
一种凸轮轴正时齿轮加工工艺.pdf

秋花****姐姐

1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种凸轮轴正时齿轮加工工艺.pdf
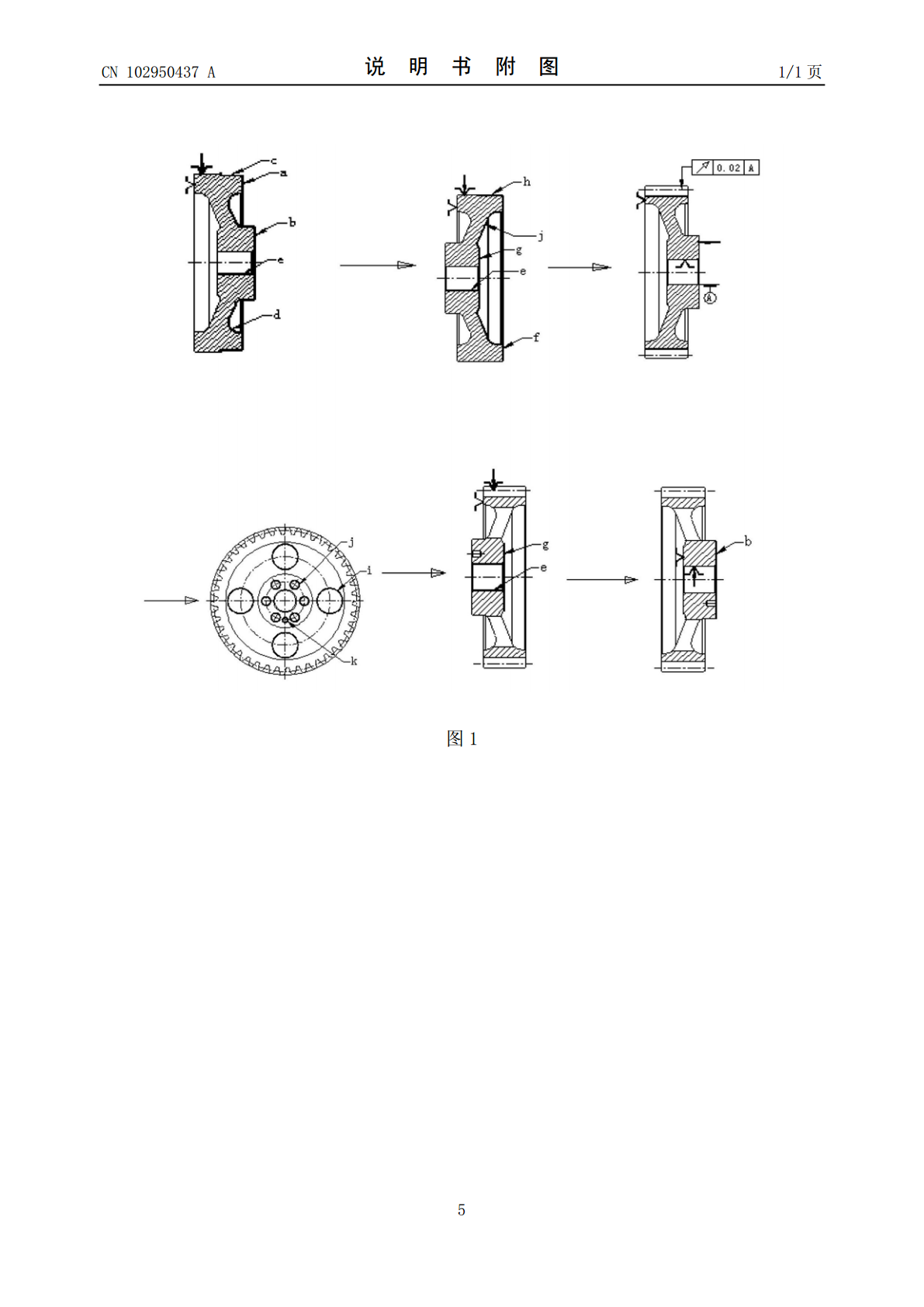
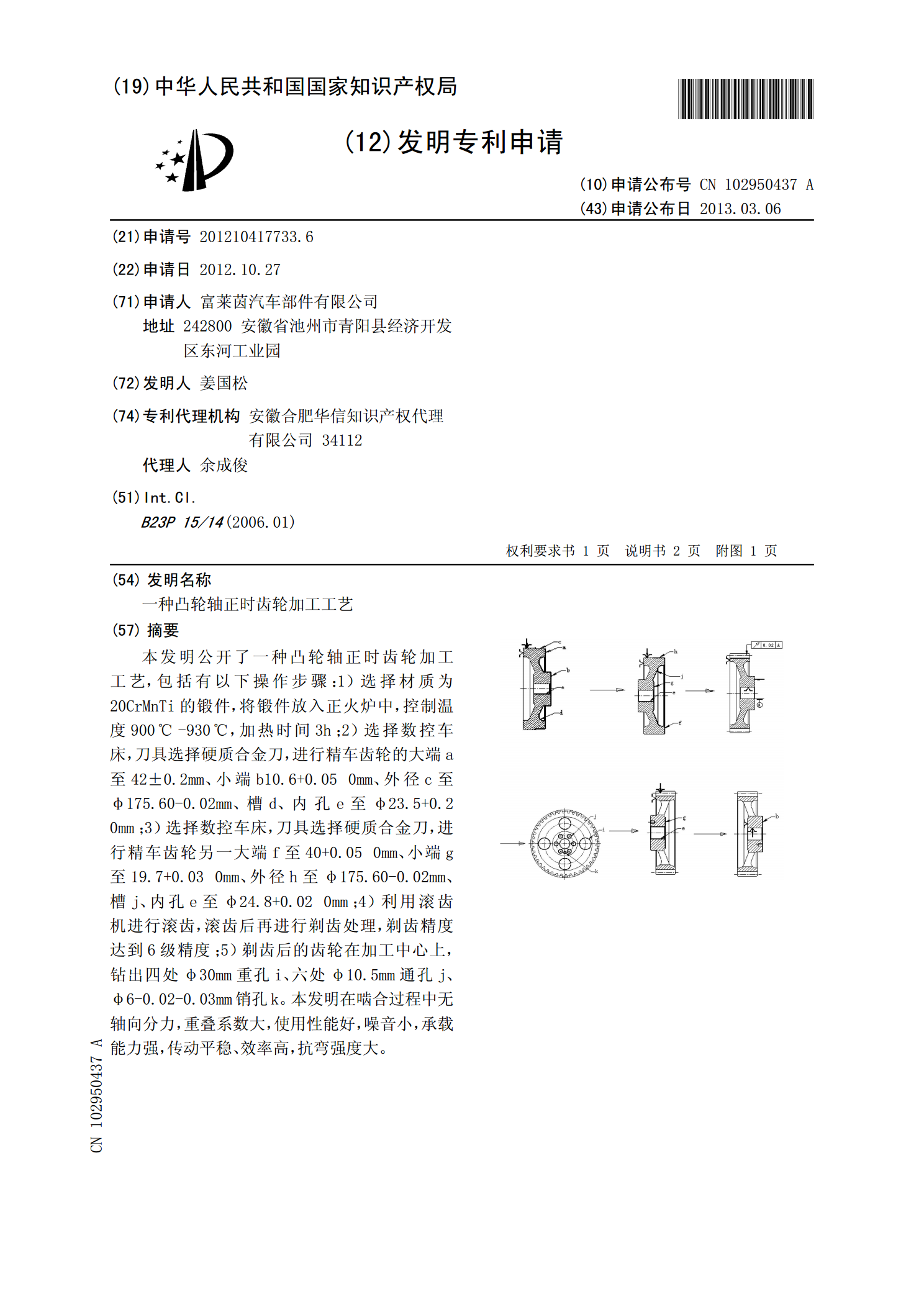
本发明公开了一种凸轮轴正时齿轮加工工艺,包括有以下操作步骤:1)选择材质为20CrMnTi的锻件,将锻件放入正火炉中,控制温度900℃-930℃,加热时间3h;2)选择数控车床,刀具选择硬质合金刀,进行精车齿轮的大端a至42±0.2mm、小端b10.6+0.05?0mm、外径c至φ175.60-0.02mm、槽d、内孔e至φ23.5+0.2?0mm;3)选择数控车床,刀具选择硬质合金刀,进行精车齿轮另一大端f至40+0.05?0mm、小端g至19.7+0.03?0mm、外径h至φ175.60-0.02mm

一种凸轮轴正时齿轮安装结构.pdf
本发明的目的是提出一种定位准确、安装方便、耐用的凸轮轴正时齿轮安装结构。本发明的凸轮轴正时齿轮安装结构包括凸轮轴、正时齿轮和螺栓,关键在于所述凸轮轴一端端部的表面设置有径向的花键,端部的中央设置有轴向的螺孔以用于安装所述螺栓;所述正时齿轮的中部设置有轴孔,正时齿轮的一侧设置有与凸轮轴花键相配合的径向花键;所述正时齿轮的花键与凸轮轴的花键相啮合,正时齿轮通过螺栓压紧固定于凸轮轴的端部。正时齿轮的花键与凸轮轴的花键配合连接,装配方便,提高了工作效率,不仅可以用来对正时齿轮进行定位,还可以分散正时齿轮与凸轮轴在
一种正时齿轮总成及其凸轮轴组件.pdf
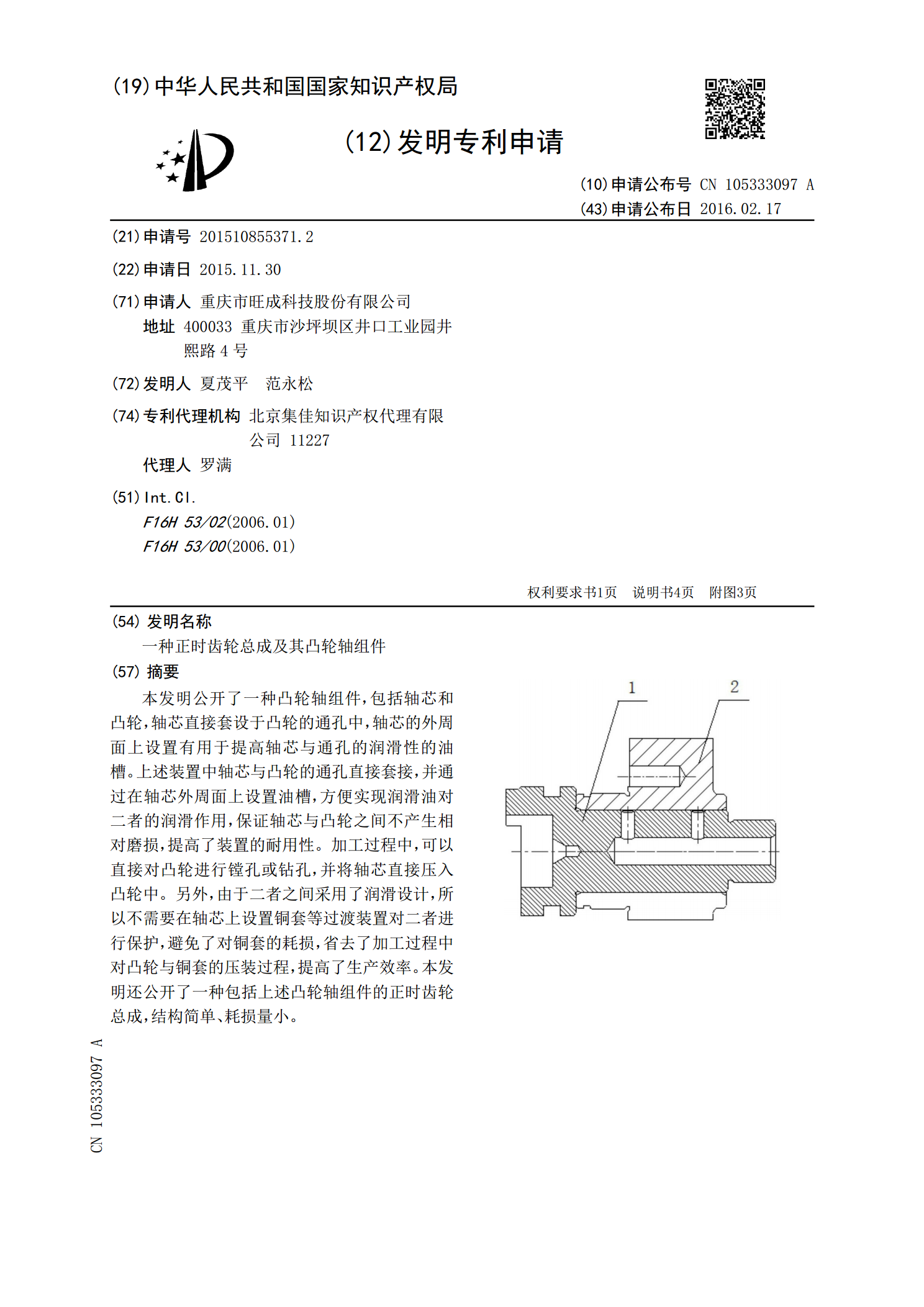
本发明公开了一种凸轮轴组件,包括轴芯和凸轮,轴芯直接套设于凸轮的通孔中,轴芯的外周面上设置有用于提高轴芯与通孔的润滑性的油槽。上述装置中轴芯与凸轮的通孔直接套接,并通过在轴芯外周面上设置油槽,方便实现润滑油对二者的润滑作用,保证轴芯与凸轮之间不产生相对磨损,提高了装置的耐用性。加工过程中,可以直接对凸轮进行镗孔或钻孔,并将轴芯直接压入凸轮中。另外,由于二者之间采用了润滑设计,所以不需要在轴芯上设置铜套等过渡装置对二者进行保护,避免了对铜套的耗损,省去了加工过程中对凸轮与铜套的压装过程,提高了生产效率。本发
动机正时齿轮剃齿氮化加工工艺研究.pdf
华中科技大学硕士学位论文东风康明斯柴油发动机正时齿轮剃齿氮化加工工艺研究姓名:张健申请学位级别:硕士专业:材料工程指导教师:叶春生20040419华中科技大学硕士学位论文摘要渗碳磨齿工艺是目前国际国内硬齿面齿轮加工的主流工艺东风康明斯柴油发动机『背萋值南中泄ひ找彩巧寄コ莨ひ
一种铁型覆砂铸造正时齿轮室的加工工艺.pdf
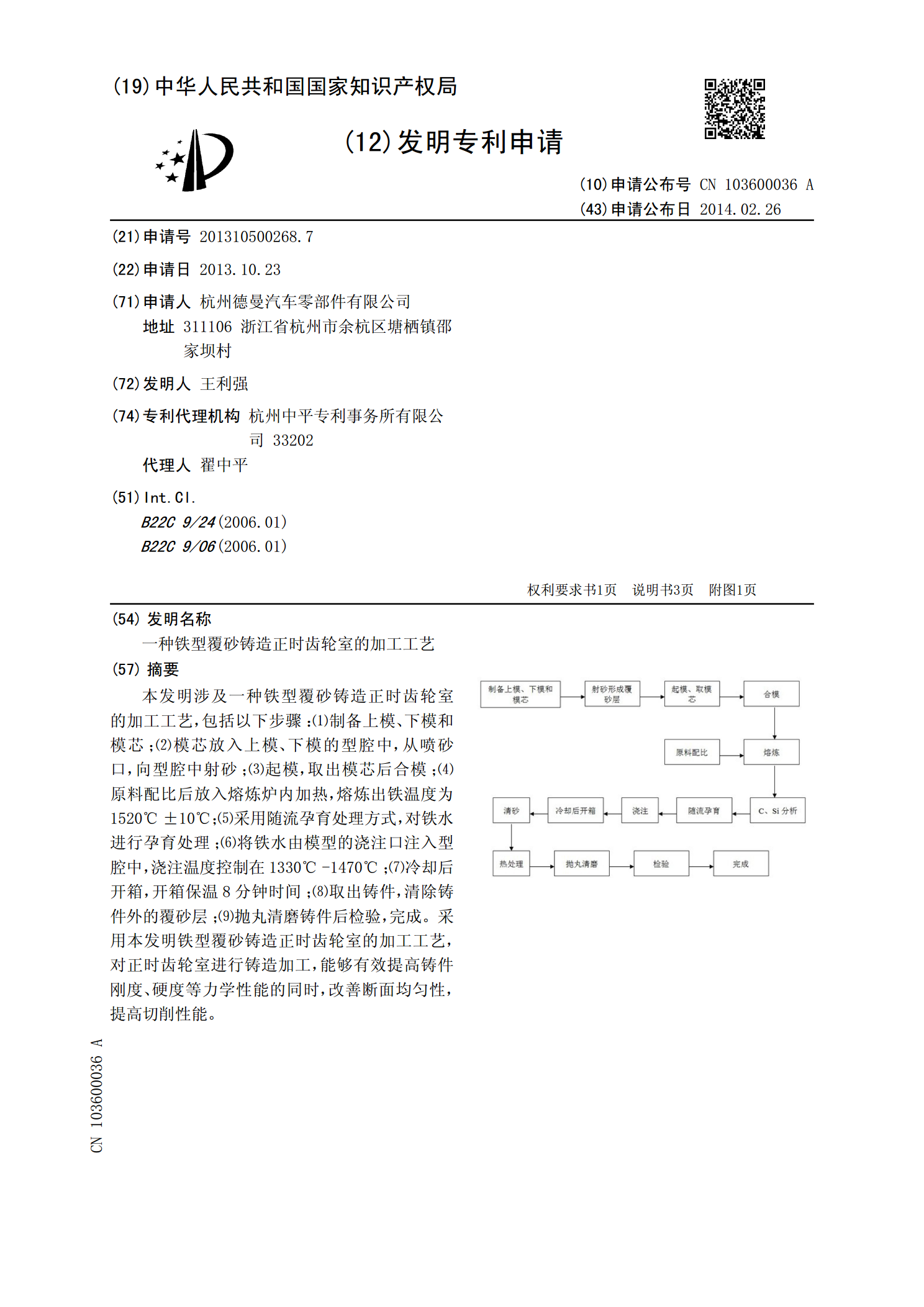
本发明涉及一种铁型覆砂铸造正时齿轮室的加工工艺,包括以下步骤:⑴制备上模、下模和模芯;⑵模芯放入上模、下模的型腔中,从喷砂口,向型腔中射砂;⑶起模,取出模芯后合模;⑷原料配比后放入熔炼炉内加热,熔炼出铁温度为1520℃±10℃;⑸采用随流孕育处理方式,对铁水进行孕育处理;⑹将铁水由模型的浇注口注入型腔中,浇注温度控制在1330℃-1470℃;⑺冷却后开箱,开箱保温8分钟时间;⑻取出铸件,清除铸件外的覆砂层;⑼抛丸清磨铸件后检验,完成。采用本发明铁型覆砂铸造正时齿轮室的加工工艺,对正时齿轮室进行铸造加工,能