
大型链轮的加工方法.pdf

听云****君哇

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型链轮的加工方法.pdf
本发明大型链轮的加工方法涉及机械加工领域,具体涉及大型链轮的加工方法,大型链轮的加工方法,包括以下步骤:下料,对多个弦长相等的弧形的链板下料,下料后形成的每一个链板所对应的扇形夹角为整数.且保证每一链板的外弧周缘上能加工出整数个链轮的链齿;初步加工,先对每一链板的表面加工到规定的尺寸,再分别对每一链板的第一面、第二面、第一端、台阶面及连接第一面和第二面的两侧面均加工到规定的尺寸,并使第一面、第二面及第一端的粗糙度加工到要求尺寸,本发明加工时间短,能节约生产成本,减小累计加工误差,提高加工精度。
链轮的加工方法以及链轮.pdf
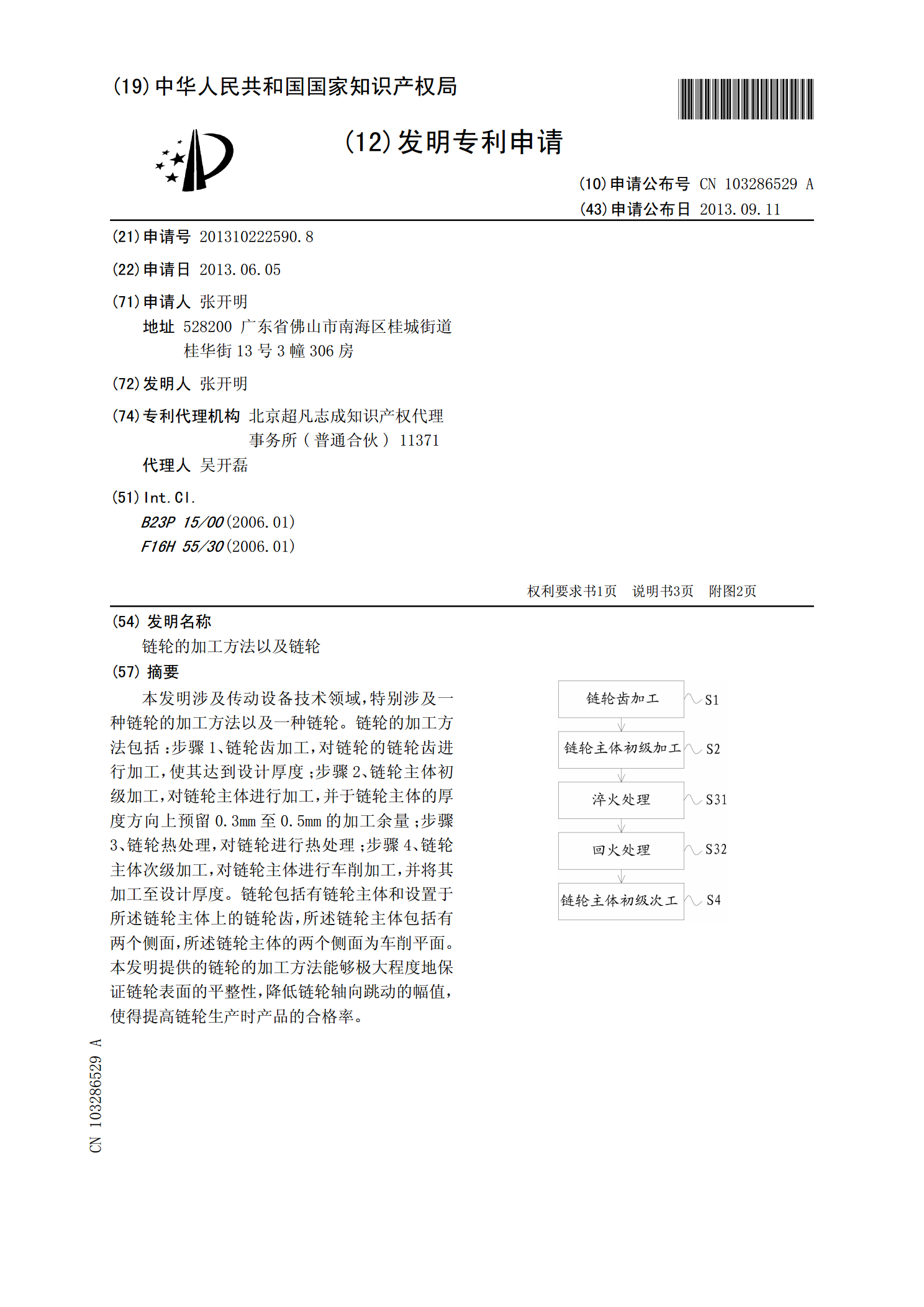
本发明涉及传动设备技术领域,特别涉及一种链轮的加工方法以及一种链轮。链轮的加工方法包括:步骤1、链轮齿加工,对链轮的链轮齿进行加工,使其达到设计厚度;步骤2、链轮主体初级加工,对链轮主体进行加工,并于链轮主体的厚度方向上预留0.3mm至0.5mm的加工余量;步骤3、链轮热处理,对链轮进行热处理;步骤4、链轮主体次级加工,对链轮主体进行车削加工,并将其加工至设计厚度。链轮包括有链轮主体和设置于所述链轮主体上的链轮齿,所述链轮主体包括有两个侧面,所述链轮主体的两个侧面为车削平面。本发明提供的链轮的加工方法能够

链轮的加工方法.pdf
本发明提供了一种链轮的加工方法,包括以下几个步骤:首先下料,对多个弦长相等的弧形的链板下料,且保证每一链板的外弧周缘上能加工出整数个链轮的链齿;再次进行初步加工,对每一链板的表面加工到规定的尺寸;最后进行精确加工,精确加工包括:第一步:先使相邻的两个链板的端面相互抵接,拼接形成链轮的轮坯;第二步:再通过数控切割机对拼接一起的链板的轮坯的外周缘进行切割以形成链齿。本发明的链轮的加工方法利用数控切割机切割代替传统的机床铣削加工,切割需要的时间短,节约了生产加工成本。此外,将所有链板先装配在轮体上,再进行整体切

链轮的加工方法.pdf
本发明提供一种链轮的加工方法,属于金属加工技术领域。本发明链轮的加工方法,通过下述技术方案来实现:采用可转位直角台肩面铣刀进行粗加工,粗加工留1mm余量,铣刀半径小于或等于待加工链轮链窝平面圆弧半径;采用可转位圆鼻面铣刀进行精加工,铣刀半径小于或等于待加工链轮链窝平面圆弧半径,刀具前端圆鼻圆弧半径小于或等于链窝底部圆弧半径。本发明链轮的加工方法,很好地解决了使用不同直径的刀具加工不同种类、不同型号链轮链窝的要求,无需重复编程,链轮链窝平面齿根圆弧半径和齿面圆弧半径能过渡圆滑,且链轮的链窝形状统一、齿形均匀

链轮轮齿加工方法.pdf
本发明链轮轮齿加工方法涉及机械加工领域,具体涉及链轮轮齿加工方法,包括以下步骤:分齿,首先以内孔定位,用外圆找正的方法,将工件固定到回转工作台上,使工件中心和回转工作台中心重合,根据齿数的多少,利用角度进行分齿,利用立铣刀外径对刀,使立铣刀外圆紧贴齿顶圆,然后径向进刀,其进刀深度为齿顶圆半径减去节圆半径再减去一修正量依次类推,进行剩余各齿的加工;本发明能提高铸铁机整机使用性能,加工过程简单,降低生产成本,提高生产效率。