
金刚石线激光钎焊装置及方法.pdf

白凡****12

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金刚石线激光钎焊装置及方法.pdf
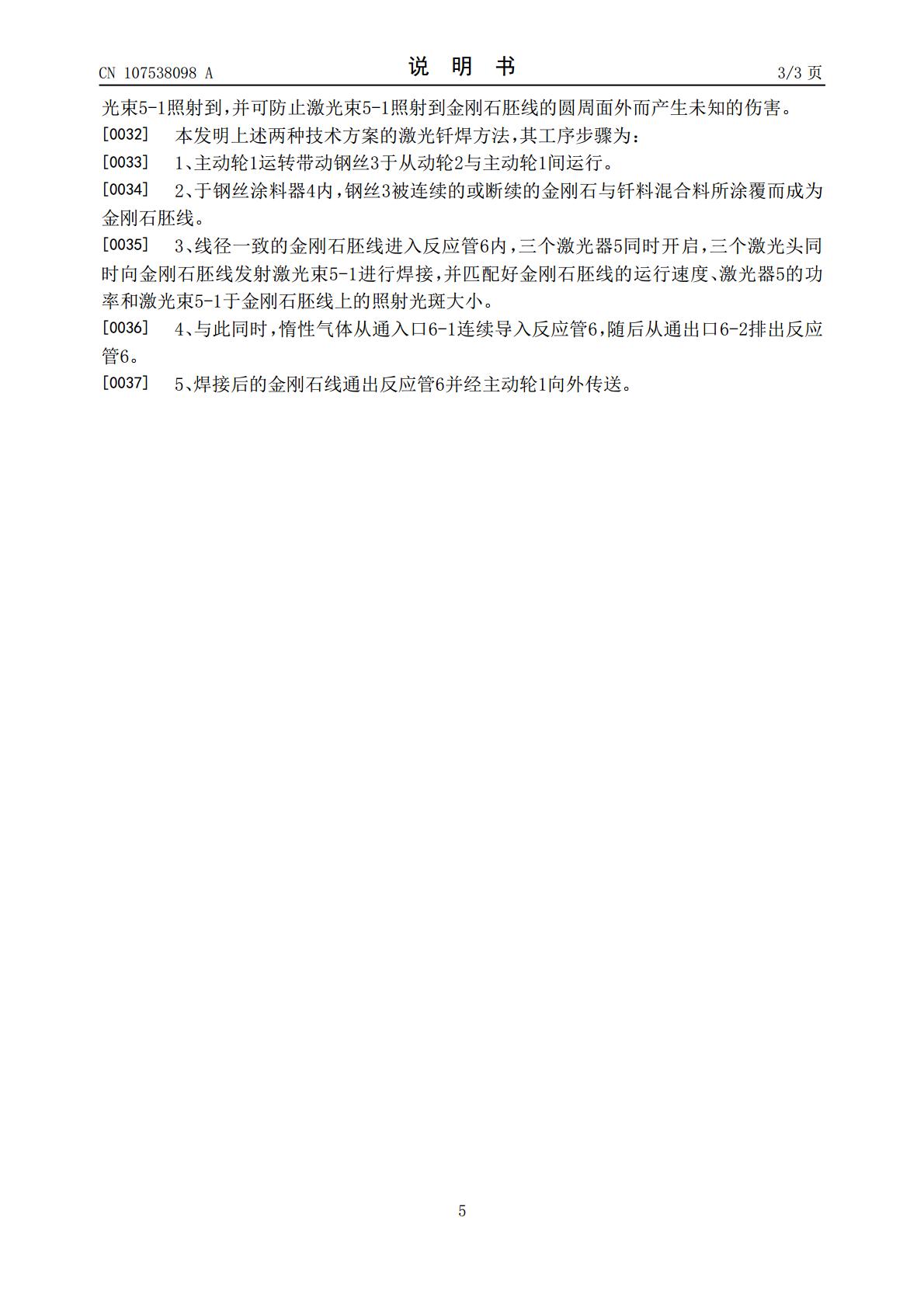
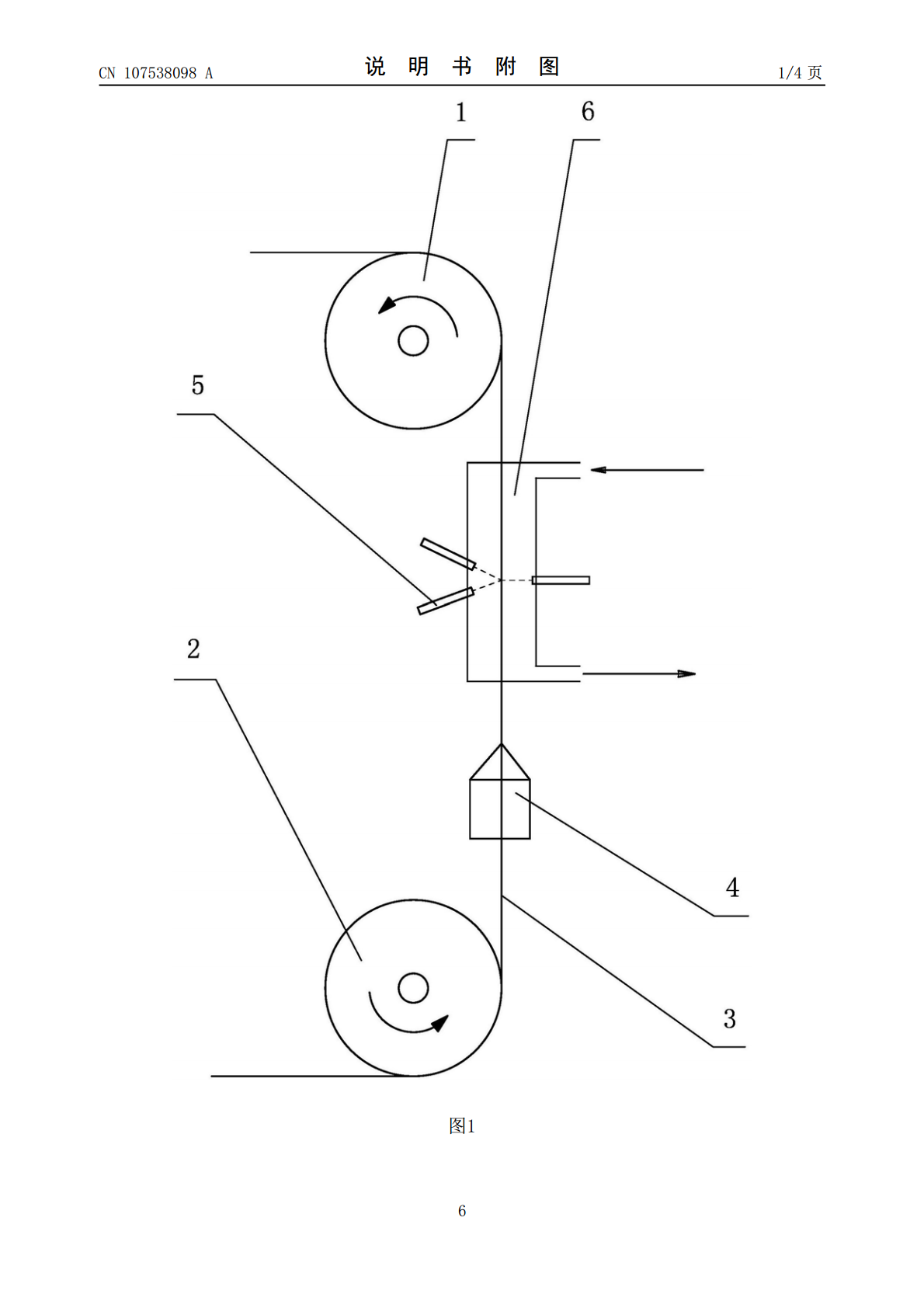
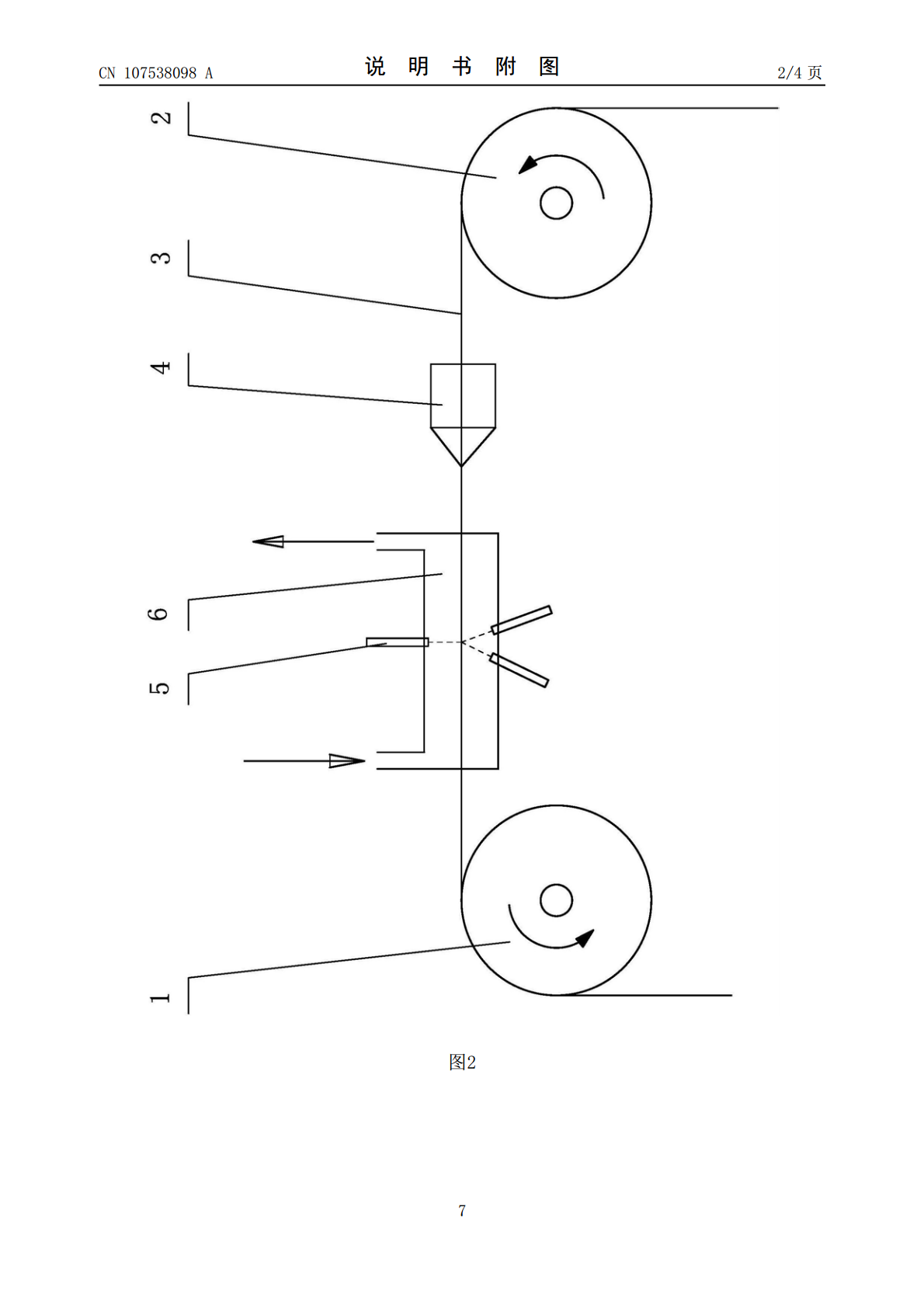
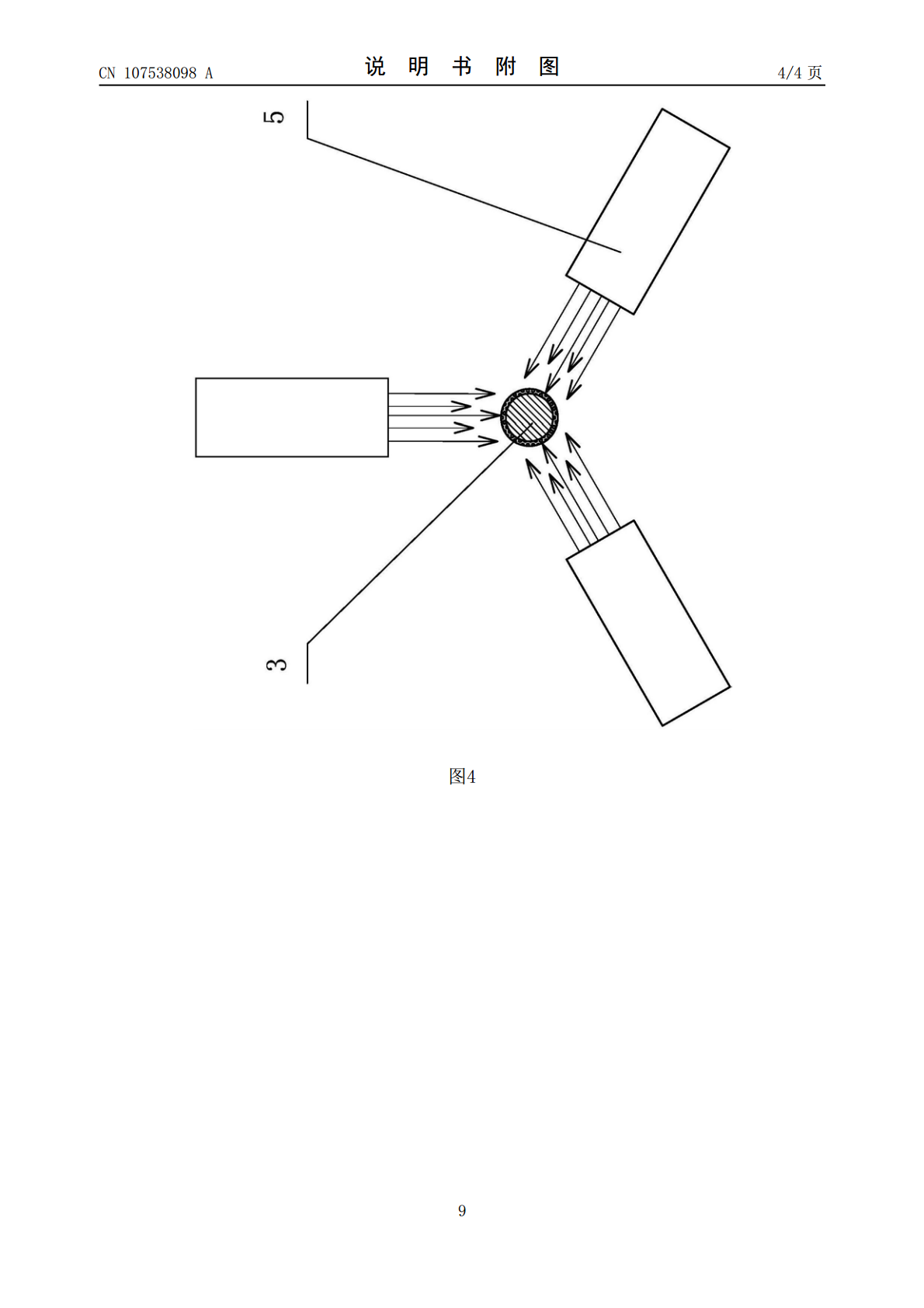
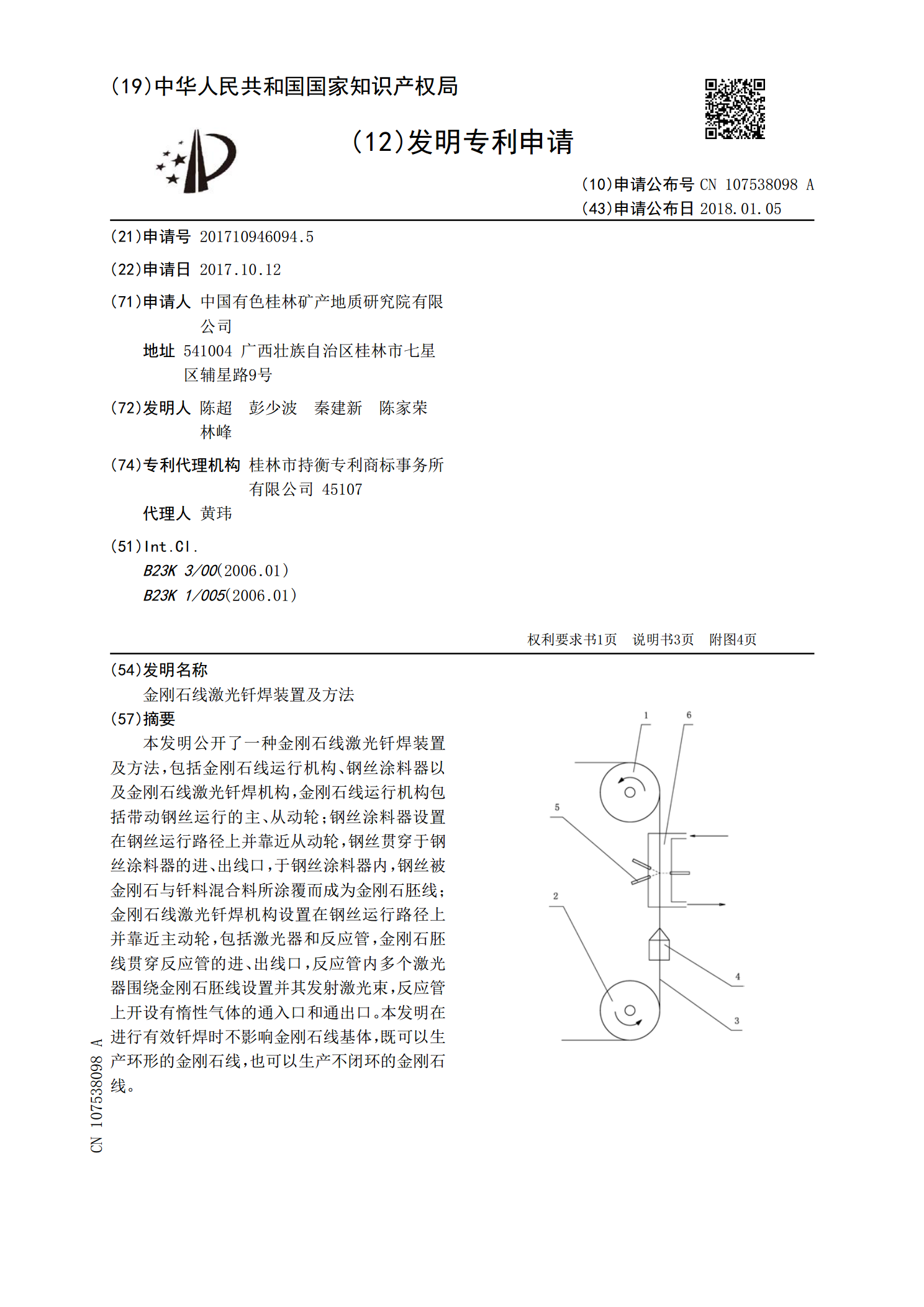
本发明公开了一种金刚石线激光钎焊装置及方法,包括金刚石线运行机构、钢丝涂料器以及金刚石线激光钎焊机构,金刚石线运行机构包括带动钢丝运行的主、从动轮;钢丝涂料器设置在钢丝运行路径上并靠近从动轮,钢丝贯穿于钢丝涂料器的进、出线口,于钢丝涂料器内,钢丝被金刚石与钎料混合料所涂覆而成为金刚石胚线;金刚石线激光钎焊机构设置在钢丝运行路径上并靠近主动轮,包括激光器和反应管,金刚石胚线贯穿反应管的进、出线口,反应管内多个激光器围绕金刚石胚线设置并其发射激光束,反应管上开设有惰性气体的通入口和通出口。本发明在进行有效钎焊
金刚石砂轮感应钎焊装置及钎焊方法.pdf
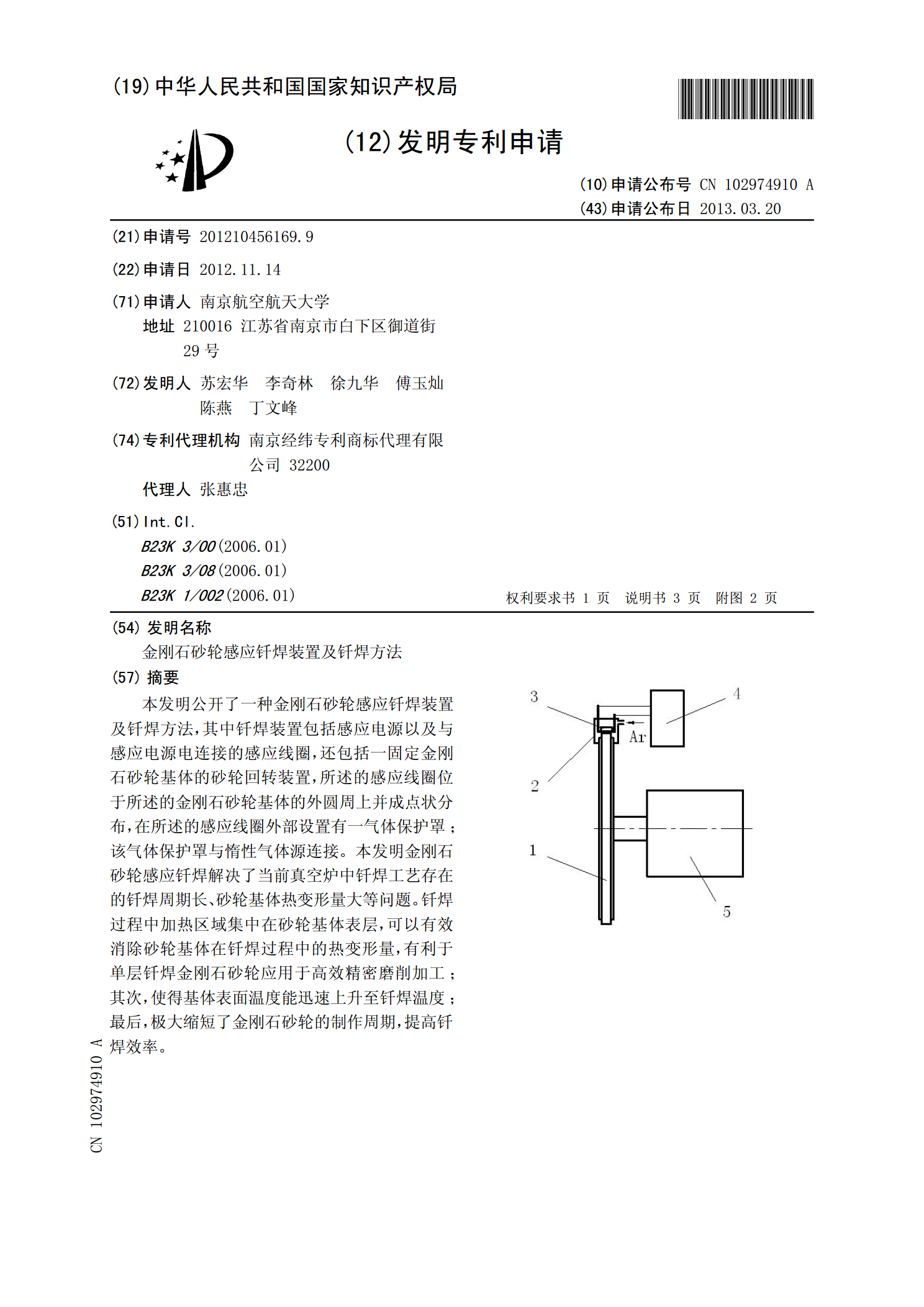
本发明公开了一种金刚石砂轮感应钎焊装置及钎焊方法,其中钎焊装置包括感应电源以及与感应电源电连接的感应线圈,还包括一固定金刚石砂轮基体的砂轮回转装置,所述的感应线圈位于所述的金刚石砂轮基体的外圆周上并成点状分布,在所述的感应线圈外部设置有一气体保护罩;该气体保护罩与惰性气体源连接。本发明金刚石砂轮感应钎焊解决了当前真空炉中钎焊工艺存在的钎焊周期长、砂轮基体热变形量大等问题。钎焊过程中加热区域集中在砂轮基体表层,可以有效消除砂轮基体在钎焊过程中的热变形量,有利于单层钎焊金刚石砂轮应用于高效精密磨削加工;其次,
一种制备钎焊金刚石线锯的加热方法及加热装置.pdf
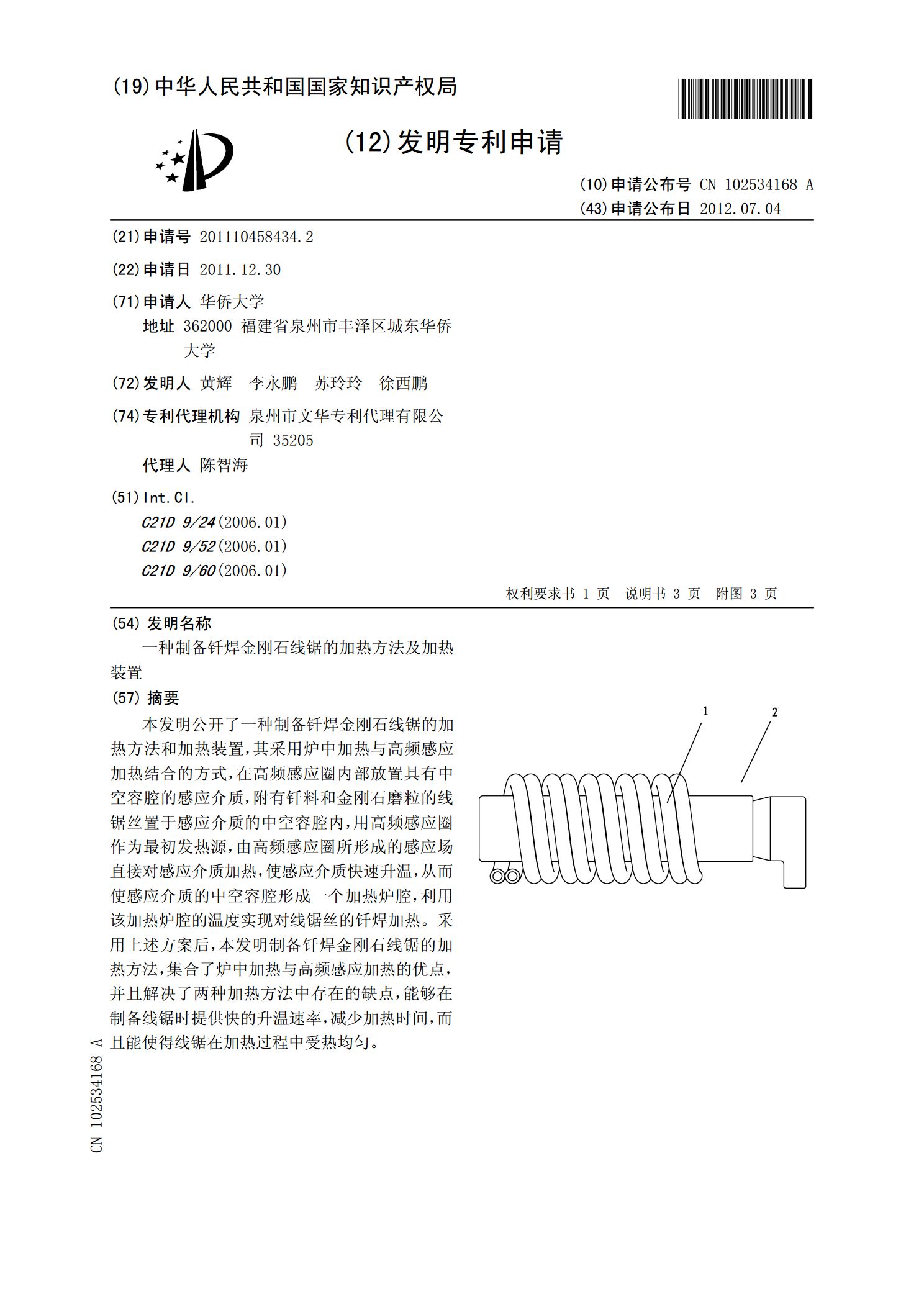
本发明公开了一种制备钎焊金刚石线锯的加热方法和加热装置,其采用炉中加热与高频感应加热结合的方式,在高频感应圈内部放置具有中空容腔的感应介质,附有钎料和金刚石磨粒的线锯丝置于感应介质的中空容腔内,用高频感应圈作为最初发热源,由高频感应圈所形成的感应场直接对感应介质加热,使感应介质快速升温,从而使感应介质的中空容腔形成一个加热炉腔,利用该加热炉腔的温度实现对线锯丝的钎焊加热。采用上述方案后,本发明制备钎焊金刚石线锯的加热方法,集合了炉中加热与高频感应加热的优点,并且解决了两种加热方法中存在的缺点,能够在制备线
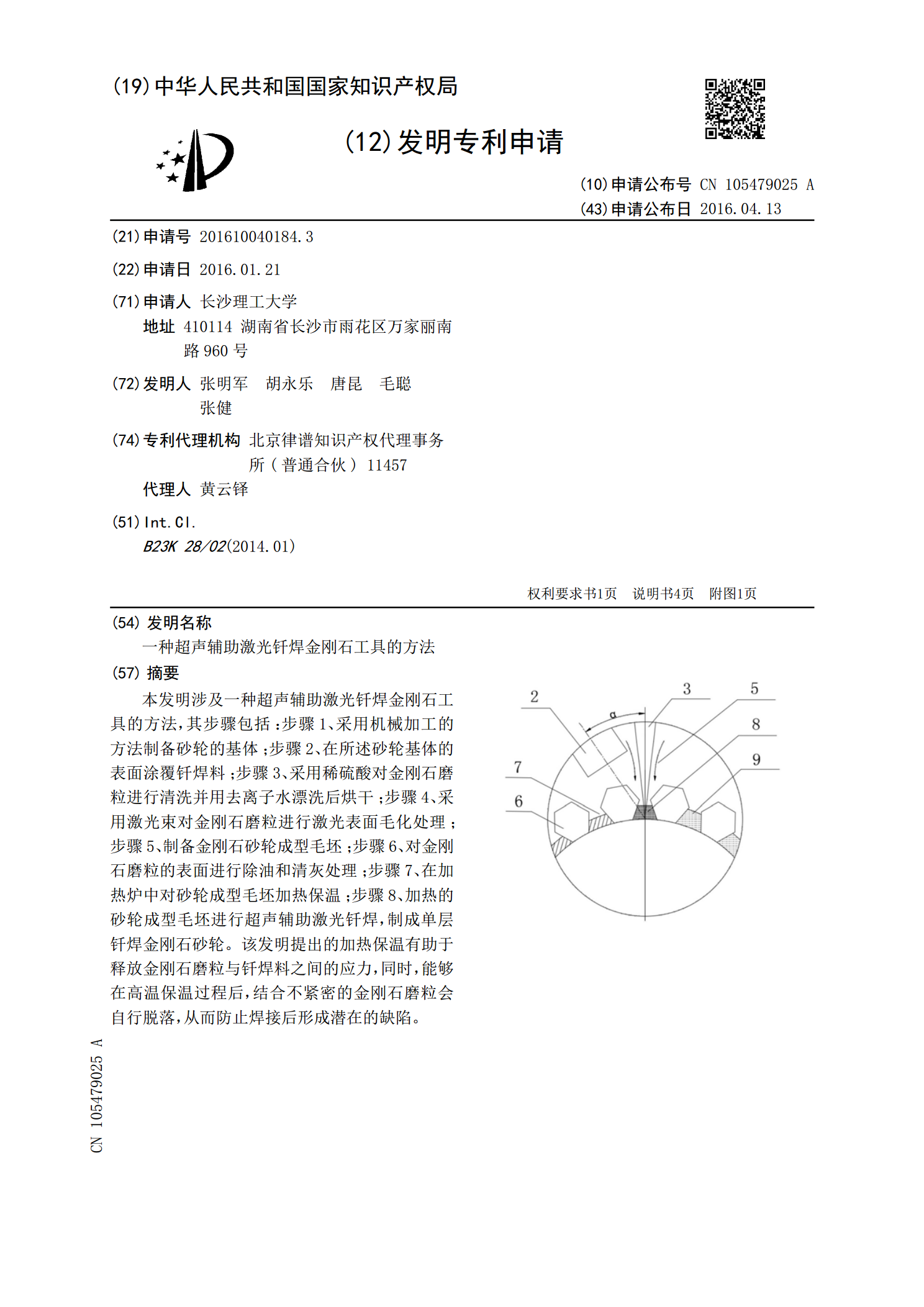
一种超声辅助激光钎焊金刚石工具的方法.pdf
本发明涉及一种超声辅助激光钎焊金刚石工具的方法,其步骤包括:步骤1、采用机械加工的方法制备砂轮的基体;步骤2、在所述砂轮基体的表面涂覆钎焊料;步骤3、采用稀硫酸对金刚石磨粒进行清洗并用去离子水漂洗后烘干;步骤4、采用激光束对金刚石磨粒进行激光表面毛化处理;步骤5、制备金刚石砂轮成型毛坯;步骤6、对金刚石磨粒的表面进行除油和清灰处理;步骤7、在加热炉中对砂轮成型毛坯加热保温;步骤8、加热的砂轮成型毛坯进行超声辅助激光钎焊,制成单层钎焊金刚石砂轮。该发明提出的加热保温有助于释放金刚石磨粒与钎焊料之间的应力,同
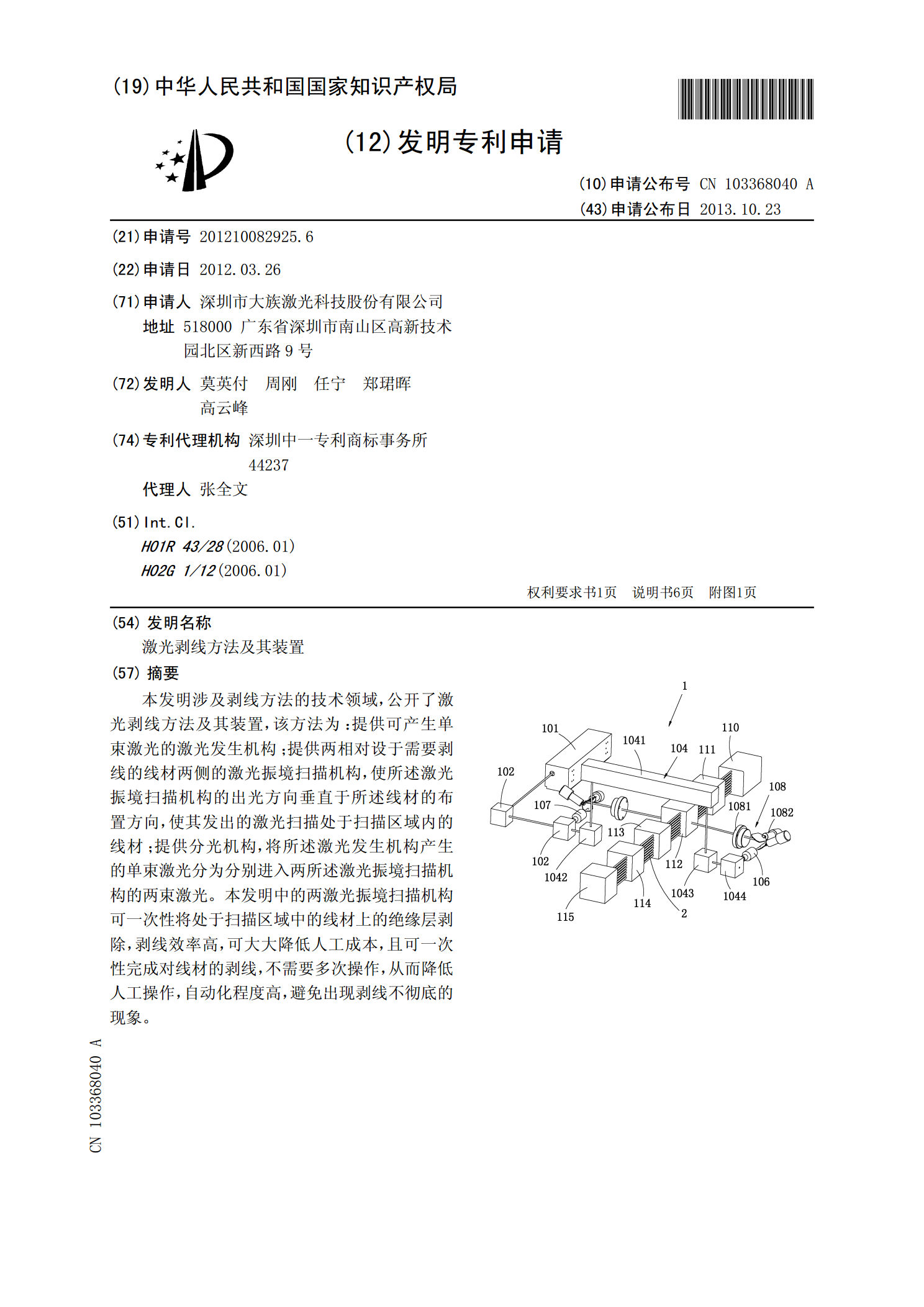
激光剥线方法及其装置.pdf
本发明涉及剥线方法的技术领域,公开了激光剥线方法及其装置,该方法为:提供可产生单束激光的激光发生机构;提供两相对设于需要剥线的线材两侧的激光振境扫描机构,使所述激光振境扫描机构的出光方向垂直于所述线材的布置方向,使其发出的激光扫描处于扫描区域内的线材;提供分光机构,将所述激光发生机构产生的单束激光分为分别进入两所述激光振境扫描机构的两束激光。本发明中的两激光振境扫描机构可一次性将处于扫描区域中的线材上的绝缘层剥除,剥线效率高,可大大降低人工成本,且可一次性完成对线材的剥线,不需要多次操作,从而降低人工操作