
汽车轮毂外圈封闭锻造工艺.pdf

努力****骞北


1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车轮毂外圈封闭锻造工艺.pdf
本发明公开了一种汽车轮毂外圈封闭锻造工艺,其包括下料、加热、镦粗、预锻、精锻、冷却等工艺步骤;下料采用锯料工艺可以更好的控制下料坯料的精度,减少锻造后的毛刺;冷却步骤可以采用余温正火工艺,既保证充分利用了锻造余热,提高了能量利用的高效性,还保证处理后的锻件,金相组织细小且均匀分布,具有良好的机械性能。本发明实现了无飞边锻造,可以减少锻件的原材料消耗;采用了更精确的锻造技术,减少了产品报废率,提高了产品的合格率,降低锻件的生产成本。
一种汽车轮毂轴承外圈的锻造模具.pdf
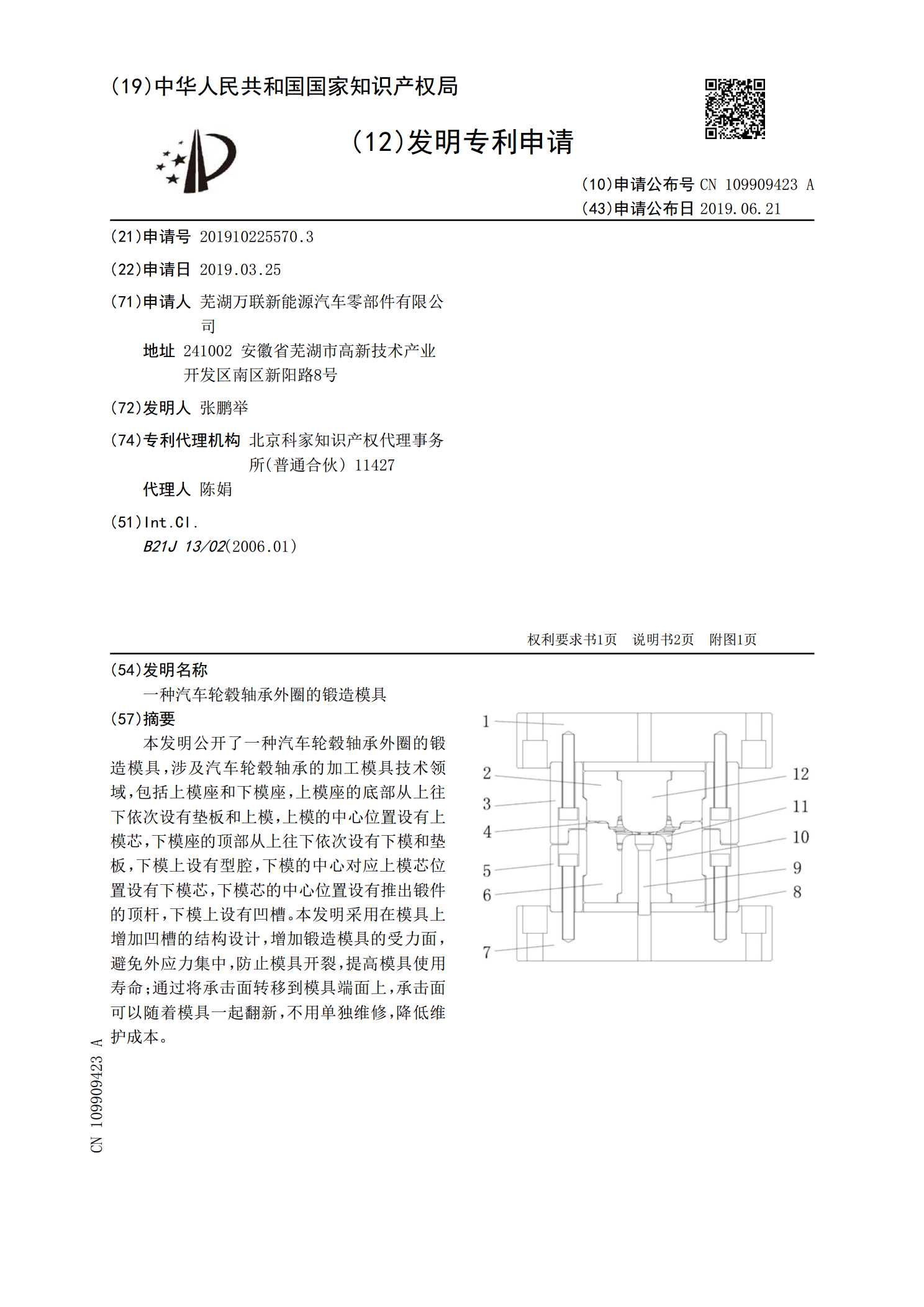
本发明公开了一种汽车轮毂轴承外圈的锻造模具,涉及汽车轮毂轴承的加工模具技术领域,包括上模座和下模座,上模座的底部从上往下依次设有垫板和上模,上模的中心位置设有上模芯,下模座的顶部从上往下依次设有下模和垫板,下模上设有型腔,下模的中心对应上模芯位置设有下模芯,下模芯的中心位置设有推出锻件的顶杆,下模上设有凹槽。本发明采用在模具上增加凹槽的结构设计,增加锻造模具的受力面,避免外应力集中,防止模具开裂,提高模具使用寿命;通过将承击面转移到模具端面上,承击面可以随着模具一起翻新,不用单独维修,降低维护成本。

一种稀土渗透轮毂外圈套外圈锻造的生产方法.pdf
本发明涉及一种稀土渗透轮毂外圈套外圈锻造的生产方法,该方法步骤为:(1)、镦粗加工件加温至300-350℃后,将稀土混合物均匀喷洒在经过加温后的镦粗加工件表面上,厚度为2-3毫米;(2)、进行锻造:(3)、静止5-6分钟;(4)、剥离稀土混合物;(5)、进行套料工艺。本发明有益的效果是:1、稀土混合物渗透到工件表层形成稀土化合物,使工件表层金属结构紧密;2、稀土元素的渗透使合金晶粒细化,使合金机械性能改善;3、稀土元素是一种活性元素,聚集在金属表面的稀土元素使得合金的表面能显著提高。

汽车轮毂等温锻造及旋压成形工艺.pdf
本发明涉及一种汽车轮毂等温锻造及旋压成形工艺,该工艺解决了传统的金属型铸造毛坯成形方法易产生缩孔、疏松、机械性能较低等铸造缺陷,克服了汽车轮毂加工余量大,生产成本高,难以得到广泛应用的不足。其技术方案如下:将铝合金棒切割成坯料→坯料预热到460℃--500℃并保温1小时→在锻压机下经过3-4次锻压,制成预锻毛坯→模具预热→将预锻毛坯料放入1500t级锻压机下的锻造模具中(模具温度控制在400-450℃),再次进行等温锻压2-3次,使铝合金轮毂初次成形→旋压精密成形。该成形工艺提高了产品制造精度和强度,属精

轮毂外圈的挤压制造工艺.pdf
本发明轮毂外圈的挤压制造工艺,包括以下步骤:模具预热,合模加压,保压,二次加压,水冷降温。预先对挤压模进行预热,可以防止铝液在挤压模的表面形成硬壳。再者在挤压铸造时,持续的压力是能够消除铸件的缺陷。在压铸的过程中持续对挤压模进行中频加热,能够放置在挤压的过程中凝固结壳,使得挤压头能够不断地压缩结晶层,对壳层内部的液相金属进行加压,可以进一步消除铸造缺陷。二次加压,可以对凝固后的铸件的表面进行修补和缺陷修复,可以大幅度提高铸件的品质。最终脱模前,对模具进行极速冷却,能够将铸件的表面快速冷却,使其主动向内收缩