
板的连续边缘处理方法及边缘处理装置.pdf

春景****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

板的连续边缘处理方法及边缘处理装置.pdf
在输送方向上对板(2)进行连续的输送,其中通过转动式边缘铣削工具为板的至少第一边缘(15)提供边缘轮廓。通过外周轮廓与板的所需角边缘轮廓对应的转动式角铣削工具(12a,12b)对连接了板的第一边缘和第二边缘(17)的角(16)进行至少部分地倒圆。转动式角铣削工具被控制成沿着连续移动的板移位,以便于转动式角铣削工具邻近要被倒圆的角移动,并随后被控制成同时在输送方向(D)和横向于输送方向的方向上移位,以便于其沿着在固定到连续移动的板的坐标系统中的、描绘了角的所需倒圆部的至少一部分的轨迹移动。

边缘处理装置.pdf
本发明涉及物体的边缘处理技术领域,公开一种边缘处理装置。该边缘处理装置包括机架;边缘待处理物体保持单元能够转动地设置在机架上;靠模安装轴能够转动地设置在机架上;靠轮座能够移动地设置在机架上以调整与靠模安装轴之间的距离,靠轮座和机架之间设置有驱动单元;靠轮座上设置有与靠模安装轴对应的靠轮安装轴段和与边缘待处理物体保持单元对应的能够转动的边缘处理辊安装轴段;靠模安装轴和边缘待处理物体保持单元能够同轴线地同步同向转动。该边缘处理装置能够随着边缘待处理物体的边缘的改变而使边缘处理辊能够实时接触边缘待处理物体的边缘

基于边缘提取的图像处理方法及图像处理装置.pdf
本发明提供一种基于边缘提取的图像处理方法及图像处理装置,所述图像处理方法包括以下步骤:对待处理图像进行边缘提取计算,获取所述待处理图像的边缘区;将所述待处理图像中除所述边缘区以外的区域划分为噪声区和平坦区;分别对所述噪声区和所述平坦区进行对应程度的降噪处理;将经过降噪处理后的所述噪声区和所述平坦区与所述边缘区合成,得到处理后的合成图像。本发明对噪声区和平坦区进行基于不同权重值的双边滤波,使得各个区域都能够在保留有用信息的同时最大限度去除噪声成分,使得合成图像更加清晰。本发明将边缘区附近的侵蚀区也作为噪声区
边缘检测的处理方法、装置、设备及存储介质.pdf
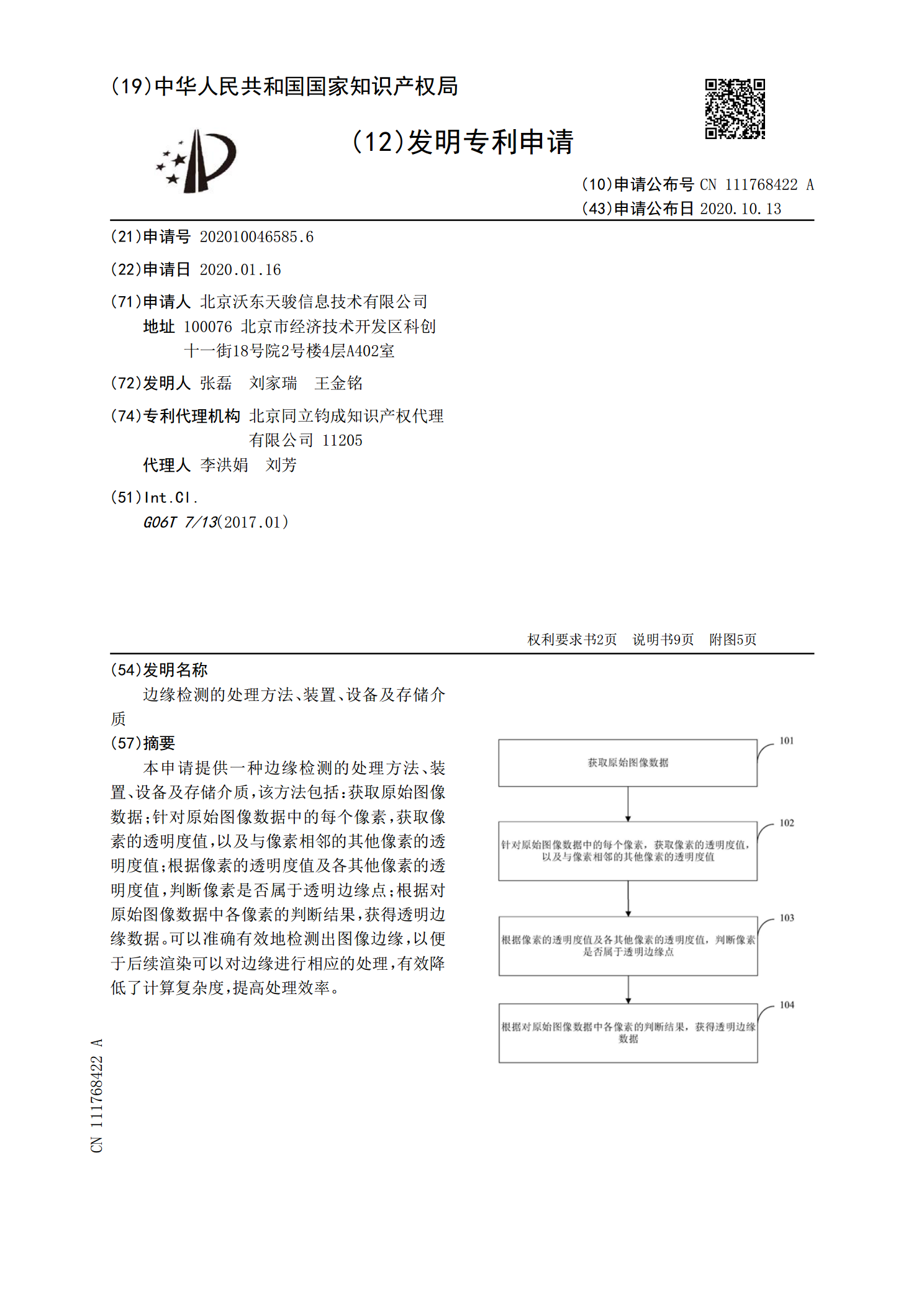
本申请提供一种边缘检测的处理方法、装置、设备及存储介质,该方法包括:获取原始图像数据;针对原始图像数据中的每个像素,获取像素的透明度值,以及与像素相邻的其他像素的透明度值;根据像素的透明度值及各其他像素的透明度值,判断像素是否属于透明边缘点;根据对原始图像数据中各像素的判断结果,获得透明边缘数据。可以准确有效地检测出图像边缘,以便于后续渲染可以对边缘进行相应的处理,有效降低了计算复杂度,提高处理效率。

虚拟角色模型的边缘处理方法和装置.pdf
本申请公开了一种虚拟角色模型的边缘处理方法和装置,其中,该方法包括:将虚拟角色模型和第一部分游戏资源模型渲染至目标纹理中,其中,虚拟角色模型的第一透明度值小于第一部分游戏资源模型的第二透明度值;基于虚拟角色模型与第一部分游戏资源模型之间像素的透明度值差异,确定虚拟角色模型在目标纹理中的边缘像素;对边缘像素进行描边处理。本申请解决了相关技术中虚拟角色模型的描边处理需要绘制两遍模型,导致模型的绘制消耗加倍的技术问题。