
一种风电轮毂的分度焊接和加工方法.pdf

猫巷****永安


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种风电轮毂的分度焊接和加工方法.pdf
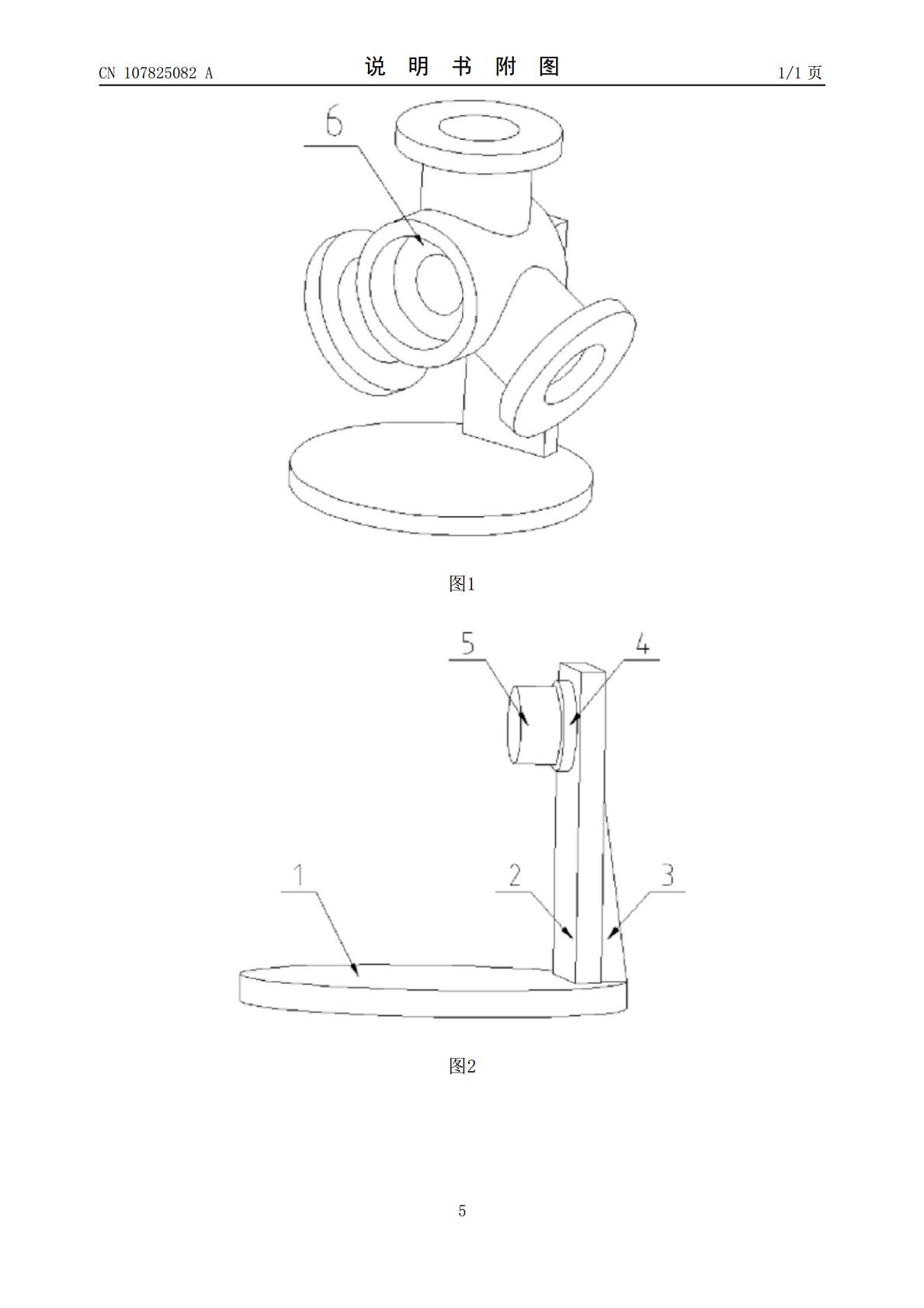
本发明涉及一种风电轮毂的分度焊接和加工方法,所述方法包括以下步骤:步骤一、取一分度工装,将工装底板锁紧在工作台上,并检测立板的垂直度;步骤二、将轮毂内孔套装于中心轴上,校平上侧的法兰端面,利用中心压板将轮毂锁紧在中心轴上;步骤三、加工完上侧法兰后,松开中心压板,旋转轮毂,将另外两个法兰调整到上侧,校正后压紧轮毂继续加工;步骤四、三个法兰均加工完成后,松开中心压板,将轮毂从中心轴上拆除下来。本发明一种风电轮毂的分度焊接和加工方法,它能够有效保证产品定位精度,大大提高产品质量和合格率。

一种风电轮毂焊接和加工分度工装.pdf
本发明涉及一种风电轮毂焊接和加工分度工装,它包括底板(1),所述底板(1)上设置有立板(2),所述立板(2)与底板(1)垂直布置,所述立板(2)上部前侧设置有限位圆台(4),所述限位圆台(4)中心设置有中心轴(5),所述立板(2)后侧与底板(1)之间设置有加强筋(3)。本发明一种风电轮毂焊接和加工分度工装,它能够有效保证产品定位精度,大大提高产品质量和合格率。

风电轮毂无冷铁加工方法.pdf
本发明公开一种风电轮毂无冷铁加工方法,包括:模具制造、砂型制造、浇注成型,砂型制造采用完全开放底注式浇注系统,内浇道设计成圆盘形,上直浇道上的直浇口用定量包拔塞浇注口,各组元比例为F直:F横:F内=1∶1.5~2∶25~28;铸件顶面最高点摆放扁出气,扁出气的总截面积大于内浇道的总截面积;将冒口设在铸件上顶面上,单根冒口高度大于400mm;制造过程未排放冷铁;浇注成型:铁液进入铸型型腔的浇注速度控制在0.5~1.0m/s,浇注时间控制在150~210秒之间,浇注温度设定在1300~1310℃进行浇注成型。

一种风电轮毂内腔斜孔加工工装及其加工方法.pdf
本发明涉及一种风电轮毂内腔斜孔加工工装及其加工方法,包括工作平台、圆柱支承、长条支承和钻孔模板;工作平台上部围绕其中心均布设置有三个扇形块,扇形块确定一个圆形止口并与轮毂主轴孔间隙配合定位于轮毂放置中心;圆柱支承与工作平台同心,长条支承另一端为楔形面,并与钻孔模板滑动配合;钻孔模板上设置有定位孔。其方法包括:1.将定位块通过螺栓与轮毂轴面法兰一圈螺纹孔中与所要加工部位正对的螺纹孔配合;2.将长条支承一端嵌入圆柱支承上端的任意一个方形槽中,并通过螺栓固定;3.旋转120°安装在圆柱支承上端的另一个方形槽中进
一种风电高轮毂大型齿轮加工方法及其锻造模具.pdf
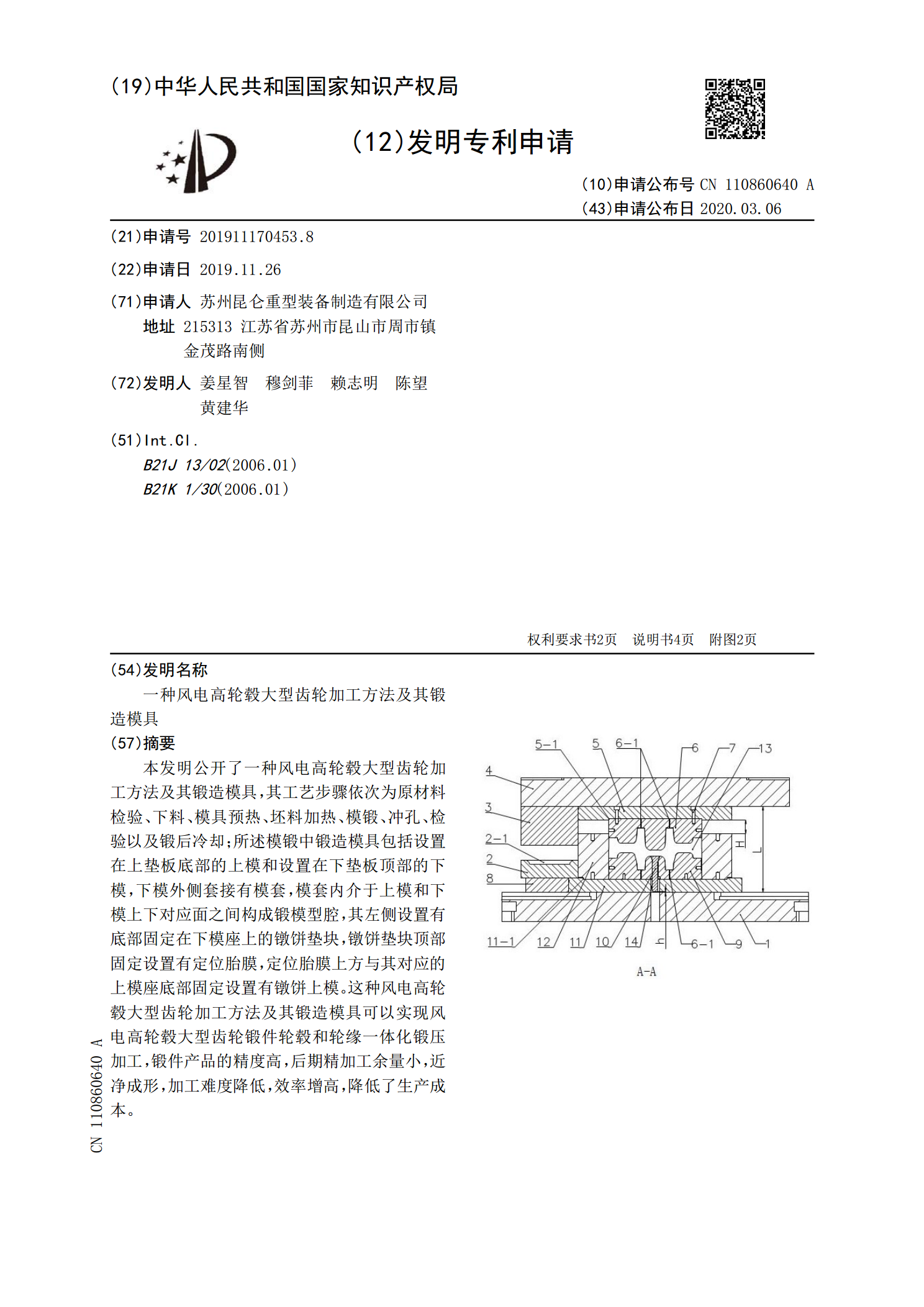
本发明公开了一种风电高轮毂大型齿轮加工方法及其锻造模具,其工艺步骤依次为原材料检验、下料、模具预热、坯料加热、模锻、冲孔、检验以及锻后冷却;所述模锻中锻造模具包括设置在上垫板底部的上模和设置在下垫板顶部的下模,下模外侧套接有模套,模套内介于上模和下模上下对应面之间构成锻模型腔,其左侧设置有底部固定在下模座上的镦饼垫块,镦饼垫块顶部固定设置有定位胎膜,定位胎膜上方与其对应的上模座底部固定设置有镦饼上模。这种风电高轮毂大型齿轮加工方法及其锻造模具可以实现风电高轮毂大型齿轮锻件轮毂和轮缘一体化锻压加工,锻件产品