
金刚石砂轮感应钎焊装置及钎焊方法.pdf

是浩****32

1/7
2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
金刚石砂轮感应钎焊装置及钎焊方法.pdf
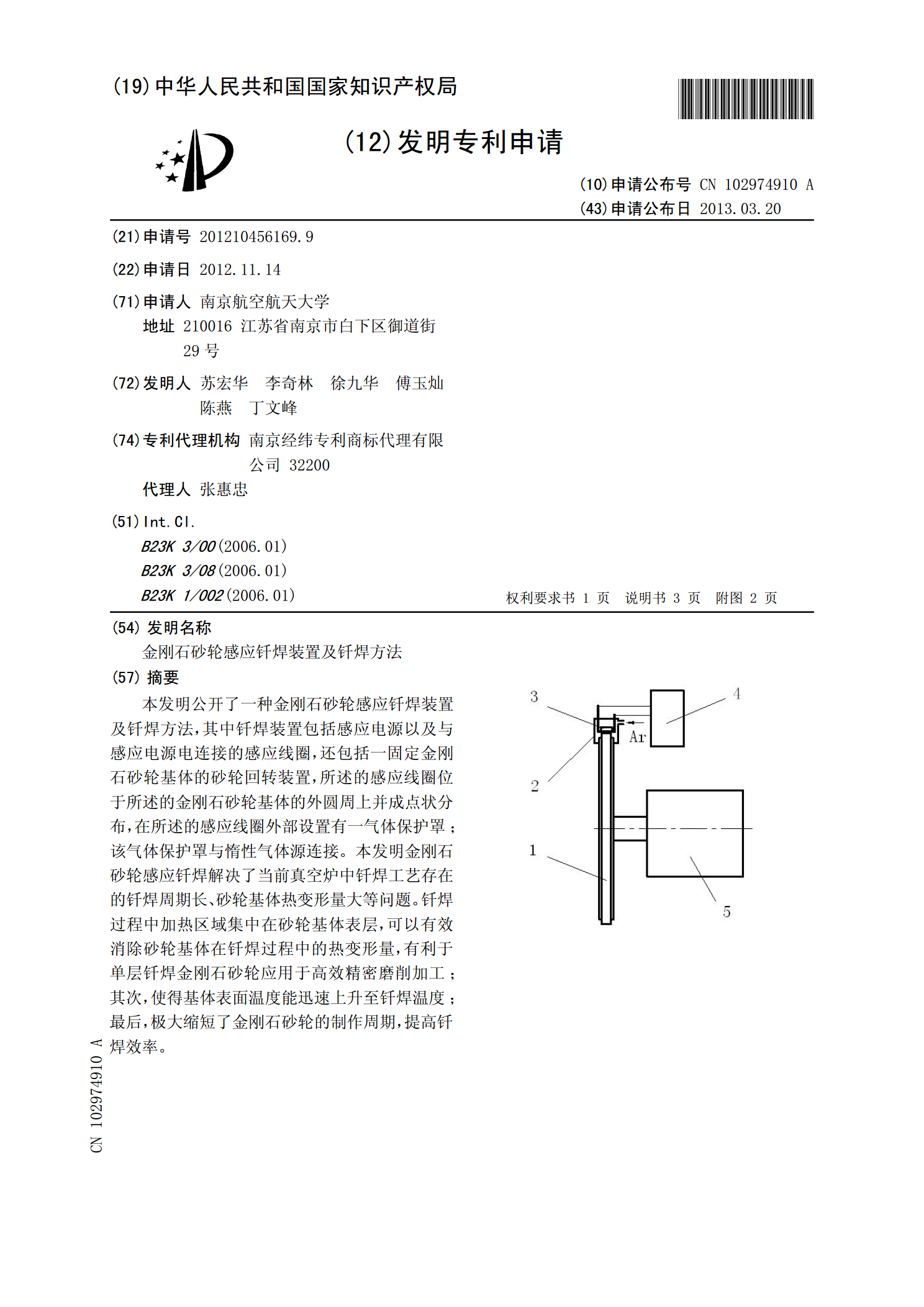
本发明公开了一种金刚石砂轮感应钎焊装置及钎焊方法,其中钎焊装置包括感应电源以及与感应电源电连接的感应线圈,还包括一固定金刚石砂轮基体的砂轮回转装置,所述的感应线圈位于所述的金刚石砂轮基体的外圆周上并成点状分布,在所述的感应线圈外部设置有一气体保护罩;该气体保护罩与惰性气体源连接。本发明金刚石砂轮感应钎焊解决了当前真空炉中钎焊工艺存在的钎焊周期长、砂轮基体热变形量大等问题。钎焊过程中加热区域集中在砂轮基体表层,可以有效消除砂轮基体在钎焊过程中的热变形量,有利于单层钎焊金刚石砂轮应用于高效精密磨削加工;其次,
一种感应钎焊单层金刚石砂轮的制备方法.pdf
本发明提供一种感应钎焊单层金刚石砂轮的制备方法,包括以下步骤:选择碳钢或弹簧钢等作为砂轮基体材料,采用机加工的方法制作砂轮基体,将Cu、Mn、Ni、Cr、C粉末熔化后喷粉制成预合金粉即钎料,合金化后的钎料成分均匀,然后布置粉状钎料和磨料,经感应钎焊加热钎料,实现制作钎焊单层金刚石砂轮。金刚石磨粒焊后表面能够形成一薄层碳化物,实现了金刚石与钢基体的化学冶金结合。本发明用于生产砂轮,具有金刚石磨粒的热损伤小、钎焊效果好的优点。
钎焊金刚石结块复合砂轮.pdf
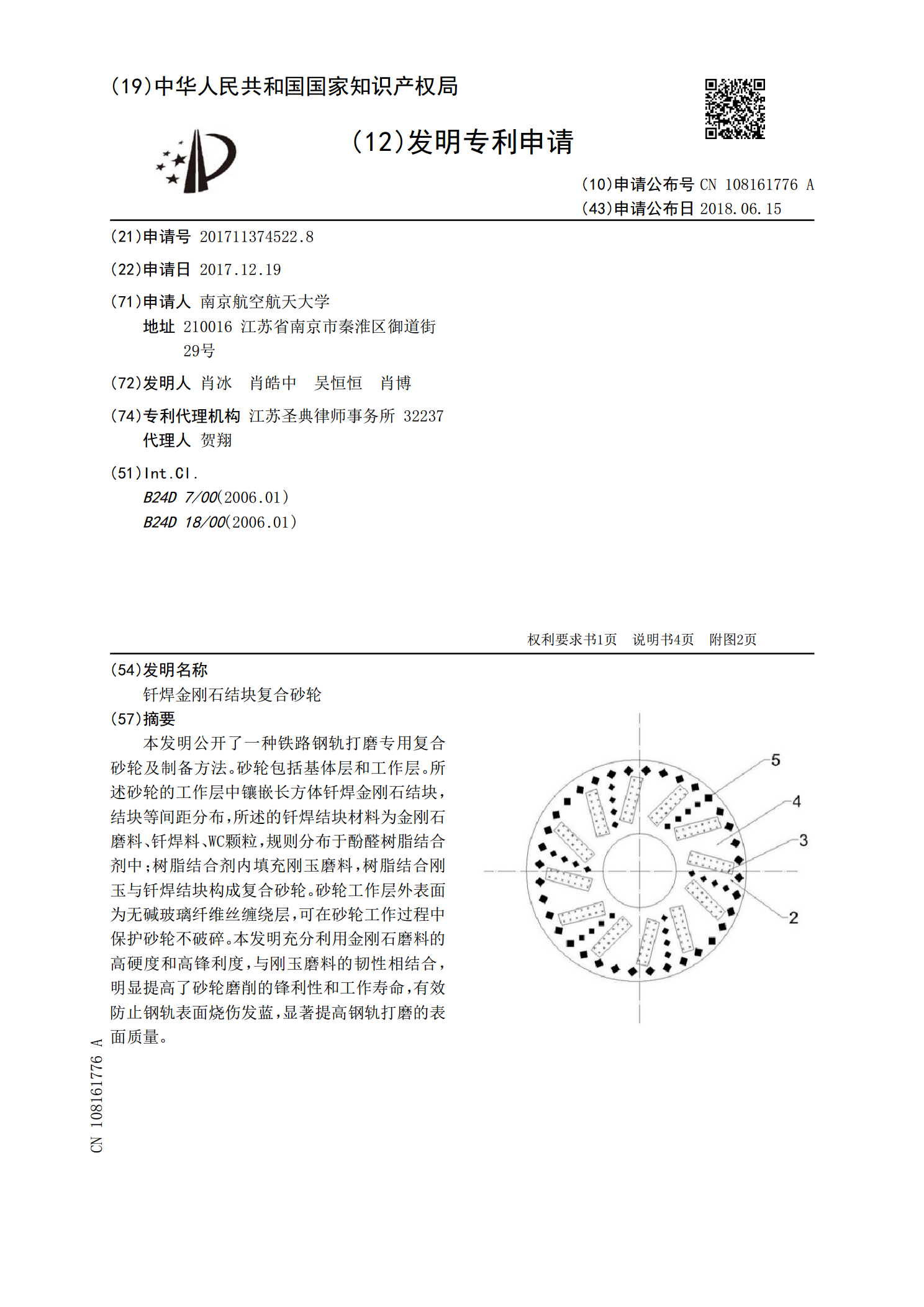
本发明公开了一种铁路钢轨打磨专用复合砂轮及制备方法。砂轮包括基体层和工作层。所述砂轮的工作层中镶嵌长方体钎焊金刚石结块,结块等间距分布,所述的钎焊结块材料为金刚石磨料、钎焊料、WC颗粒,规则分布于酚醛树脂结合剂中;树脂结合剂内填充刚玉磨料,树脂结合刚玉与钎焊结块构成复合砂轮。砂轮工作层外表面为无碱玻璃纤维丝缠绕层,可在砂轮工作过程中保护砂轮不破碎。本发明充分利用金刚石磨料的高硬度和高锋利度,与刚玉磨料的韧性相结合,明显提高了砂轮磨削的锋利性和工作寿命,有效防止钢轨表面烧伤发蓝,显著提高钢轨打磨的表面质量。

高频感应加热超声振动辅助单层金刚石钎焊砂轮制备方法.pdf
本发明提供一种高频感应加热超声振动辅助单层金刚石钎焊砂轮制备方法,包括以下步骤:首先制作砂轮基体和钎料,然后布置钎料和金刚石磨粒,最后超声波辅助高频感应加热钎焊制作钎焊单层金刚石砂轮。采用Cu、Sn、Cr、Ni单质金属粉混合制成以Cr为活性元素的Cu基钎料,钎料成分比例容易调控,金刚石磨粒焊后表面形成了一薄层碳化物,实现了金刚石与钢基体的化学冶金结合。本发明用于生产砂轮,具有金刚石磨粒的热损伤小、钎料制作成本低的优点。采用超声波辅助可以实现单质金属粉在钎焊过程中的均匀合金化,降低钎料的熔点。
金刚石线激光钎焊装置及方法.pdf
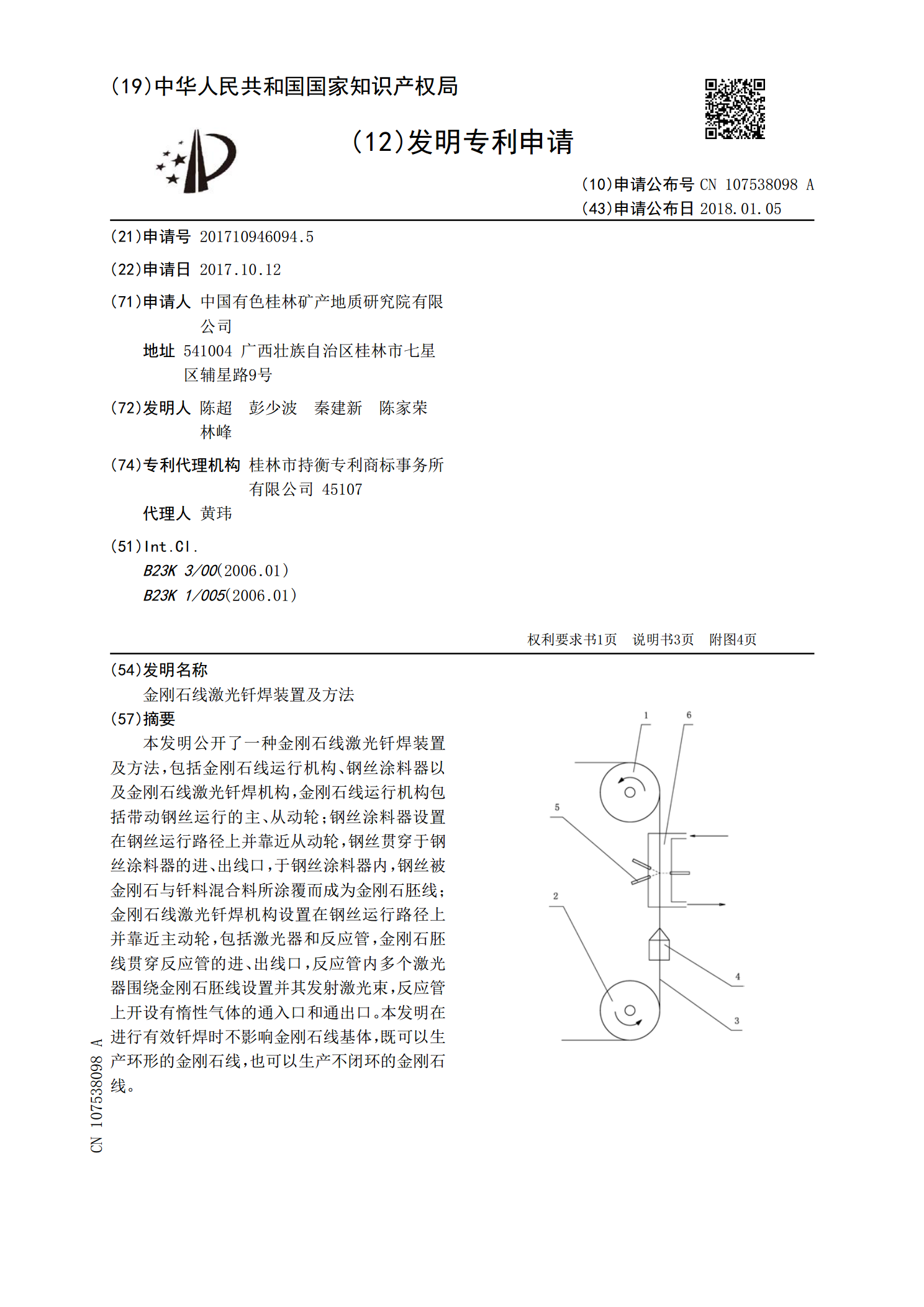
本发明公开了一种金刚石线激光钎焊装置及方法,包括金刚石线运行机构、钢丝涂料器以及金刚石线激光钎焊机构,金刚石线运行机构包括带动钢丝运行的主、从动轮;钢丝涂料器设置在钢丝运行路径上并靠近从动轮,钢丝贯穿于钢丝涂料器的进、出线口,于钢丝涂料器内,钢丝被金刚石与钎料混合料所涂覆而成为金刚石胚线;金刚石线激光钎焊机构设置在钢丝运行路径上并靠近主动轮,包括激光器和反应管,金刚石胚线贯穿反应管的进、出线口,反应管内多个激光器围绕金刚石胚线设置并其发射激光束,反应管上开设有惰性气体的通入口和通出口。本发明在进行有效钎焊