
一种适用于大直径盾构机主驱动组装工艺.pdf

瀚玥****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种适用于大直径盾构机主驱动组装工艺.pdf
本发明涉及隧道掘进设备技术领域,具体说是一种适用于大直径盾构机主驱动组装工艺,包含以下步骤:图纸、工具等准备‑驱动箱卸车、清洗‑安装驱动箱、主轴承、油脂环‑驱动箱外圆加工‑安装内密封跑道‑驱动盘和外密封跑道装配‑进行密封静态保压实验‑安装翻转工装和过渡工装,进行主驱动一次翻身‑拆除翻转工装、依次安装小齿轮、花键轴、轴承座‑将驱动整体套入摆动球轴承内部‑驱动箱内部保压实验‑主驱动组装工序完成,本发明的适用于大直径盾构机主驱动组装工艺,能缩短大直径盾构机主驱动组装时间,精简组装工序,通过对实验工序、加工工序、
一种盾构机主驱动结构.pdf
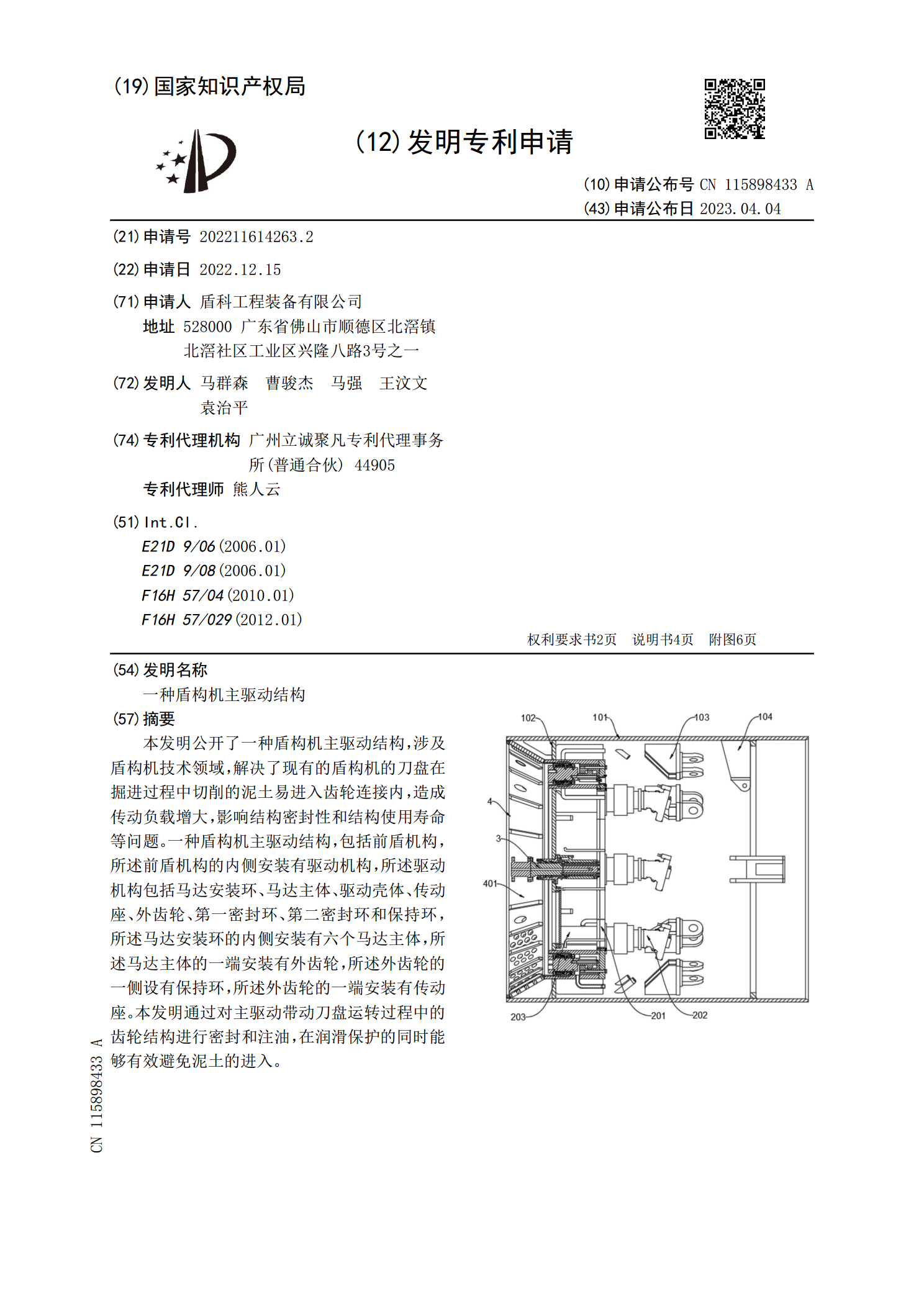
本发明公开了一种盾构机主驱动结构,涉及盾构机技术领域,解决了现有的盾构机的刀盘在掘进过程中切削的泥土易进入齿轮连接内,造成传动负载增大,影响结构密封性和结构使用寿命等问题。一种盾构机主驱动结构,包括前盾机构,所述前盾机构的内侧安装有驱动机构,所述驱动机构包括马达安装环、马达主体、驱动壳体、传动座、外齿轮、第一密封环、第二密封环和保持环,所述马达安装环的内侧安装有六个马达主体,所述马达主体的一端安装有外齿轮,所述外齿轮的一侧设有保持环,所述外齿轮的一端安装有传动座。本发明通过对主驱动带动刀盘运转过程中的齿轮
一种适用于盾构机主驱动减速机水平安装的装配工艺.pdf
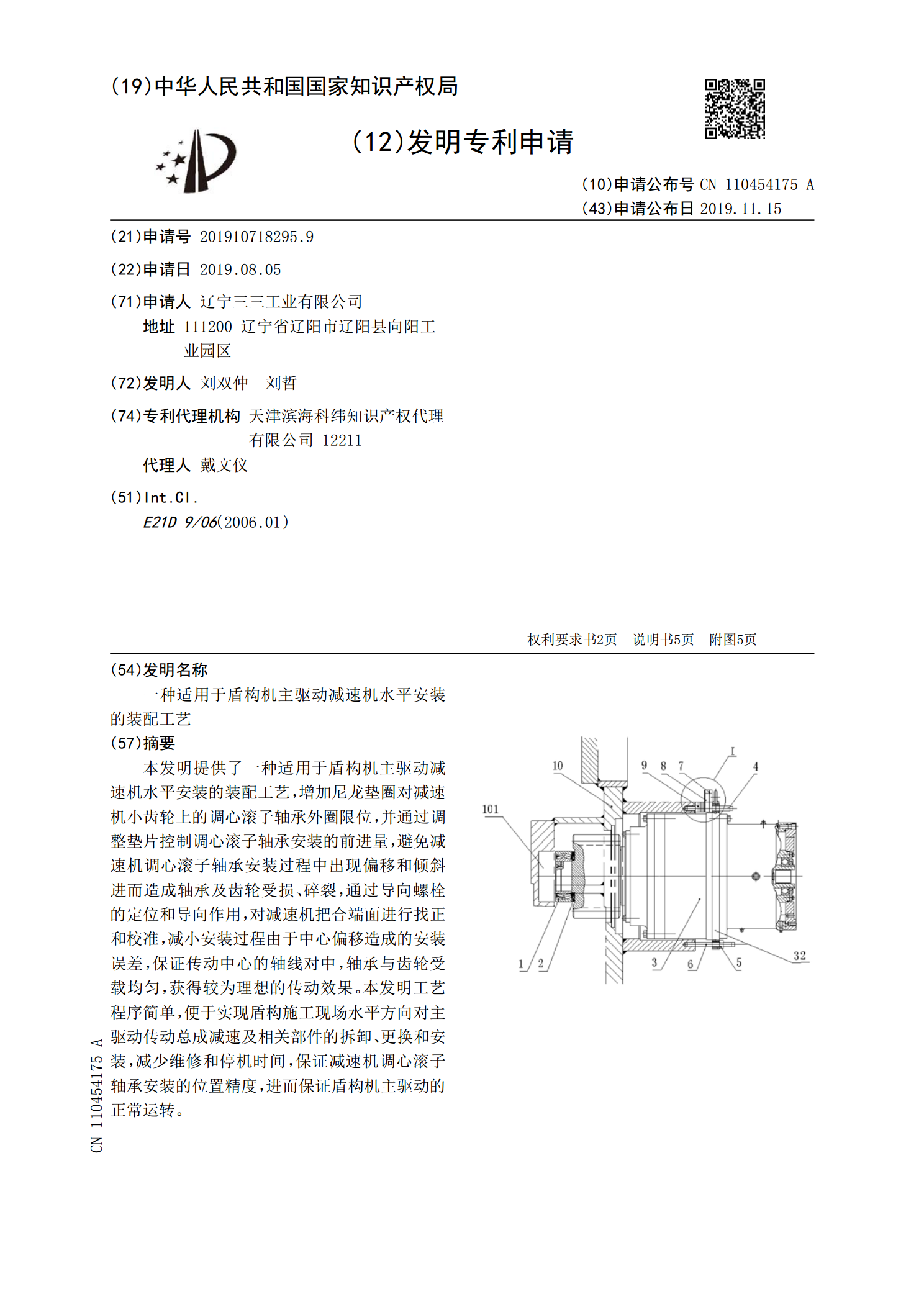
本发明提供了一种适用于盾构机主驱动减速机水平安装的装配工艺,增加尼龙垫圈对减速机小齿轮上的调心滚子轴承外圈限位,并通过调整垫片控制调心滚子轴承安装的前进量,避免减速机调心滚子轴承安装过程中出现偏移和倾斜进而造成轴承及齿轮受损、碎裂,通过导向螺栓的定位和导向作用,对减速机把合端面进行找正和校准,减小安装过程由于中心偏移造成的安装误差,保证传动中心的轴线对中,轴承与齿轮受载均匀,获得较为理想的传动效果。本发明工艺程序简单,便于实现盾构施工现场水平方向对主驱动传动总成减速及相关部件的拆卸、更换和安装,减少维修和
密封结构及盾构机主驱动.pdf
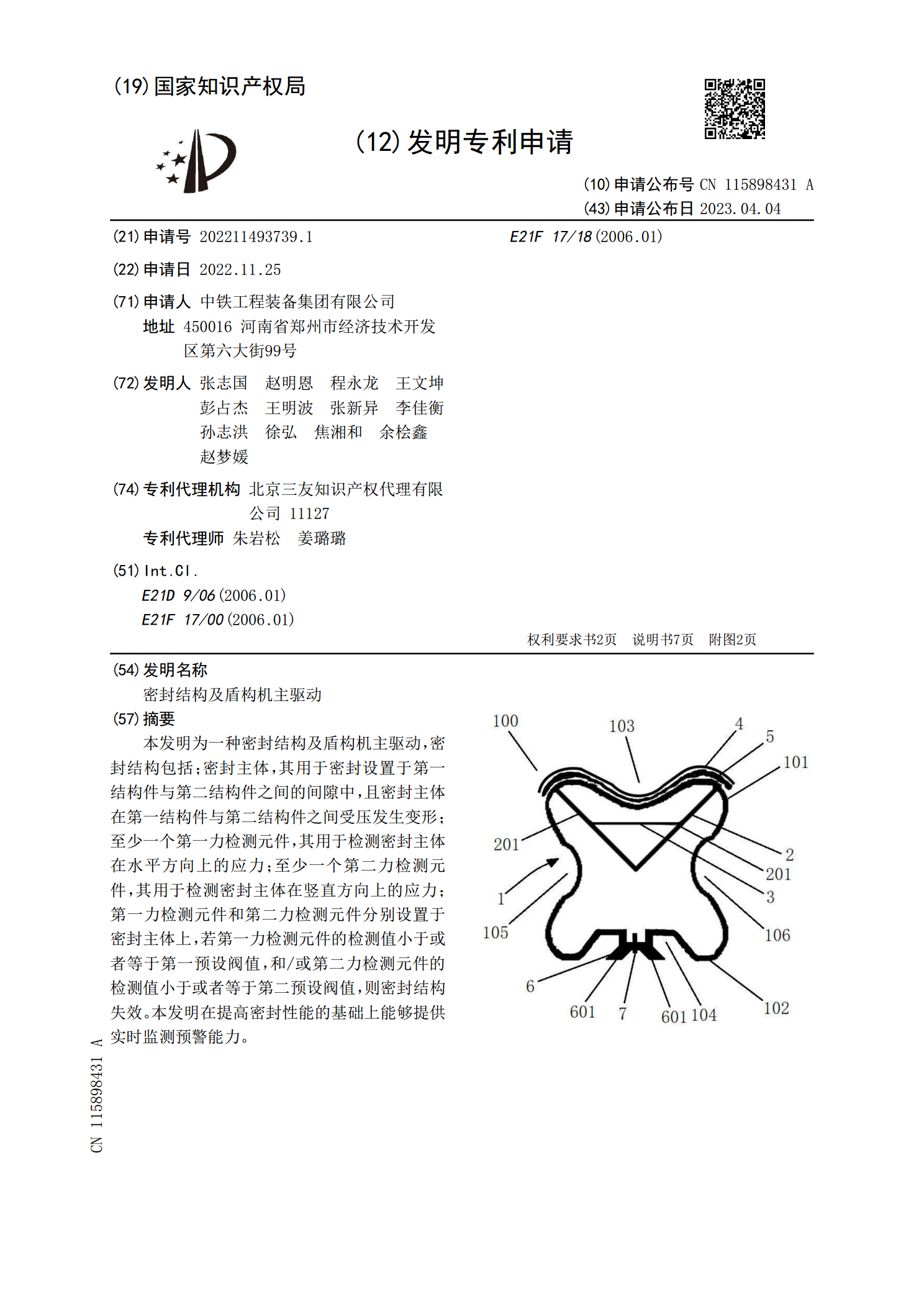
本发明为一种密封结构及盾构机主驱动,密封结构包括;密封主体,其用于密封设置于第一结构件与第二结构件之间的间隙中,且密封主体在第一结构件与第二结构件之间受压发生变形;至少一个第一力检测元件,其用于检测密封主体在水平方向上的应力;至少一个第二力检测元件,其用于检测密封主体在竖直方向上的应力;第一力检测元件和第二力检测元件分别设置于密封主体上,若第一力检测元件的检测值小于或者等于第一预设阀值,和/或第二力检测元件的检测值小于或者等于第二预设阀值,则密封结构失效。本发明在提高密封性能的基础上能够提供实时监测预警能
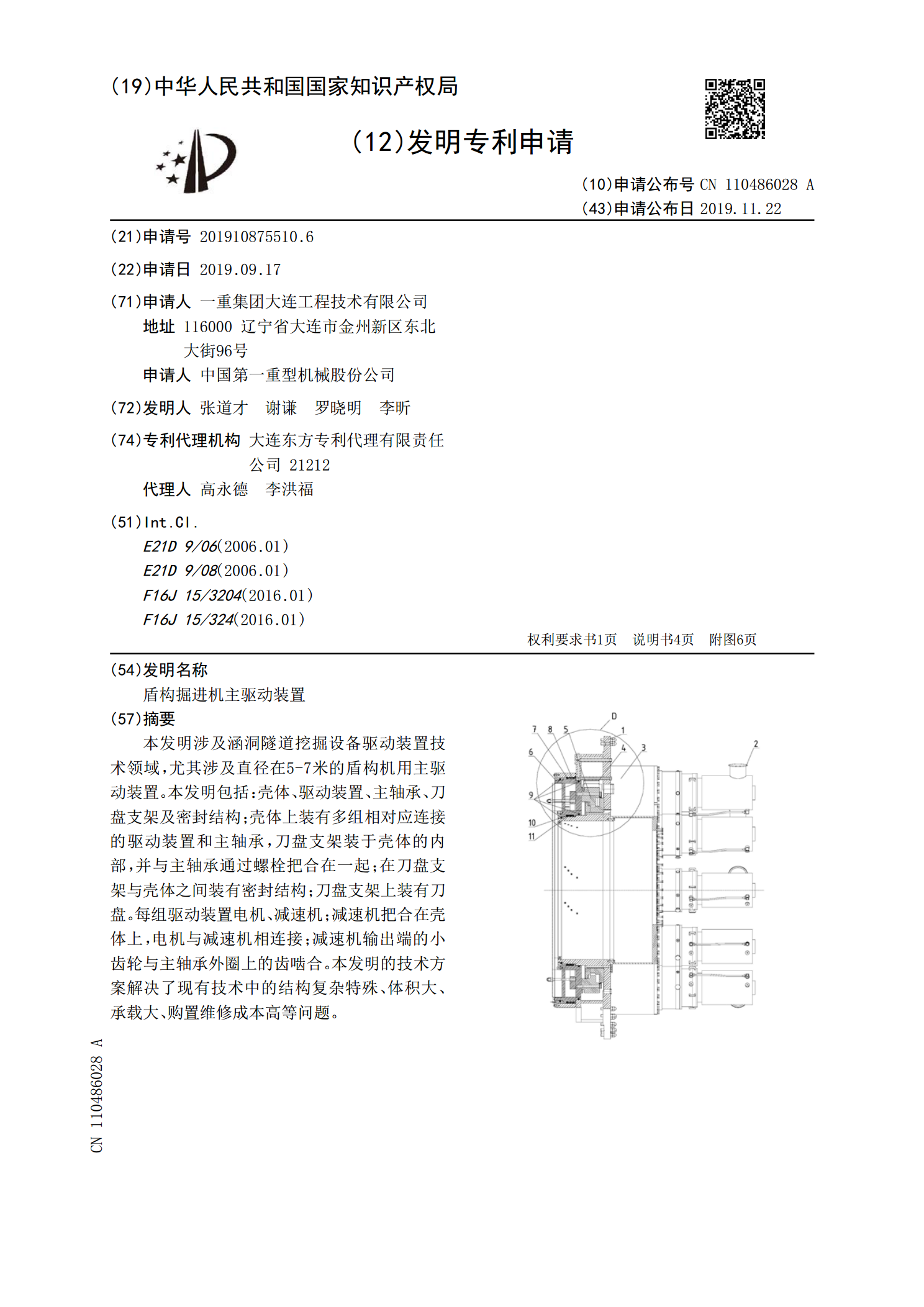
盾构掘进机主驱动装置.pdf
本发明涉及涵洞隧道挖掘设备驱动装置技术领域,尤其涉及直径在5‑7米的盾构机用主驱动装置。本发明包括:壳体、驱动装置、主轴承、刀盘支架及密封结构;壳体上装有多组相对应连接的驱动装置和主轴承,刀盘支架装于壳体的内部,并与主轴承通过螺栓把合在一起;在刀盘支架与壳体之间装有密封结构;刀盘支架上装有刀盘。每组驱动装置电机、减速机;减速机把合在壳体上,电机与减速机相连接;减速机输出端的小齿轮与主轴承外圈上的齿啮合。本发明的技术方案解决了现有技术中的结构复杂特殊、体积大、承载大、购置维修成本高等问题。