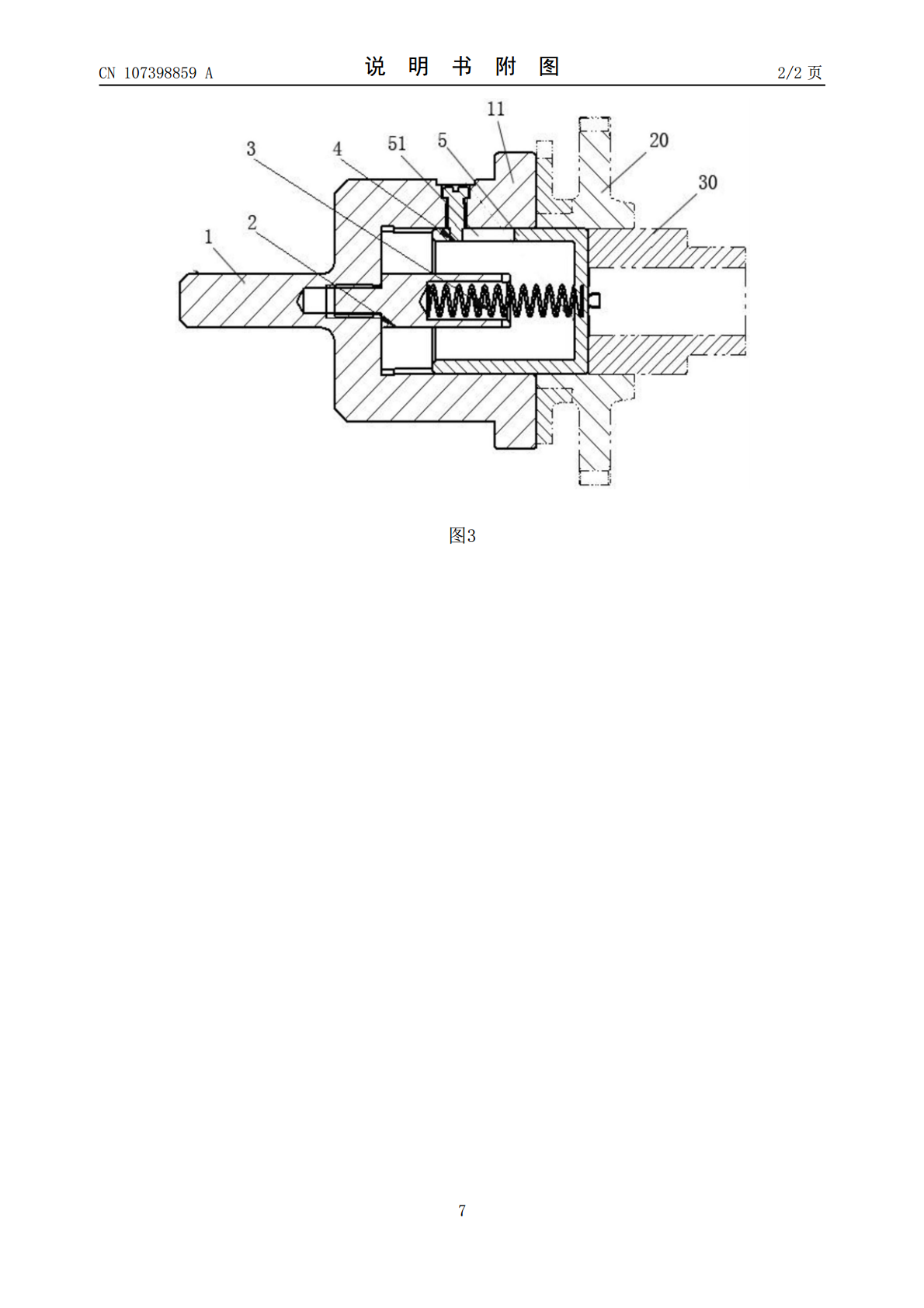
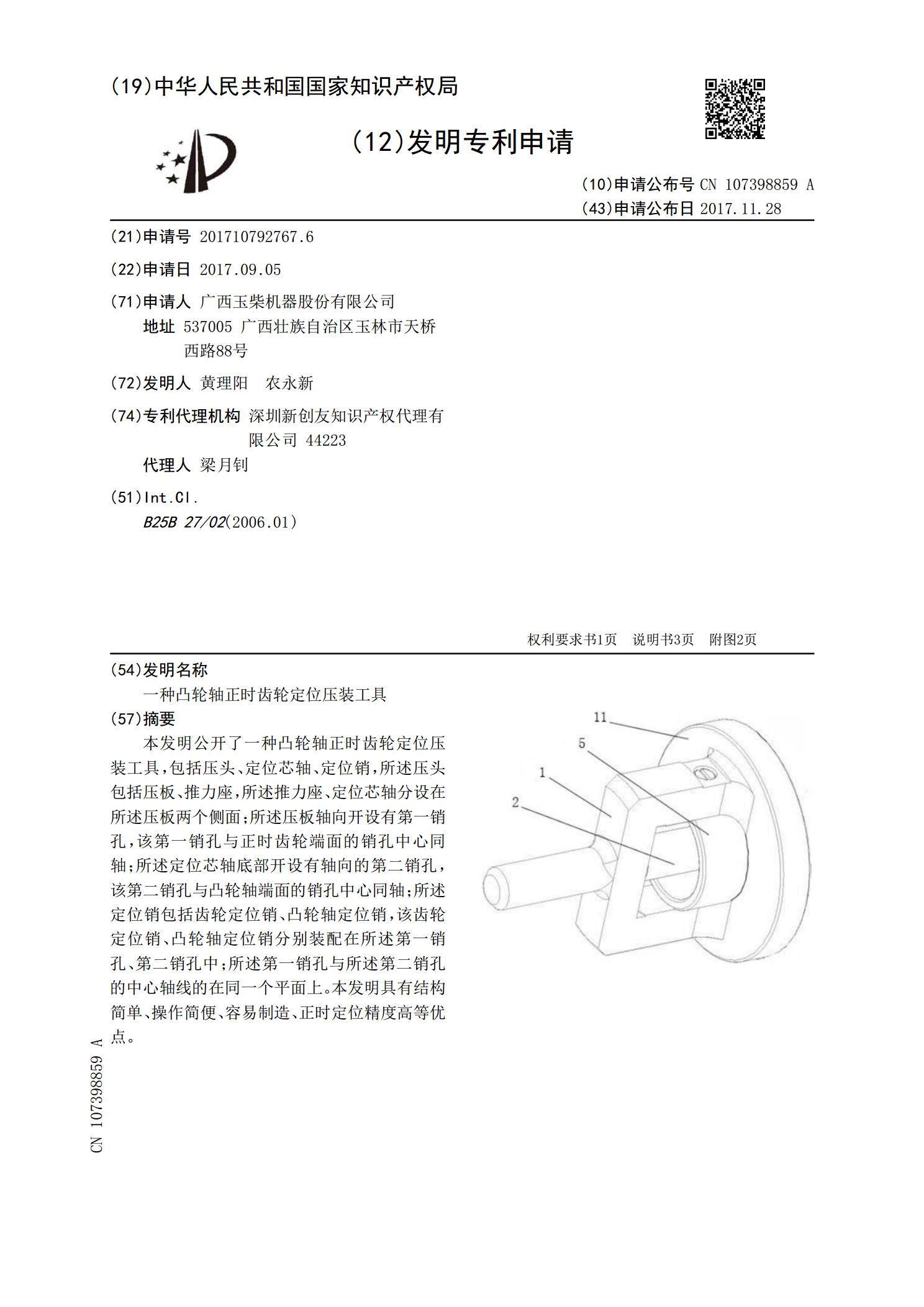
本发明公开了一种凸轮轴正时齿轮定位压装工具,包括压头、定位芯轴、定位销,所述压头包括压板、推力座,所述推力座、定位芯轴分设在所述压板两个侧面;所述压板轴向开设有第一销孔,该第一销孔与正时齿轮端面的销孔中心同轴;所述定位芯轴底部开设有轴向的第二销孔,该第二销孔与凸轮轴端面的销孔中心同轴;所述定位销包括齿轮定位销、凸轮轴定位销,该齿轮定位销、凸轮轴定位销分别装配在所述第一销孔、第二销孔中;所述第一销孔与所述第二销孔的中心轴线的在同一个平面上。本发明具有结构简单、操作简便、容易制造、正时定位精度高等优点。
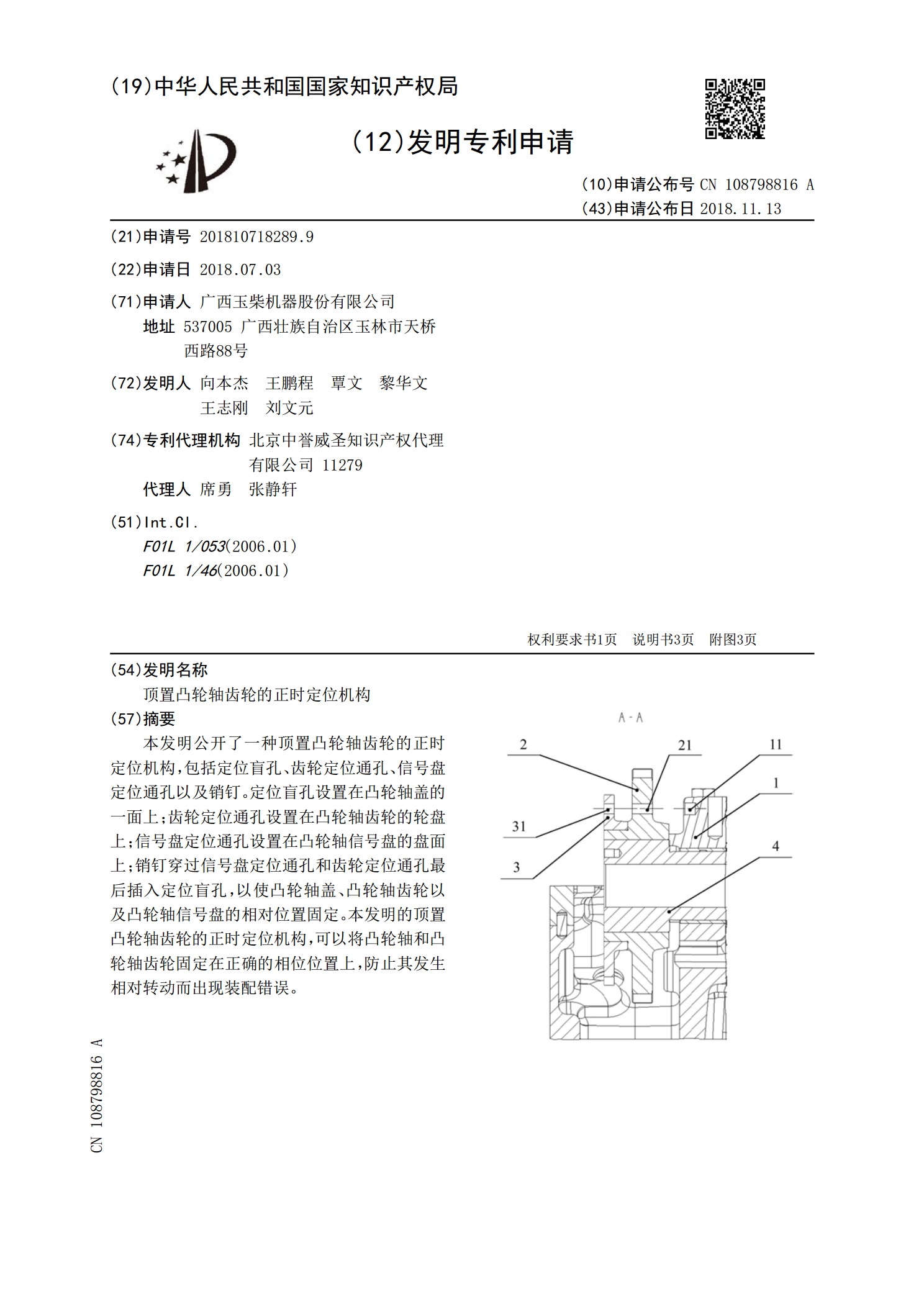
顶置凸轮轴齿轮的正时定位机构.pdf
本发明公开了一种顶置凸轮轴齿轮的正时定位机构,包括定位盲孔、齿轮定位通孔、信号盘定位通孔以及销钉。定位盲孔设置在凸轮轴盖的一面上;齿轮定位通孔设置在凸轮轴齿轮的轮盘上;信号盘定位通孔设置在凸轮轴信号盘的盘面上;销钉穿过信号盘定位通孔和齿轮定位通孔最后插入定位盲孔,以使凸轮轴盖、凸轮轴齿轮以及凸轮轴信号盘的相对位置固定。本发明的顶置凸轮轴齿轮的正时定位机构,可以将凸轮轴和凸轮轴齿轮固定在正确的相位位置上,防止其发生相对转动而出现装配错误。

一种凸轮轴正时定位装置.pdf
本发明涉及一种发动机安装工具领域,具体是涉及一种凸轮轴正时定位装置。包括固定架和定位架,所述固定架为“T”形,所述定位架为“F”形,所述定位架与固定架通过两个螺栓把所述“F”形定位架的竖杆与所述“T”形固定架的竖杆连接,所述“F”形定位架的第一横杆端部沿横杆方向设置两个螺纹孔,两个螺纹孔的轴线与所述“F”形的竖杆平行,两个定位螺钉穿过所述螺纹孔定位。本发明采用可调整定位螺钉固定凸轮轴,可消除凸轮轴两平面加工误差所造成的定位失效,定位效果得到了保证,由于可调整定位螺钉的灵活可调,还可用于不同规格凸轮轴的安装

一种凸轮轴正时齿轮安装结构.pdf
本发明的目的是提出一种定位准确、安装方便、耐用的凸轮轴正时齿轮安装结构。本发明的凸轮轴正时齿轮安装结构包括凸轮轴、正时齿轮和螺栓,关键在于所述凸轮轴一端端部的表面设置有径向的花键,端部的中央设置有轴向的螺孔以用于安装所述螺栓;所述正时齿轮的中部设置有轴孔,正时齿轮的一侧设置有与凸轮轴花键相配合的径向花键;所述正时齿轮的花键与凸轮轴的花键相啮合,正时齿轮通过螺栓压紧固定于凸轮轴的端部。正时齿轮的花键与凸轮轴的花键配合连接,装配方便,提高了工作效率,不仅可以用来对正时齿轮进行定位,还可以分散正时齿轮与凸轮轴在
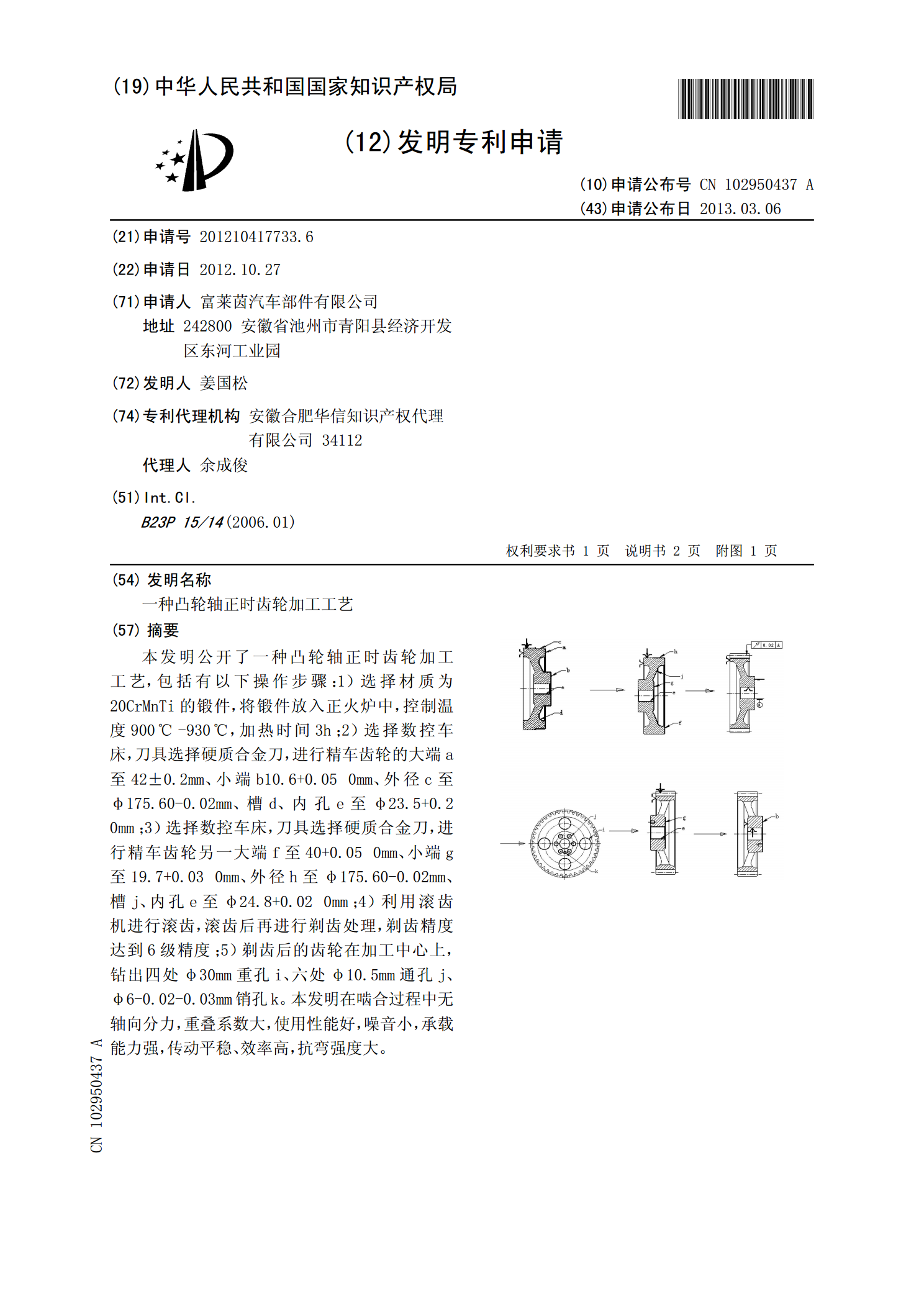
一种凸轮轴正时齿轮加工工艺.pdf
本发明公开了一种凸轮轴正时齿轮加工工艺,包括有以下操作步骤:1)选择材质为20CrMnTi的锻件,将锻件放入正火炉中,控制温度900℃-930℃,加热时间3h;2)选择数控车床,刀具选择硬质合金刀,进行精车齿轮的大端a至42±0.2mm、小端b10.6+0.05?0mm、外径c至φ175.60-0.02mm、槽d、内孔e至φ23.5+0.2?0mm;3)选择数控车床,刀具选择硬质合金刀,进行精车齿轮另一大端f至40+0.05?0mm、小端g至19.7+0.03?0mm、外径h至φ175.60-0.02mm