
一种超声辅助激光钎焊金刚石工具的方法.pdf

如灵****姐姐

1/7

2/7
3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超声辅助激光钎焊金刚石工具的方法.pdf
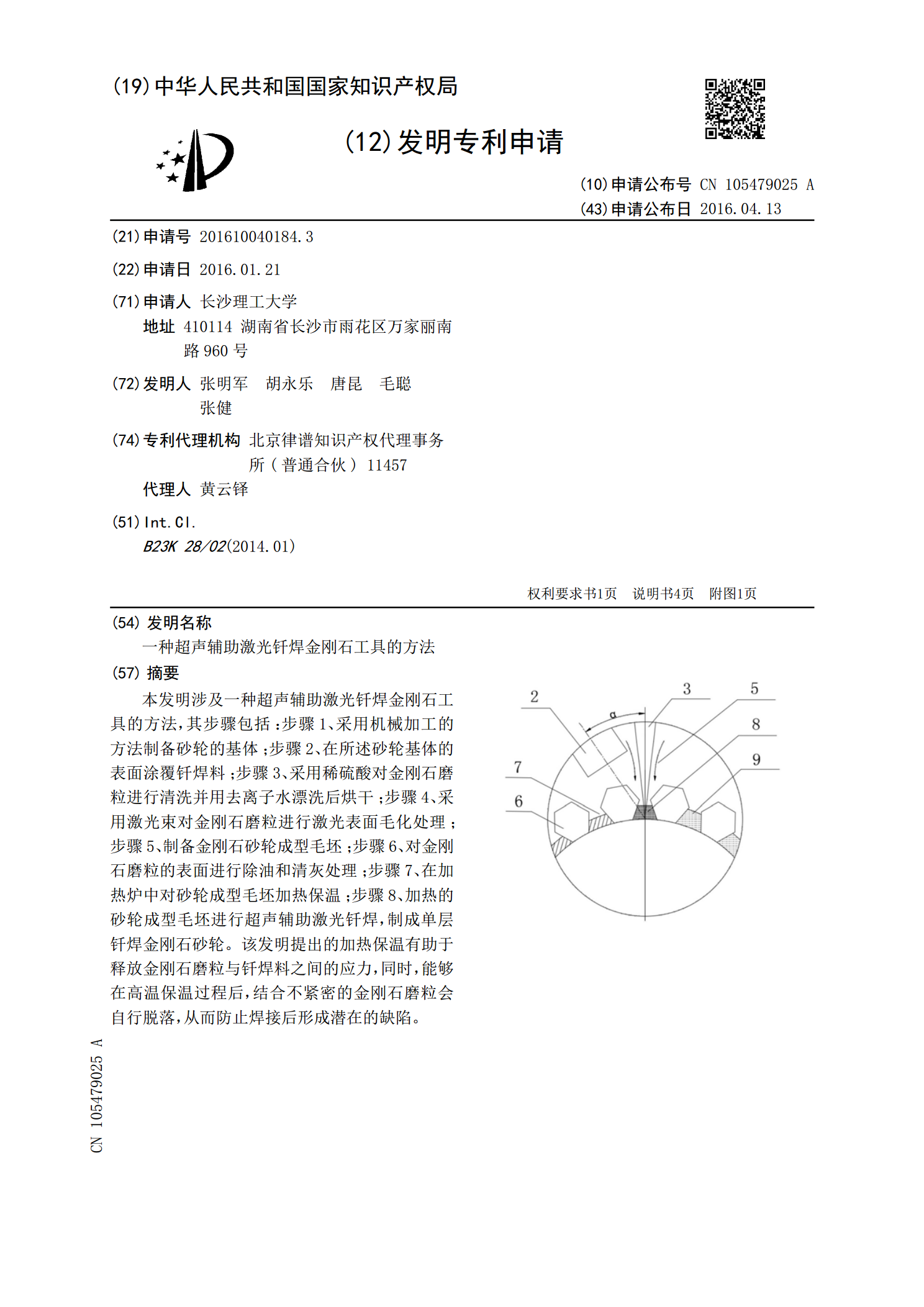
本发明涉及一种超声辅助激光钎焊金刚石工具的方法,其步骤包括:步骤1、采用机械加工的方法制备砂轮的基体;步骤2、在所述砂轮基体的表面涂覆钎焊料;步骤3、采用稀硫酸对金刚石磨粒进行清洗并用去离子水漂洗后烘干;步骤4、采用激光束对金刚石磨粒进行激光表面毛化处理;步骤5、制备金刚石砂轮成型毛坯;步骤6、对金刚石磨粒的表面进行除油和清灰处理;步骤7、在加热炉中对砂轮成型毛坯加热保温;步骤8、加热的砂轮成型毛坯进行超声辅助激光钎焊,制成单层钎焊金刚石砂轮。该发明提出的加热保温有助于释放金刚石磨粒与钎焊料之间的应力,同

金刚石磨粒超声辅助激光钎焊界面特性的任务书.docx
金刚石磨粒超声辅助激光钎焊界面特性的任务书任务书一、选题背景金刚石磨粒超声辅助激光钎焊在工业制造中是一个重要的焊接技术,应用广泛。其具有焊接接头牢固,焊缝外观美观等优点。然而,在实际生产中,金刚石磨粒超声辅助激光钎焊时,焊接过程中存在着多种复杂的界面反应。这些反应可能会对焊接接头的质量产生影响,降低它的力学性能,限制应用领域的进一步拓展。因此,研究金刚石磨粒超声辅助激光钎焊界面特性对于提高焊接接头的质量和应用范围具有极为重要的意义。二、研究目的本研究旨在通过实验研究金刚石磨粒超声辅助激光钎焊中焊接界面的形

超声辅助激光钎焊金刚石磨粒试验研究的任务书.docx
超声辅助激光钎焊金刚石磨粒试验研究的任务书任务书一、研究背景和意义金刚石磨粒的耐磨性能优良,应用于工业生产中有广泛的用途。然而,其加工和连接技术仍然面临着许多挑战和难题。传统的机械加工方式会对金刚石磨粒表面造成较大的损伤,降低其工作效率和寿命,而传统的焊接方式也存在连接强度不高、焊接质量差等问题。超声辅助激光钎焊技术结合了超声振动和激光焊接的优点,可以实现高质量的连接效果,被广泛应用于金属和非金属材料的焊接领域。同时,在超声辅助激光钎焊金刚石磨粒过程中,超声振动可以有效地消除金刚石磨粒表面氧化层,提高焊接
一种异种金属装配件超声波辅助激光钎焊方法及装置.pdf
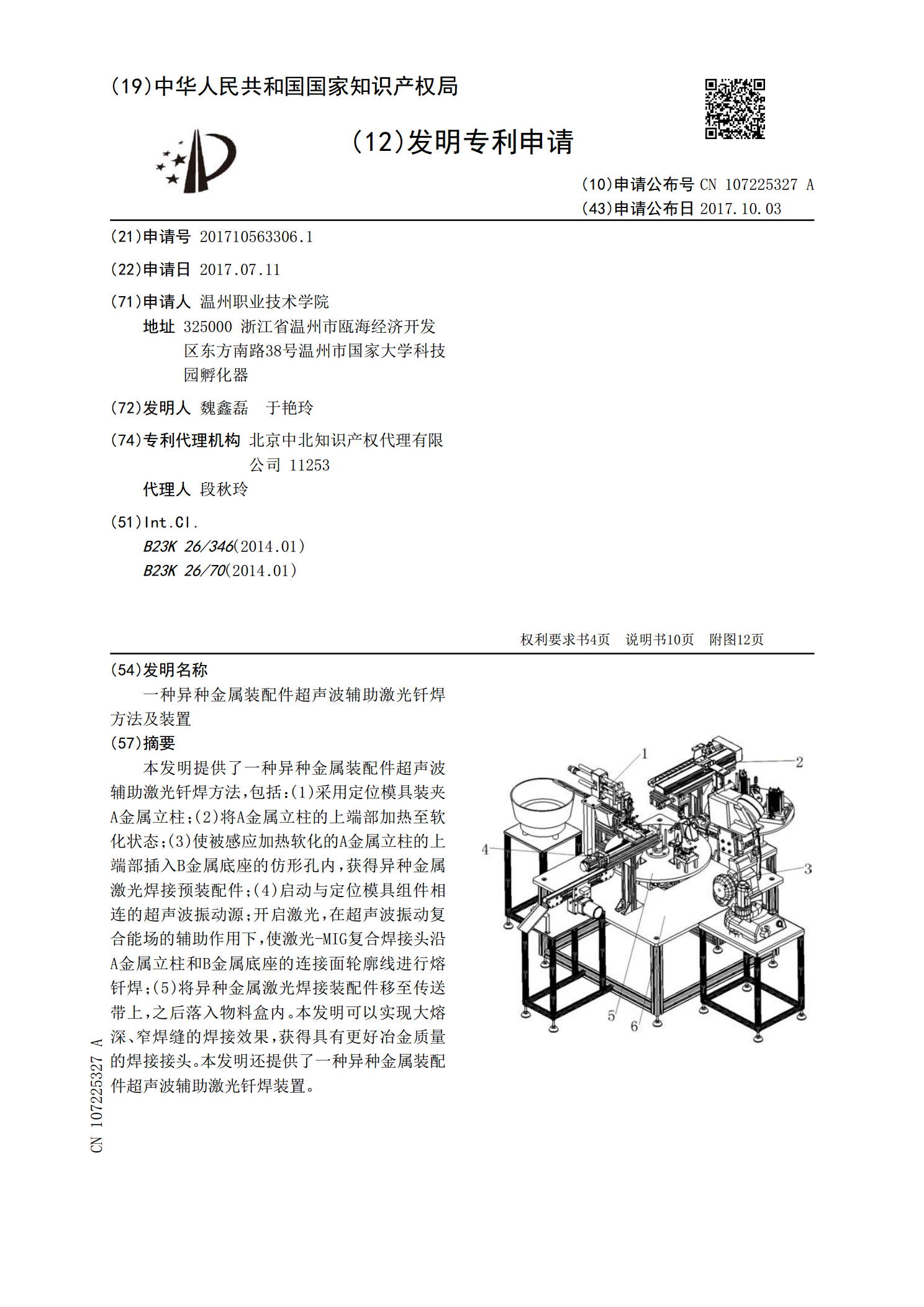
本发明提供了一种异种金属装配件超声波辅助激光钎焊方法,包括:(1)采用定位模具装夹A金属立柱;(2)将A金属立柱的上端部加热至软化状态;(3)使被感应加热软化的A金属立柱的上端部插入B金属底座的仿形孔内,获得异种金属激光焊接预装配件;(4)启动与定位模具组件相连的超声波振动源;开启激光,在超声波振动复合能场的辅助作用下,使激光‑MIG复合焊接头沿A金属立柱和B金属底座的连接面轮廓线进行熔钎焊;(5)将异种金属激光焊接装配件移至传送带上,之后落入物料盒内。本发明可以实现大熔深、窄焊缝的焊接效果,获得具有更好

超声辅助激光钎焊时金刚石漂移行为调控及界面结合特征研究的开题报告.docx
超声辅助激光钎焊时金刚石漂移行为调控及界面结合特征研究的开题报告一、选题背景金刚石具有高硬度、高导热性能和高化学稳定性等优异的物理化学特性,被广泛应用于制造和加工领域。在金刚石加工领域,钎焊技术是一种常用的方法。与传统的焊接工艺相比,激光钎焊具有优势明显,如加工效率高、成形质量好等。但在实际应用过程中,激光钎焊还存在一些问题,其中之一是金刚石漂移问题。由于激光钎焊时极易产生局部高温,热胀冷缩引起的热变形可能使得激光照射点处的金刚石发生漂移,从而影响到传热和界面结合的质量。因此,研究如何调控金刚石漂移行为,