
硅芯拉制操作规程.doc

sy****28


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

硅芯拉制操作规程.doc
硅芯拉制操作规程硅芯操作人员应经专业技术培训,并经考试合格后才能上岗进行操作。操作人员上班时必须按规定正确使用劳动保护用品,严格遵守技术操作规程,不得违规操作。设备启动前,先检查硅芯炉的接地情况,保证有良好的接地,同时检查设备运行记录,确认设备和管道的阀门处于正常状态。打开上炉门,用脱脂纱布沾上分析纯的乙醇擦净炉膛、上轴和籽晶头,关闭并拧紧上炉门。打开下炉门,用脱脂纱布沾上分析纯的乙醇擦净炉膛、窥视镜、高频线圈、下轴、籽晶夹头、提拉头和硅芯料基座卡盘。戴上洁净手套将硅芯料装入基座卡盘中,经检查硅芯料装直后

П形硅芯拉制装置、П形硅芯拉制方法以及П形硅芯.pdf
本发明提供一种П形硅芯拉制装置、П形硅芯拉制方法以及П形硅芯。所述П形硅芯拉制装置包括:母料固定底座、线圈、硅芯夹持机构;所述母料固定底座与所述线圈沿硅芯拉制方向依次设置;所述硅芯夹持机构包括多个夹持臂以及与所述多个夹持臂均连接的转轴,所述多个夹持臂能够绕所述转轴旋转;所述多个夹持臂包括第一夹持臂与第二夹持臂;并且,所述硅芯夹持机构能够沿硅芯拉制方向移动。本发明的П形硅芯拉制装置能够通过一次拉制过程实现一整根П形硅芯的拉制,拉制得到的П形硅芯为一体结构,应用于多晶硅生产时,直接安装于还原炉的炉底即可,不需
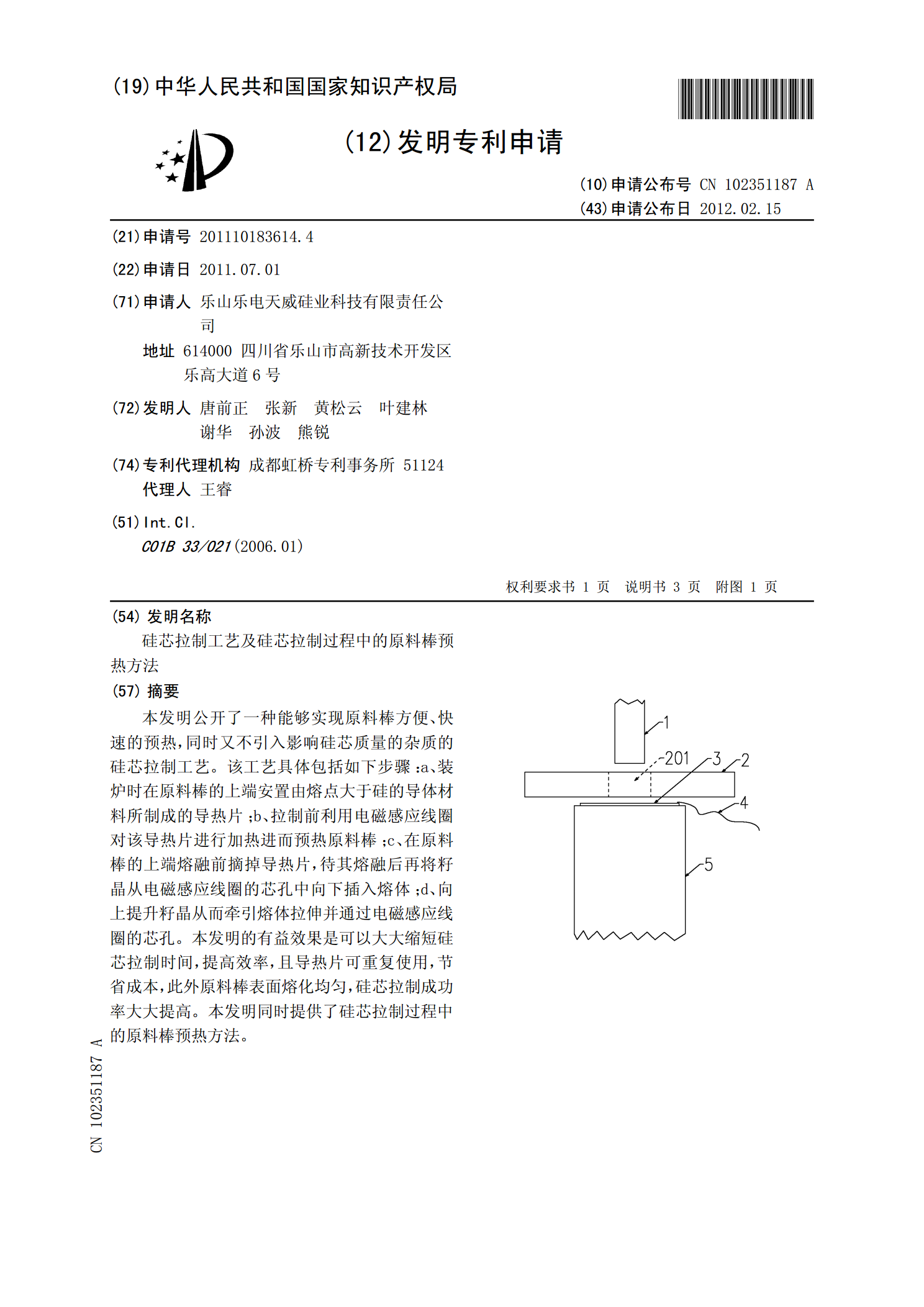
硅芯拉制工艺及硅芯拉制过程中的原料棒预热方法.pdf
本发明公开了一种能够实现原料棒方便、快速的预热,同时又不引入影响硅芯质量的杂质的硅芯拉制工艺。该工艺具体包括如下步骤:a、装炉时在原料棒的上端安置由熔点大于硅的导体材料所制成的导热片;b、拉制前利用电磁感应线圈对该导热片进行加热进而预热原料棒;c、在原料棒的上端熔融前摘掉导热片,待其熔融后再将籽晶从电磁感应线圈的芯孔中向下插入熔体;d、向上提升籽晶从而牵引熔体拉伸并通过电磁感应线圈的芯孔。本发明的有益效果是可以大大缩短硅芯拉制时间,提高效率,且导热片可重复使用,节省成本,此外原料棒表面熔化均匀,硅芯拉制成
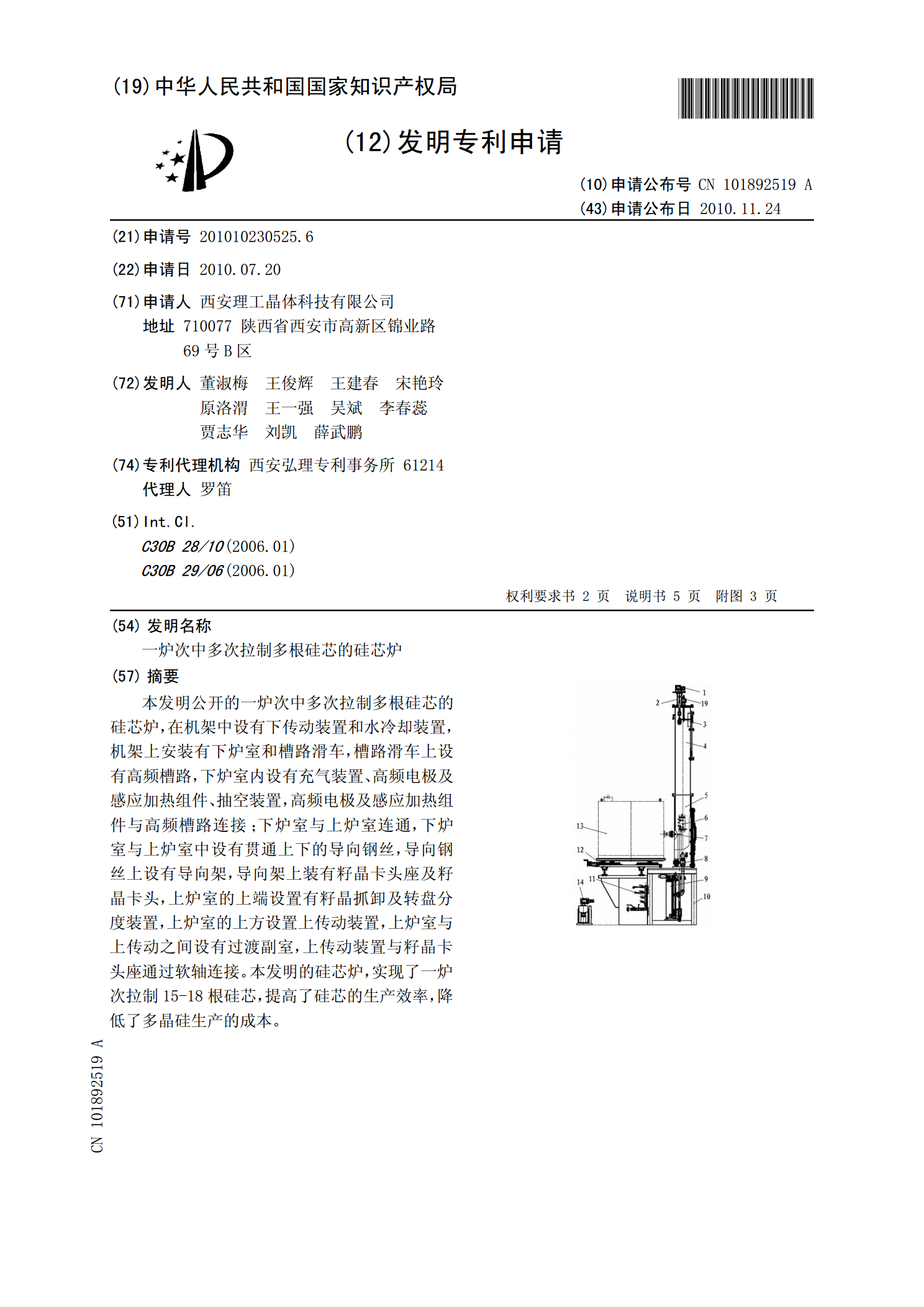
一炉次中多次拉制多根硅芯的硅芯炉.pdf
本发明公开的一炉次中多次拉制多根硅芯的硅芯炉,在机架中设有下传动装置和水冷却装置,机架上安装有下炉室和槽路滑车,槽路滑车上设有高频槽路,下炉室内设有充气装置、高频电极及感应加热组件、抽空装置,高频电极及感应加热组件与高频槽路连接;下炉室与上炉室连通,下炉室与上炉室中设有贯通上下的导向钢丝,导向钢丝上设有导向架,导向架上装有籽晶卡头座及籽晶卡头,上炉室的上端设置有籽晶抓卸及转盘分度装置,上炉室的上方设置上传动装置,上炉室与上传动之间设有过渡副室,上传动装置与籽晶卡头座通过软轴连接。本发明的硅芯炉,实现了一炉
新型多晶硅芯棒拉制方法.pdf
本发明涉及一种新型多晶硅芯棒拉制方法,它包括检查多晶硅料纯度指标和尺寸,掺杂剂纯度,然后选择晶向好且无机械损伤的籽晶装入清理过的炉膛中;将炉体内抽真空,通入氩气;将原料多晶硅装入炉体中形成硅填料,加热熔化形成硅熔体;使籽晶与所述硅熔体接触,进行两次拉晶。本发明控制精确,大大提高成品率。