
一种应用镜片磨削装置的磨削方法.pdf

丹烟****魔王


1/8

2/8
3/8
4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种应用镜片磨削装置的磨削方法.pdf
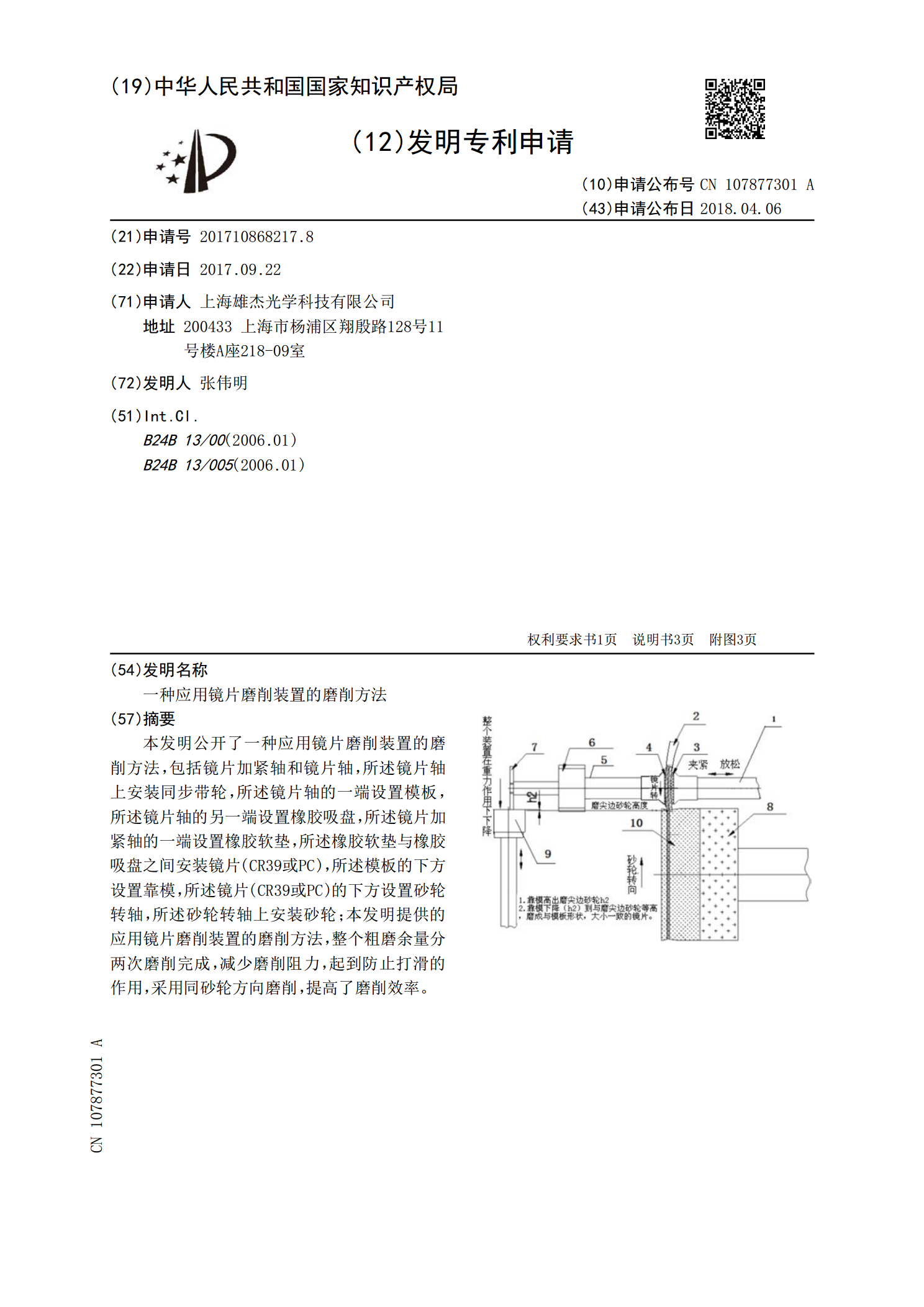
本发明公开了一种应用镜片磨削装置的磨削方法,包括镜片加紧轴和镜片轴,所述镜片轴上安装同步带轮,所述镜片轴的一端设置模板,所述镜片轴的另一端设置橡胶吸盘,所述镜片加紧轴的一端设置橡胶软垫,所述橡胶软垫与橡胶吸盘之间安装镜片(CR39或PC),所述模板的下方设置靠模,所述镜片(CR39或PC)的下方设置砂轮转轴,所述砂轮转轴上安装砂轮;本发明提供的应用镜片磨削装置的磨削方法,整个粗磨余量分两次磨削完成,减少磨削阻力,起到防止打滑的作用,采用同砂轮方向磨削,提高了磨削效率。

磨削方法、磨削装置及用于磨削装置的电极.pdf
本发明公开磨削装置、磨削方法以及电极,所述磨削装置包括:多轮式砂轮;以及电极,其布置为以预定间隔与所述多轮式砂轮的磨削作用面相对,其中,在电解修整所述多轮式砂轮的所述磨削作用面的同时磨削并加工工件,所述电解修整是通过将导电的加工液供给在所述电极的电极作用面和所述多轮式砂轮的所述磨削作用面之间并将电压施加在所述多轮式砂轮和所述电极之间来进行的,其中,所述电极具有层叠体,在所述层叠体中,多个电极板被多个绝缘板交替地夹在中间,所述多个电极板的所述电极作用面布置为与每一个所述磨轮的所述磨削作用面相对
一种激光辅助磨削装置及磨削方法.pdf
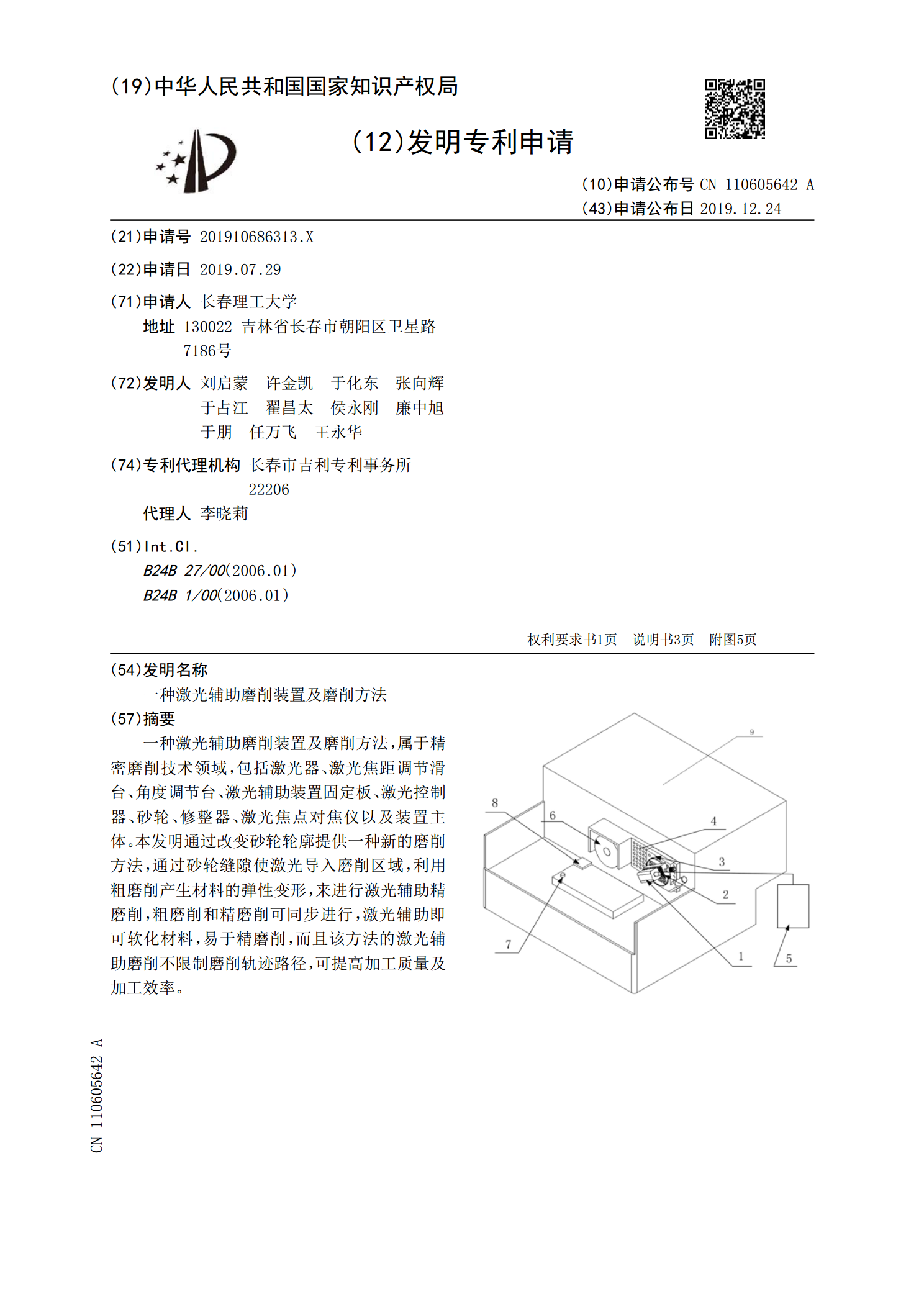
一种激光辅助磨削装置及磨削方法,属于精密磨削技术领域,包括激光器、激光焦距调节滑台、角度调节台、激光辅助装置固定板、激光控制器、砂轮、修整器、激光焦点对焦仪以及装置主体。本发明通过改变砂轮轮廓提供一种新的磨削方法,通过砂轮缝隙使激光导入磨削区域,利用粗磨削产生材料的弹性变形,来进行激光辅助精磨削,粗磨削和精磨削可同步进行,激光辅助即可软化材料,易于精磨削,而且该方法的激光辅助磨削不限制磨削轨迹路径,可提高加工质量及加工效率。

磨削装置以及磨削方法.pdf
一种磨削装置及磨削方法,能在不使装置变大的前提下,在圆盘状的外周区域上形成了加强用凸部的半导体晶片上抑制对加强用凸部磨削时损伤半导体晶片。半导体晶片表面具有形成有器件(61)的器件形成区域(62)及其周围的外周区域(63),以去除背面的与器件形成区域(62)对应的区域且从背面的与外周区域对应的区域突出加强用凸部(64)的方式形成凹部(65),将半导体晶片的表面载置在卡盘(34)的吸附保持面(34a)上,以磨削砂轮(54)的磨削面(54a)与内底面(65a)的间隔相对于半导体晶片的凹部的内底面(65a)向凹

圆筒磨削装置及磨削方法.pdf
一种圆筒磨削装置,用于磨削圆柱状晶棒的侧面,其特征在于:具备定心机构,其是由至少3个滚轮与用以支撑前述滚轮的臂所组成,使前述滚轮相对于前述晶棒从水平方向作进退移动而可作压接动作,并且,先将前述圆柱状晶棒直立置放在平台上,接着将前述已直立置放的晶棒,从前述平台移载至夹具上,然后利用一对夹具将前述晶棒两侧的端面保持在垂直方向,接着一边利用旋转机构来使前述晶棒绕轴旋转,一边使前述定心机构相对于前述晶棒从水平方向作进退移动,而使前述滚轮压接前述晶棒的侧面,由此,使前述旋转机构的旋转轴与前述晶棒的中心轴一致,之后利